Спосіб одержання стальних заготовок
Номер патенту: 932
Опубліковано: 15.12.1993
Автори: Фролов Володимир Миколайович, Нефьодов Анатолій Олександрович, Фролов Артур Володимирович, Лужецкая Ірина Анатоліївна
Формула / Реферат
Ф о р м у л а и з о б р е т е н и я
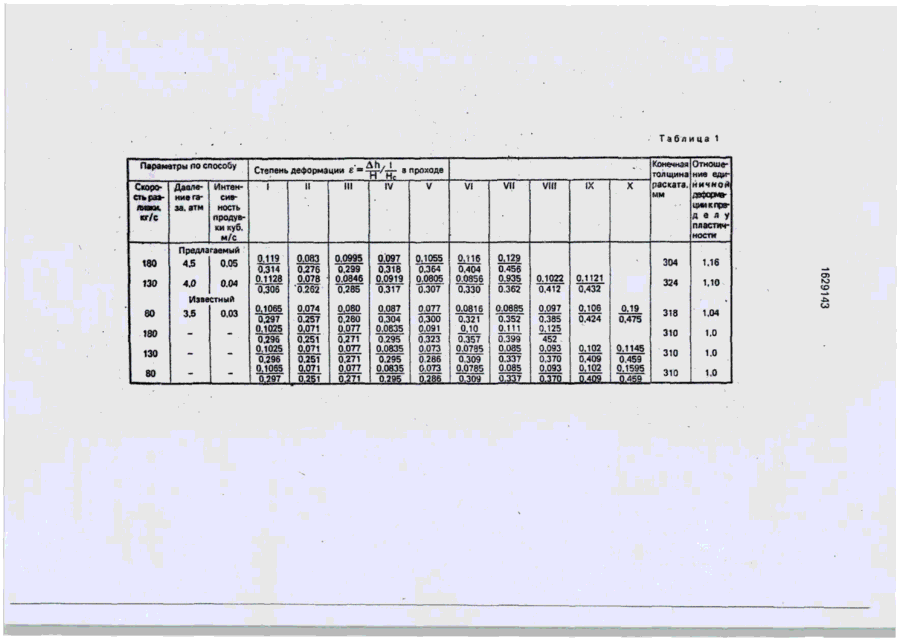
Способ получения стальных заготовок, включающий разливку жидкой стали в изложницы, продувку снизу газами металла в изложнице, кристаллизацию слитка и последующую прокатку, о т л и ч а ю щ и й с я тем, что, с целью улучшения макроструктуры слитка и повышения пластичности стали при прокатке, разливку ведут со скоростью 80... 180 кг/с, продувку газами производят с интенсивностью 0,03...0,05 м/с с момента начала заполнения изложницы до образования на зеркале в головной части слитка твердой корки, а прокатку слитка осуществляют при отношении единичной деформации к пределу пластичности стали, равном 1.04...1,16.
Текст
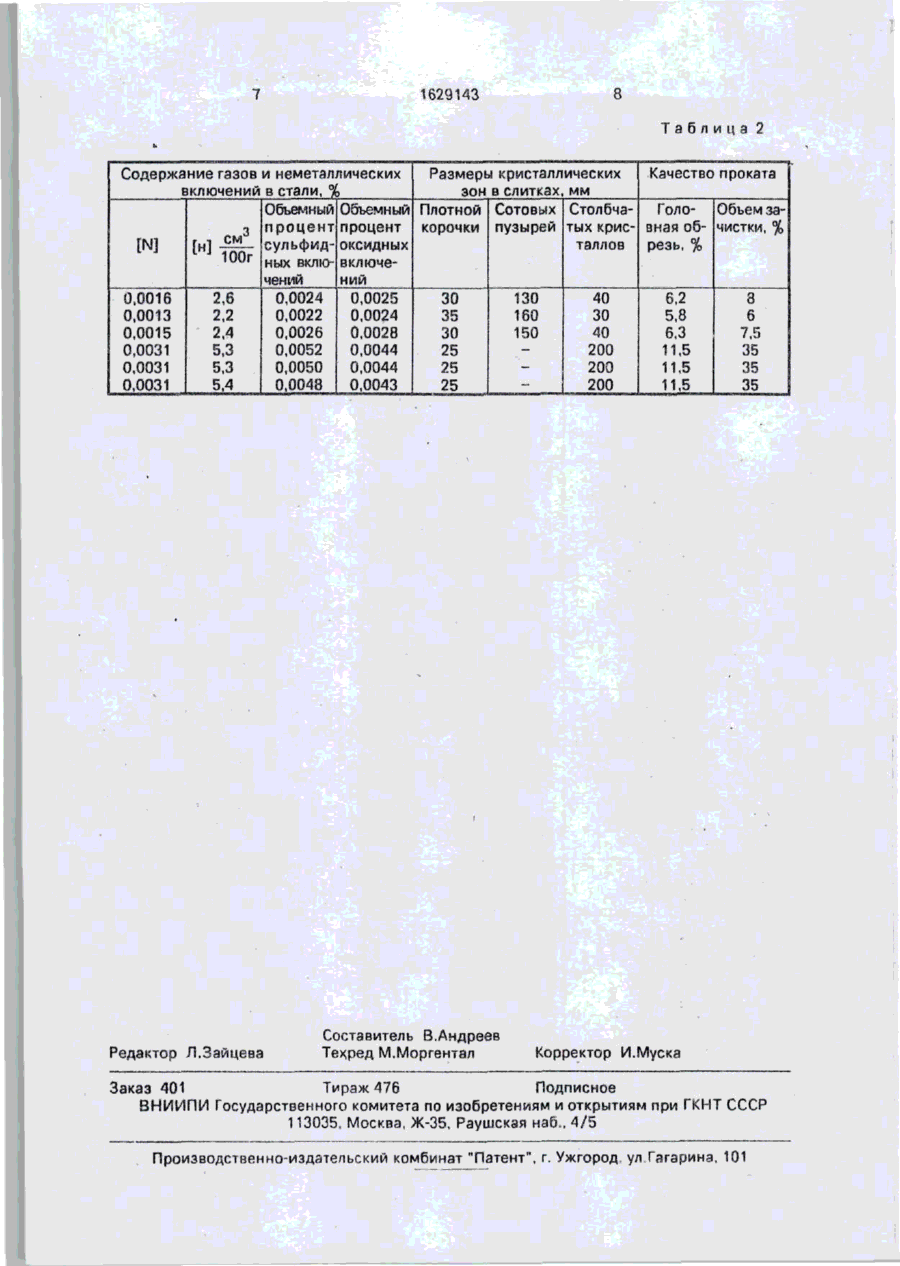
Изобретение относится к черной металлургии, а именно к способам получения слитков и заготовок методом прокатки. Цель изобретения - улучшение макроструктуры слитка и повышение пластичности стали при прокатке. Способ включает разливку жидкой стали в изложницы со скоростью 80 180 кг/с, продувку газами в изложнице с интенсивностью 0,03 - 0,05 м /с с момента начала заполнения до образования на зеркале твердой корочки в головной части слитка и последующую прокатку слитка при отношении единичной деформации к пределу пластичности стали, равном 1,04 1,16. 2 табл. ной транскристаллитной зоны и размеров усадочной раковины, а также получению слитка с большей относительной пористостью за счет образования пузырьков газа между дендритами, которая в свою очередь обеспечивает прокзтку при больших значениях единичных деформаций без возникновения трещин и других дефектов за счет заварки этих пузырьков при прокатке, являющихся компенсаторами напряжений в металле. Снижение скорости разливки стали менее 80 кг/с приводит к увеличению транскристаллитной зоны, увеличению усадочной раковины, и снижению пластичности стали. Верхний предел скорости разливки ограничен существующими техническими возможностями процесса разливки. Снижение интенсивности продувки жидкого металла газом менее 0,03 м /с при 1629143 водит к увеличению транскристаллитной зоны к ухудшению пластических свойств металла. Увеличение интенсивности продувки больше 0,05 м/с приводит к увеличению зоны сотовых пузырей в литом металле, что при низких относительных обжатиях прокатки приводит к образованию несплошностей в готовом металле. Отношение единичной деформации слитков в первом периоде прокатки на блюминге к пределу пластичности металла в пределах 1,04 - 1,16 определяется наилучшими характеристиками качества готового проката, такими как брак металла в I переделе по трещинам и волосовинам и оптимальными параметрами механических свойств готового проката. Увеличение единичной деформации слитков спокойной стали обеспечивается технологическими параметрами разливки, позволяющими снизить чувствительность металла к образованию трещин, и обеспечивает увеличение прочностных характеристик металла благодаря дополнительному наклепу в очаге деформации во время прокатки. Увеличение отношения единичной деформации слитков в первом периоде прокатки на-блюминге к пределу пластичности металла больше 1,16 приводит к увеличению брака металла в I переделе по трещинам и волосовинам. Снижение отношения единичной деформации слитков в первом периоде прокатки на блюминге к пределу пластичности меньше 1,04 нецелесообразно из - за снижения производительности прокатки. П р и м е р . В мартеновской печи выплавляли спокойную сталь 3 сп следующего состава, %: С 0,19, SI 0,21, Мп 0,51, S 0,024 и Р 0,0Ю. Разливку металла сверху в изложницы типа К - 113 производили при 1560°С со скоростью 80 - 180 кг/с. С момента нача 5 10 15 20 25 30 35 40 ла заполнения изложницы и до образования на поверхности твердой корочки в головной части слитка жидкую сталь в изложнице через пористую вставку в днище продували аргоном с интенсивностью 0,03 - 0,05 куб. м/с. После окончания продувки слитки выдерживали в изложницах в течение 2 ч и затем извлекали и помещали в нагревательные колодцы, где подогревали до 1200°С. Затем прокатывали слитки на блюминге без кантовки по единой схеме обжатий толщиной от 780 до 304 - 318 мм (первый период прокатки). Количество единичных деформаций (проходов) до первой кантовки слитков, полученных по известному способу, составляло 8 - 10, а по предлагаемому способу соответственно 7 - 8 . Параметры технологического процесса и результаты по качеству металла приведены в табл. 1 и 2. Как видно из данных таблиц, предлагаемый способ позволяет снизить содержание газов в стали в 2 - 2,5 раза, неметаллических включений в 1,5-2 раза, повысить выход годного на 3 - 7% и производительность прокатки на 3 - 4%. Формула изобретения Способ получения стальных заготовок, включающий разливку жидкой стали в изложницы, продувку снизу газами металла в изложнице, кристаллизацию слитка и последующую прокатку, о т л и ч а ю щ и й с я тем, что, с целью улучшения макроструктуры слитка и повышения пластичности стали при прокатке, разливку ведут со скоростью 80...180 кг/с, продувку газами производите интенсивностью 0,03...0,05 м3/с с момента начала заполнения изложницы до образования на зеркале в головной части слитка твердой корки, а прокатку слитка осуществляют при отношении единичной деформации к пределу пластичности стали, равном 1,04...1,16. . Таблица 1 Параметры по способу Скорость раэттт, кг/с Давление газа, атм Интенсивность продувки куб. м/с Предла гаемый 180 4,5 0,05 130 4.0 0.04 ИзвеСТНЫЙ 60 180 130 80 3.5 0.03 П Пг V VI VII 0.0995 0.299 0.0846 0.285 0.097 0.318 0,0919 0.317 0.1055 0,364 0,0805 0.307 0,116 0.404 0,0856 о.ззо 0.129 0.456 0.935 0.362 0.1022 0.412 0,080 0,280 0.077 0.271 0,077 0,271 0.077 0,271 0.087 0.304 0.0835 0,295 0.0835 0.295 0,0835 0.295 0,077 0.300 0.091 0.323 0.073 0286 0,073 0.286 0.0816 0.321 0,10 0.357 0.0735 0.309 0.0785 0 v 309 0.0885 0.352 0,111 0.399 0.085 0.337 0.085 0,337 0,097 0.385 0.125 452 0,093 0,370 0,093 0.370 0,106 0.424 III 0.119 0.314 0.1128 0.306 0,083 0,276 0.078 0.252 0,1065 0.297 0.1025 0.296 0.1025 0.296 0.1065 0.297 0.074 0.257 0.071 0,251 0,071 0.251 0.071 0.251 V(l! IX 0.102 0,409 0.102 0.409 X 0.19 0,475 0.1145 0.459 0.1595 0.459 1.16 324 0.1121 0.432 II Отноше* ние единичной деФсрмациикпрэд в л у пластичности 1.10 318 1,04 310 IV 1 Конечная толщина раската. мм 304 Степень деформации £ - - а - / — в проходе 1.0 310 1.0 310 1.0 СП ю t629143 8 Таблица 2 Размеры кристаллических Качество проката Содержание газов и неметаллических включений в стали, % зон в слитках мм Объемный Объемный Плотной Сотовых СтолбчаГоло- Обьем зап р о ц е н т процент корочки пузырей тых крис- вная об- чистки, % /...3 [N] сульфид- оксидных таллов резь, % Гм1 С м I J mn.TUUr ных вклю- включечений ний 0,0024 40 6,2 0,0016 2,6 0,0025 130 8 30 0,0022 2,2 0.0024 160 30 5,8 6 0,0013 35 2,4 0,0026 40 6,3 0,0028 30 150 7,5 0.0015 5,3 0,0052 0,0044 0,0031 25 200 11.5 35 0,0050 0,0044 0,0031 5,3 200 11,5 35 25 5.4 0,0031 0,0048 0,0043 200 11,5 25 35 Редактор Л.Зайцева Составитель В.Андреев Техред М.Моргентал Корректор И.Муска Заказ 401 Тираж 476 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушскзя наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород ул Гагарина, 101
ДивитисяДодаткова інформація
Автори англійськоюFrolov Volodymyr Mykolaiovych, Frolov Artur Volodymyrovych
Автори російськоюФролов Владимир Николаевич, Фролов Артур Владимирович
МПК / Мітки
МПК: B22D 7/00
Мітки: стальних, одержання, заготовок, спосіб
Код посилання
<a href="https://ua.patents.su/4-932-sposib-oderzhannya-stalnikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання стальних заготовок</a>
Спосіб розливу сталі

Номер патенту: 130
Опубліковано: 30.04.1993
Автори: Трілевська Людмила Микитівна, Фролов Володимир Миколайович, Воронов Юрій Федосович, Грєбєнюков Анатолій Васильович, Сарамутін Валерій Іванович, Ігнатьєв Вадим Петрович, Явойський Володимир Іванович
МПК: B22D 7/00
Формула / Реферат:
Формула изобретенияСпособ разливки стали, включающий заполнение изложницы металлом сверху и регулирование скорости разливки с учетом содержания кремния в стали, отличающийся тем, что, с целью обеспечения высокого качества слитка за счет повышения скорости разливки полуспокойной стали до максимально допустимой для данного химического состава стали, скорость разливки регулируют в зависимости от величины произведения – процентное...
Спосіб лиття армованих заготовок
Номер патенту: 744
Опубліковано: 15.12.1993
Автори: Костенко Георгій Дмитрович, Кельвіч Володимир Тихонович, Єфімов Віктор Олексійович
МПК: B22D 19/02
Мітки: армованих, заготовок, лиття, спосіб
Формула / Реферат:
Формула изобретенияСпособ литья армированных заготовок, включающий размещение в форме армирующих труб, заливку металла и продувку труб сжатым газом, отличающийся тем, что, с целью снижения вероятности прожога труб, дефектов усадочного происхождения и уменьшения термических напряжений, за счет выравнивания градиента температур по длине труб, продувку последних осуществляют попеременно с различных их концов.
Мастило для стальних канатів

Номер патенту: 328
Опубліковано: 30.04.1993
Автори: Хвалеба Надія Наумівна, Бережинський Володимир Ізраілович, Коровайний Сергій Федорович, Шемеляк Ігор Євстахович, Калічевська Катерина Андрієвна, Вайншенкер Світлана Ізраіловна, Чарнош Ярослав Михайлович, Ганіна Лідія Кирилівна
МПК: C10M 159/04, C10M 163/00, C10M 129/40, C10N 40/32, C10M 159/06, C10N 30/06
Мітки: канатів, мастило, стальних
Формула / Реферат:
Формула изобретенияСмазка для стальных канатов, содержащая нефтяное масло, экстракт селективной очистки нефтяных масел, нефтяной церезин и буроугольный воск, отличающаяся тем, что, с целью повышения смазочных свойств смазка дополнительно содержит озокерит и синтетические жирные кислоты фракции С25-С30 при следующем соотношении компонентов, мас.%: нефтяной церезин 12-25; экстракт селективной очистки нефтяных масел 12-25; буроугольный...
Спосіб для отримання заготовок мінераловатних плит
Номер патенту: 335
Опубліковано: 30.04.1993
Автори: Гелев Георгій Наумович, Бурлика Анатолій Пилипович, Фрідман Роман Аркадійович, Ларіонов Михайло Тихонович
МПК: B28B 1/52
Мітки: заготовок, спосіб, мінераловатних, отримання, плит
Формула / Реферат:
Способ получения заготовок минераловатных плит путем укладки на стол, прижима к столу и горизонтальной и вертикальной резки в процессе их горизонтального перемещения, отличающийся тем, что, с целью повышения качества заготовок и производительности процесса, плиты укладывают послойно с нанесением клея на контактирующие поверхности прижатие осуществляют с удельным давлением 0,3-0,4 кгс/см2, горизонтальное перемещение производят со...
Спосіб виробництва сталі в подовій печі
Номер патенту: 293
Опубліковано: 30.04.1993
Автори: Дворядкін Борис Олександрович, Бондаренко Микола Андрійович, Кущенко Олександр Іванович, Гребенюков Анатолій Васильович, Бросєв Олександр Олександрович
МПК: C21C 5/04
Мітки: печі, подовий, спосіб, виробництва, сталі
Формула / Реферат:
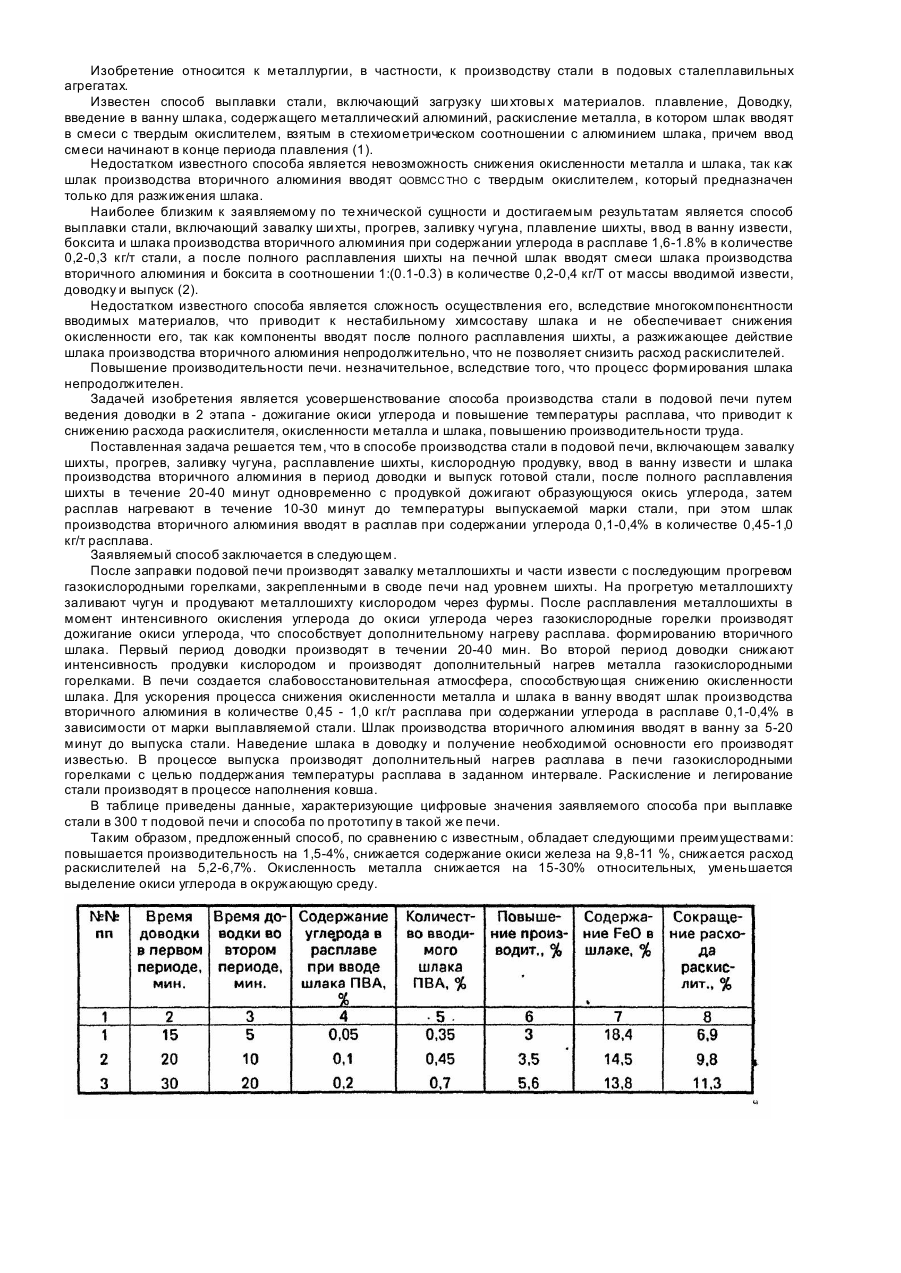
Способ производства стали в подовой печи, включающий завалку шихты, прогрев, заливку чугуна, расплавление шихты, кислородную продувку, ввод в ванну извести и шлака производства вторичного алюминия в период доводки и выпуск готовой стали, отличающийся тем. что после полного расплавления шихты в течение 20-40 мин, одновременно с продувкой дожигают образующуюся окись углерода, затем расплав нагревают в течении 10-30 минут до температуры...
Попередній патент: Вакцина проти хвороби тешена свиней
Наступний патент: Виливниця для зливка
Випадковий патент: Гемостатично активний препарат, що містить фактор фон віллібранда, і спосіб його одержання