Спосіб одержання сталевих зливків сифоном
Номер патенту: 3045
Опубліковано: 26.12.1994
Автори: Омесь Микола Михайлович, Тільга Степан Сергійович, Чорногрицький Володимир Михайлович, Покладій Вадим Ростиславович, Поляков Валерій Олександрович, Грецький Юрій Якович, Вихлевщук Валерій Антонович, Ющенко Констянтин Андрійович, Панін Володимир Миколайович
Формула / Реферат
Способ получения стальных слитков сифоном, предназначенных преимущественно для изготовления сварочной проволоки, включающий получение расплава в сталеплавильном агрегате, легирование и раскисление его ферросплавами и алюминием, при выпуске в ковш и микролегирование введением редкоземельных металлов в центровую при разливке расплава, отличающийся тем, что для микролегирования редкоземельные металлы используют в смеси с силикокальцием с массовым соотношением компонентов (2...4) : (1...3), причем общее количество смеси для микролегирования составляет 2...8 кг/т стали.
Текст
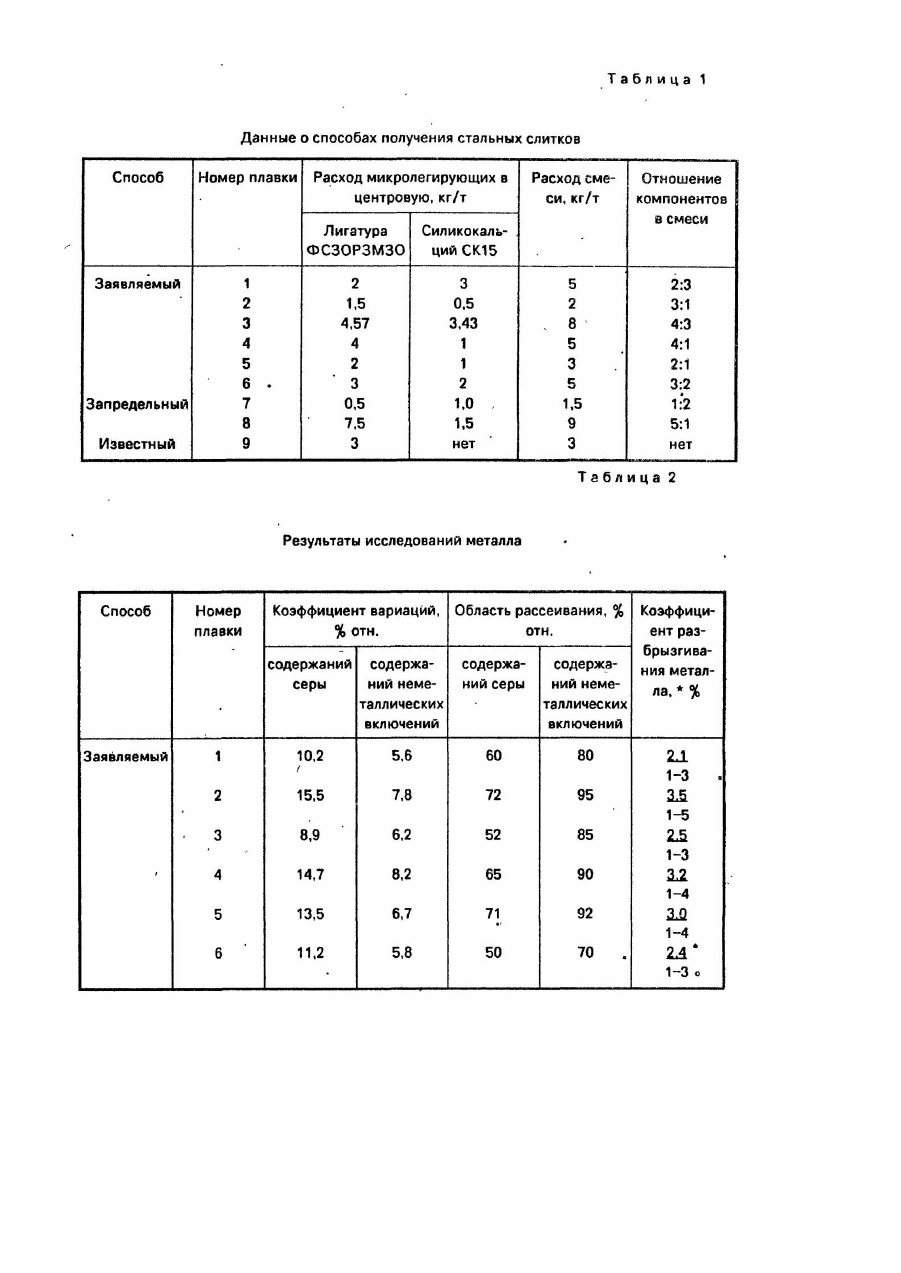
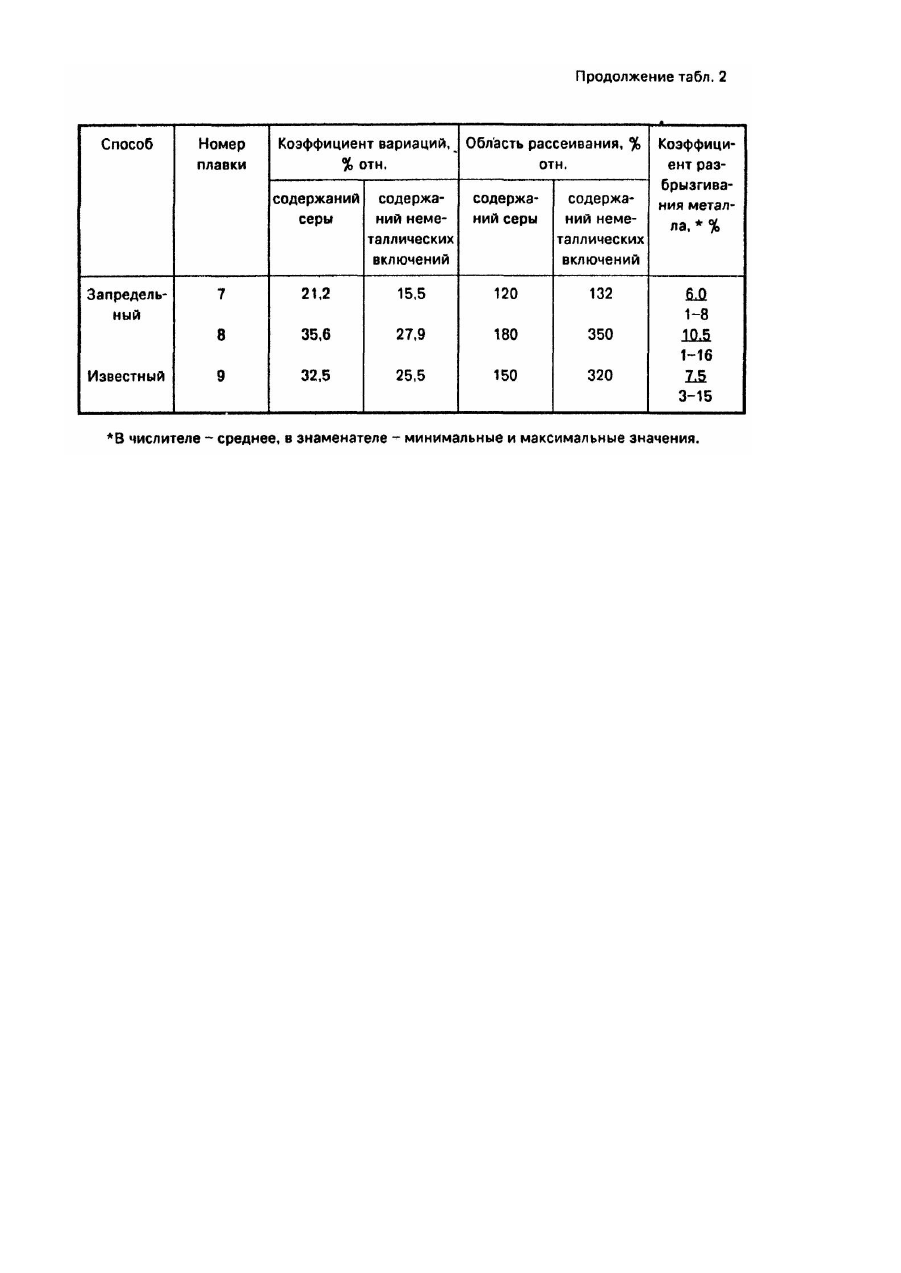
Изобретение относится к. черной металлургии, в частности, к производству стали в сталеплавильных агрегатах и разливке ее в изложницы сифонным способом. Известен способ изготовления стальных слитков путем ввода лигатуры РЗМ в изложницу. При этом сталь выплавляют в сталеплавильном агрегате, легируют ферросплавами и раскисляют алюминием в процессе выпуска металла в ковш. Куски лигатуры РЗМ размером фракций 2-9 мм вводят в изложницу при наполнении ее сталью от 0,02 высоты рабочей полости непрерывно до уровня прибыльной полости со скоростью, пропорциональной массовой скорости наполнения изложницы сталью [1]. Недостатками известного способа являются повышенная сегрегация серы, большое количество неметаллических включений в донной части слитка и значительные колебания сварочно-технологических свойств проволоки по длине раската слитка. В основу изобретения поставлена задача усовершенствования способа получения стальных слитков сифоном, путем уменьшения сегрегации серы и количества неметаллических включений в донной части слитка, в результате чего обеспечивается стабильность сварочно-технологических свойств проволоки по длине раската слитка, что существенно повысит его качество. Поставленная задача решена тем, что в известном способе получения стальных слитков сифоном, предназначенных преимущественно для изготовления сварочной проволоки, включающем получение расплава в сталеплавильном агрегате, легирование и раскисление его ферросплавами и алюминием при выпуске в ковш и микролегирование введением редкоземельных металлов в центровую при разливке расплава, согласно изобретению, для микролегирования редкоземельные металлы используют в смеси с силикокальцием с массовым соотношением компонентов (2...4) : (1....3), причем общее количество смеси для микролегирования составляют 2...8 кг/т стали. Известно, что при кристаллизации слитков РЗМ - содержащей стали в их донной части образуется повышенная сегрегация серы в результате осаждения оксисульфидов и сульфидов РЗМ, обладающих более высокой плотностью, чем жидкий металл. Микролегирование РЗМ используемыми в смеси с силикокальцием приводит к образованию в жидком металле комплексных оксисульфидов РЗМ и кальция, что приводит к снижению плотности неметаллических включений. В результате исключения процесса осаждения неметаллических включений резко снижаются сегрегация серы и количество неметаллических включений в донной части слитка, что приводит к повышению стабильности сварочно-технологических свойств проволоки по длине раската слитка. Нижний предел отношения содержаний компонентов (4:1) принят от величины, когда становится практически заметным влияние силикокальция на изменение состава неметаллических включений с РЗМ, а вер хний предел отношения (2:3) ограничен значением, превышение которого приводит к ухудшению сварочно-технологических свойств проволоки. Нижний предел расхода смеси (2 кг/т) взят исходя из необходимости обеспечения минимального экономически выгодного улучшения технологических свойств проволоки, а верхний (8 кг/т) ограничен значением, превышение которого приводит к резкому снижению равномерности распределения РЗМ в объеме металла слитков. Проведены сравнительные испытания предложенного и известного способов изготовления стальных слитков. Металл, выплавленный в кислородных конвертерах емкостью 50 т с температурой на выпуске 16201630°С, легировали и раскисляли в процессе наполнения ковша последовательно силикомарганцем, ферросилицием, алюминием. а некоторых плавок - и ферротитаном. Химический состав стали (ковшевые пробы) был следующим (масс. %): 0,11-0,14 С, 1,60-1,72 Мn, 0,7-0,8, 0,009-0,021,0,015-0,020 Р, 0,018-0.027 АІ. Разливку стали производили сифоном в уширенные книзу изложницы с теплоизоляционными вкладышами на слитки массой 12.5 т. Микролегирование стали при разливке сифоном осуществляли присадкой в центровую лигатуры РЗМ (известный способ) или РЗМ марки ФС30РЗМЗО в смеси с силикокальцием марки СК15 в кусках фракцией 2-9 мм. Расход смеси составлял 2-8 кг/т стали. Данные о технологии производства опытных плавок по заявляемому и известному способам приведены в табл.1. Для оценки сегрегации серы и количества неметаллических включений по длине раската слитка отобрали на различных горизонтах слитка по 18 поперечных темплетов заготовок (квадрат размером 80 мм). В трех точках сечения темплетов (в центре, на 1 /4 диагонали и в углу) определяли содержание серы, количестве неметаллических включений металлографическим методом (по среднему баллу). По результатам определений рассчитали коэффициенты вариации и области рассеивания указанных показателей в металле подлине раската слитка. Исследование сварочно-технологических свойств проволоки, полученной из катанки на различных горизонтах раската слитка, проводили в лабораторных условиях Института электросварки имени Е.О. Патона. Оценку стабильности сварочно-технологических свойств производили по величине коэффициента разбрызгивания металла (количество разбрызгиваемого при сварке металла по отношению к массе использованной проволоки, выраженное в процентах). Результаты исследований состава и свойств металла, произведенного по заявляемому и известному способам, приведены в таблице 2. Приведенные в табл.2 данные свидетельствуют о том, что изготовление стальных слитков по заявляемому способу обеспечивает более низкие сегрегацию серы и количество неметаллических включений в объеме слитка, особенно в его донной части, чем по известному способу. Это обуславливает повышение стабильности сварочно-технических свойств проволоки по длине раската слитка. Об этом свидетельствуе т уменьшению среднего значения и диапазона разброса величины потерь металла в результате разбрызгивания (табл.2).
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining the steel ingots by bottom casting
Автори англійськоюVikhlevschuk Valerii Antonovych, Poliakov Valerii Oleksandrovych, Yuschenko Konstiantyn Andriiovych, Hretskyi Yurii Yakovych, Chornohrytskyi Volodymyr Mykhailovych, Pokladii Vadym Rostyslavovych, Tilha Stepan Serhiiovych, Omes' Mykola Mykhailovych, Panin Volodymyr Mykolaiovych
Назва патенту російськоюСпособ получения стальных слитков сифоном
Автори російськоюВихлевщук Валерий Антонович, Поляков Валерий Александрович, Ющенко Константин Андреевич, Грецкий Юрий Яковлевич, Чорногрицкий Владимир Михайлович, Покладий Вадим Ростиславович, Тильга Степан Сергеевич, Омесь Никорлай Михайлович, Панин Владимир Николаевич
МПК / Мітки
МПК: B22D 7/00
Мітки: сталевих, сифоном, одержання, зливків, спосіб
Код посилання
<a href="https://ua.patents.su/3-3045-sposib-oderzhannya-stalevikh-zlivkiv-sifonom.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання сталевих зливків сифоном</a>
Спосіб одержання стальних заготовок
Номер патенту: 932
Опубліковано: 15.12.1993
Автори: Лужецкая Ірина Анатоліївна, Фролов Артур Володимирович, Фролов Володимир Миколайович, Нефьодов Анатолій Олександрович
МПК: B22D 7/00
Мітки: заготовок, стальних, одержання, спосіб
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Способ получения стальных заготовок, включающий разливку жидкой стали в изложницы, продувку снизу газами металла в изложнице, кристаллизацию слитка и последующую прокатку, о т л и ч а ю щ и й с я тем, что, с целью улучшения макроструктуры слитка и повышения пластичности стали при прокатке, разливку ведут со скоростью 80... 180 кг/с, продувку газами производят с интенсивностью 0,03...0,05 м/с с...
Спосіб обробки зливків металу
Номер патенту: 703
Опубліковано: 15.12.1993
Автори: Бірман Олександр Мусійович, Торхов Генадій Федорович, Прянішніков Ігор Степанович, Веліканов Євген Миколайович, Губін Петро Васильович, Латаш Юрій Вадімович, Степанов Василь Петрович, Тагер Лев Рафаілович, Кедрін Володимир Ксенофонтович, Толстопятов Костянтин Сергійович
МПК: C21C 5/56
Мітки: металу, зливків, спосіб, обробки
Формула / Реферат:
Способ обработки слитков металла путем плазменно-дугового переплава поверхностного слоя металла в контролируемой атмосфере на глубине 0,5—5% от диаметра слитка с его вращением относительно горизонтальной продольной оси слитка и перемещением плазмотронов вдоль этой оси с постоянной скоростью, отличающийся тем, что, с целью обеспечения однородности химического состава и макроструктуры поверхностного стоя слитка по его детине, переплав считка...
Спосіб пдп поверхневого шару зливків та заготовок жароміцих сталей та сплавів
Номер патенту: 751
Опубліковано: 15.12.1993
Автори: Стеценко Микола Васильович, Тагер Лев Рафаілович, Фролов Леонід Валеріанович, Торхов Генадій Федорович, Латаш Юрій Вадімович, Толстопятов Костянтин Сергійович, Ліхобаба Олексій Васильович
Мітки: шару, поверхневого, пдп, сплавів, зливків, сталей, заготовок, жароміцих, спосіб
Формула / Реферат:
1. Способ плазменно-дугового переплава поверхностного слоя слитков и заготовок жаропрочных сталей и сплавов, включающий оплавление поверхности слитка плазменной дугой постоянного тока в атмосфере инертных газов с образованием ванны жидкого металла, вращение обрабатываемого слитка вокруг своей оси, поступательное движение плазменной дуги вдоль оси слитка, отличающийся тем, что, с целью повышения качества поверхности слитков, увеличения...
Спосіб здобування рідкого чавуну або сталевих напівпродуктів
Номер патенту: 2260
Опубліковано: 26.12.1994
Автори: Рольф Хаук, Вернер Кепплінгер
МПК: C21B 13/00
Мітки: сталевих, рідкого, чавуну, здобування, спосіб, напівпродуктів
Формула / Реферат:
1. Способ получения жидкого чугуна или стальных полупродуктов, включающий наведение в плавильном газификаторе над расплавом шлака и металла неподвижного слоя крупной фракции угля и кокса, подачу в неподвижный слой через стенку газификатора кислородсодержащего газа, образование над неподвижным слоем псевдоожиженного слоя из загружаемых сверху восстанавливаемых материалов и мелкой фракции угля, восстановление и плавление материала,...
Установка для індукційної виплавки зливків
Номер патенту: 1287
Опубліковано: 30.12.1993
Автори: Кузьменко Геннадій Миколайович, Шейко Іван Васильович, Рейда Микола Васильович, Латаш Юрій Вадімович, Висоцький Геннадій Андрійович
МПК: C22B 9/16
Мітки: індукційної, виплавки, зливків, установка
Формула / Реферат:
Установка для индукционной выплавки слитков, содержащая секционный охлаждаемый кристаллизатор, секции которого электрически изолированы между собой, поддон и крышку кристаллизатора, индуктор, колонну с механизмом перемещения кристаллизатора и бункер с дозатором для подачи кусковой шихты в кристаллизатор, отличающаяся тем, что, с целью упрощения конструкции установки, повышения удобства обслуживания и улучшения качества выплавляемого слитка,...
Попередній патент: Пристрій для гарячего ремонту вогнетривкої футеровки
Наступний патент: Безалкогольний напій литовченко “горная лаванда”
Випадковий патент: Прилад для оцінювання якості бензину