Випрямляч для дугового зварювання та наплавлення під флюсом
Номер патенту: 30840
Опубліковано: 11.03.2008
Автори: Галь Анатолій Феодосійович, Ярос Юрій Олександрович, Ярос Олександр Онисимович, Драган Станіслав Володимирович
Формула / Реферат
Випрямляч для дугового зварювання і наплавлення під флюсом, що містить силовий трансформатор зі співвісним розташуванням первинної і вторинної обмоток, головний керований випрямний міст, виконаний за подвійною трифазною схемою випрямлення на тиристорах зі зрівняльним реактором, який відрізняється тим, що він оснащений додатковими силовими обмотками, розташованими співвісно первинній обмотці силового трансформатора, і додатковим напівкерованим випрямним мостом на тиристорах і діодах, зібраним за трифазною мостовою схемою і підключеним паралельно головному керованому випрямному мосту і блоку синхронного керування головним і додатковим випрямними мостами.
Текст
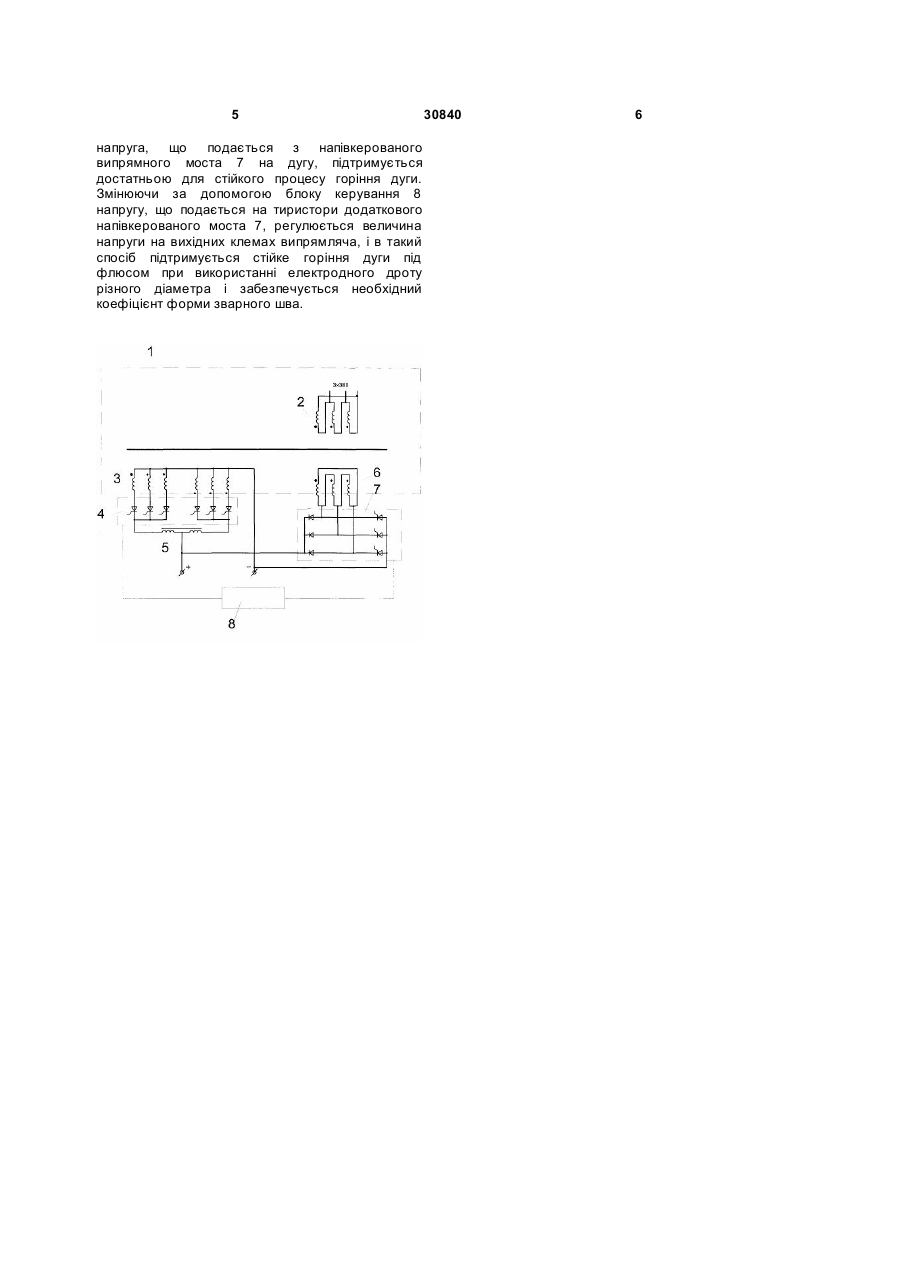
Випрямляч для дугового зварювання і наплавлення під флюсом, що містить силовий 3 додатковим напівкерованим випрямним мостом на тиристорах і діодах, зібраним за трифазною мостовою схемою і підключеним паралельно головному керованому випрямному мосту і блоку синхронного керування головним і додатковим випрямними мостами. Фізика процесу полягає в керованій зміні густини струму при збільшенні або зменшенні зазору між оброблюваною поверхнею й електродом. Таким чином, не допускаються обрив зварювальної дуги при збільшенні зазору і пропалювання оброблюваної деталі при його зменшенні. Ефективність істотних ознак заявленої корисної моделі досягається тим, що в результаті застосування додаткових силових обмоток, розташованих співвісно первинній обмотці силового трансформатора, і додаткового напівкерованого випрямного моста на тиристорах і діодах, зібраного за трифазною мостовою схемою і підключеного паралельно основному керованому випрямному мосту і блоку синхронного керування головним і додатковим мостами, досягається поліпшення технологічних можливостей і підвищується продуктивність дугового зварювання і наплавлення під флюсом, що забезпечується можливістю зварювання і наплавлення при малих густинах електричного струму (доказом є те, що зварювання і наплавлення здійснюються при оптимальних для них розмірах зазору між поверхнею оброблюваної деталі й електродом). За рахунок цього відбувається поліпшення формування зварного шва і з'являється можливість регулювання коефіцієнту форми зварного шва. На малюнку наведена принципова електрична схема випрямляча. Випрямляч для дугового зварювання і наплавлення під флюсом містить силовий трансформатор 1 зі співвісним розташуванням первинної 2 і вторинної 3 обмоток, головний керований випрямний міст 4, виконаний за подвійною трифазною схемою випрямляння на тиристорах зі зрівняльним реактором 5 і оснащений додатковими силовими обмотками 6, розташованими співвісно первинній обмотці 2 силового трансформатора 1, і додатковим напівкерованим випрямним мостом 7 на тиристорах і діодах, зібраним за трифазною мостовою схемою і підключеним паралельно головному керованому випрямному мосту 4 і блоку синхронного керування 8 основним і додатковим випрямними мостами 4 і 7. Додаткові силові обмотки 6, розташовані співвісно первинній обмотці 2 силового трансформатора 1, служать для того, щоб на них подавалася напруга від первинних обмоток 2 силового трансформатора 1. Додатковий напівкерований випрямний міст 7 на тиристорах і діодах, зібраний за трифазною мостовою схемою і підключений паралельно головному керованому випрямному мосту, служить для подачі напруги одночасно на вихідні клеми випрямляча для запобігання обриву зварювальної дуги в момент її подовження. Блок синхронного керування 8 головного і додаткового мостів служить для подачі напруги керування 30840 4 одночасно на тиристори головного керованого випрямного моста 4 і додаткового напівкерованого випрямного моста 7. При цьому блок синхронного керування 8 змінює напругу, що подається на тиристори додаткового напівкерованого моста 7. У такий спосіб можна регулювати величину напруги, що подається на вихідні клеми випрямляча, і підтримувати стійке горіння зварювальної дуги під флюсом при використанні електродного дроту різного діаметра, а також при технічних збуреннях (нерівностях поверхні виробу або при прослизанні електродного дроту між подавальними роликами і т.п.). Ефект, що досягається, полягає в поліпшенні технологічних можливостей і підвищенні продуктивності дугового зварювання під флюсом за рахунок можливості зварювання і наплавлення при малих густинах струму, що веде до поліпшення формування шва і можливості регулювання коефіцієнту форми шва. Робота випрямляча для дугового зварювання і наплавлення під флюсом відбувається в такий спосіб. Перед початком зварювання розрядний проміжок розімкнений, на первинні обмотки 2 силового трансформатора 1 подається трифазна напруга живлячої мережі. Від вторинних обмоток 3 силового трансформатора 1 напруга подається на головний керований випрямний міст. 4, виконаний за подвійною трифазною схемою випрямлення на тиристорах зі зрівняльним реактором 5 і додаткові силові обмотки 6, розташовані співвісно первинній обмотці 2 силового трансформатора 1. Напруга на вихідних клемах випрямляча буде дорівнювати максимальній напрузі (напрузі холостого ходу) головного керованого випрямного моста 4. Зрівняльний реактор 5 вирівнює фазні напруги, що подаються на тиристори випрямного моста 4. При подачі електродного дроту в зону зварювання відбувається збудження зварювальної дуги внаслідок короткого замикання розрядного проміжку. При цьому в момент короткого замикання електрода з виробом напруга на клемах випрямляча буде дорівнювати напрузі короткого замикання. У цей момент головний керований випрямний міст 4 замкнений. У момент перегоряння електрода запалюється зварювальна дуга і починається процес зварювання. При підвищенні напруги на дузі внаслідок збільшення довжини дуги через технологічні збурення (нерівності поверхні виробу або прослизання електродного дроту між подавальними роликами і т.п.) зменшується зварювальний струм і можливий обрив дуги. При цьому напруга, що знімається з додаткового напівкерованого випрямного моста 7 на тиристорах і діодах, зібраного за трифазною мостовою схемою, одночасно подається на вихідні клеми випрямляча й обриву зварювальної дуги не відбувається у процесі подовження зварювальної дуги. Блок керування 8 подає напругу керування одночасно на тиристори головного керованого випрямного моста 4 і додаткового напівкерованого випрямного моста 7. При зниженні напруги на дузі внаслідок зменшення довжини дуги знижується напруга на тиристорах головного керованого випрямного моста 4. При цьому одночасно 5 напруга, що подається з напівкерованого випрямного моста 7 на дугу, підтримується достатньою для стійкого процесу горіння дуги. Змінюючи за допомогою блоку керування 8 напругу, що подається на тиристори додаткового напівкерованого моста 7, регулюється величина напруги на вихідних клемах випрямляча, і в такий спосіб підтримується стійке горіння дуги під флюсом при використанні електродного дроту різного діаметра і забезпечується необхідний коефіцієнт форми зварного шва. 30840 6
ДивитисяДодаткова інформація
Назва патенту англійськоюRectifier for arc welding and hidden arc hard-facing
Автори англійськоюDrahan Stanislav Volodymyrovych, Yaros Yurii Oleksandrovych, Yaros Oleksandr Onysymovych, Hal Anatolii Feodosiiovych
Назва патенту російськоюВыпрямитель для дуговой сварки и наплавки под флюсом
Автори російськоюДраган Станислав Владимирович, Ярос Юрий Александрович, Ярос Александр Анисимович, Галь Анатолий Феодосьевич
МПК / Мітки
МПК: B23K 9/18
Мітки: наплавлення, зварювання, випрямляч, флюсом, дугового
Код посилання
<a href="https://ua.patents.su/3-30840-vipryamlyach-dlya-dugovogo-zvaryuvannya-ta-naplavlennya-pid-flyusom.html" target="_blank" rel="follow" title="База патентів України">Випрямляч для дугового зварювання та наплавлення під флюсом</a>
Випрямляч для дугового зварювання
Номер патенту: 68608
Опубліковано: 16.08.2004
Автори: Тодоров Василь Георгійович, Салюта Віктор Григорович, Марченко Михайло Леонтійович
МПК: B23K 9/00
Мітки: зварювання, випрямляч, дугового
Формула / Реферат:
Випрямляч для дугового зварювання, що містить знижувальний трансформатор, вторинна обмотка якого складається із основних та додаткових секцій, основні і додаткові вентильні блоки і індуктивний опір, який відрізняється тим, що початок основної секції і кінець додаткової секції трансформатора через двообмотковий дросель і додатковий вентильний блок з'єднані з виходом випрямляча, а основна секція вторинної обмотки трансформатора з'єднана через...
Спосіб дугового наплавлення постійним струмом плавким електродом під флюсом
Номер патенту: 80201
Опубліковано: 27.08.2007
Автори: Делі Олександр Анатолійович, Міронова Марина Володимирівна, Размишляєв Олександр Денисович
МПК: B23K 9/08
Мітки: флюсом, дугового, струмом, наплавлення, плавким, спосіб, електродом, постійним
Формула / Реферат:
Спосіб дугового наплавлення постійним струмом плавким електродом під флюсом, що включає дію на зварювальну дугу постійного подовжнього магнітного поля, який відрізняється тим, що впливають полем, подовжня компонента індукції якого за межами активної плями дуги на поверхні виробу складає 15-20 мТл.
Універсальний двоканальний тиристорно-інверторний випрямляч для імпульсно-дугового зварювання
Номер патенту: 23159
Опубліковано: 10.05.2007
Автор: Ситнік Валерій Васильович
МПК: B23K 9/00
Мітки: зварювання, двоканальний, універсальний, тиристорно-інверторний, випрямляч, імпульсно-дугового
Формула / Реферат:
1. Універсальний двоканальний тиристорно-інверторний випрямляч для імпульсно-дугового зварювання, що включає силовий трансформатор, керований тиристорний випрямляч, датчики робочих режимів, блок керування з двома каналами керування - імпульсним і базовим, блок зворотних зв'язків, блок виміру й індикації, при цьому вхід силового трансформатора підключений до мережі змінного струму, а вихід - до керованого тиристорного випрямляча, вихід якого...
Багатофункціональний інверторний випрямляч для дугового зварювання
Номер патенту: 23127
Опубліковано: 10.05.2007
Автор: Ситнік Валерій Васильович
МПК: B23K 9/095, B23K 9/12, B23K 9/10
Мітки: зварювання, багатофункціональний, випрямляч, дугового, інверторний
Формула / Реферат:
1. Багатофункціональний інверторний випрямляч для дугового зварювання, що містить силовий модуль-інвертор, блок керування, блок зворотних зв'язків і блок захисту, при цьому вихід силового модуля-інвертора з'єднаний через блок зворотних зв'язків і блок керування з входом блока захисту, вихід якого з'єднаний із входом силового модуля-інвертора, який відрізняється тим, що додатково містить блок стабілізації струму і блок виміру параметрів,...
Пристрій для наплавлення під флюсом плавким електродом постійним струмом
Номер патенту: 20393
Опубліковано: 15.01.2007
Автори: Міронова Марина Володимирівна, Делі Олександр Анатолійович, Розмишляєв Олександр Денисович
Мітки: струмом, пристрій, флюсом, плавким, електродом, постійним, наплавлення
Формула / Реферат:
Пристрій для наплавлення під флюсом плавким електродом постійним струмом, що містить електромагніт, виконаний із струмопровідної трубки та обмотки, і мундштук, який відрізняється тим, що на струмопровідній трубці додатково встановлена струмопровідна планка, яка з'єднана з обмоткою.
Попередній патент: Нафтоуглехімічний флотореагент
Наступний патент: Спосіб електродугового наплавлення під флюсом
Випадковий патент: Спосіб лікування остеопорозу і остеоартрозу