Спосіб електродугового наплавлення під флюсом
Номер патенту: 30841
Опубліковано: 11.03.2008
Автори: Галь Анатолій Феодосійович, Ярос Олександр Онисимович, Ярос Юрій Олександрович, Драган Станіслав Володимирович
Формула / Реферат
Спосіб електродугового наплавлення під флюсом плавким електродом, при якому електроживлення зварювальної дуги здійснюють в діапазоні робочих режимів зварювання від джерела електричного струму на крутоспадній ділянці зовнішньої вольт-амперної характеристики, який відрізняється тим, що при зниженні напруги на 20 % у робочій точці зовнішньої вольт-амперної характеристики електричне живлення зварювальної дуги здійснюють на жорсткій ділянці характеристики.
Текст
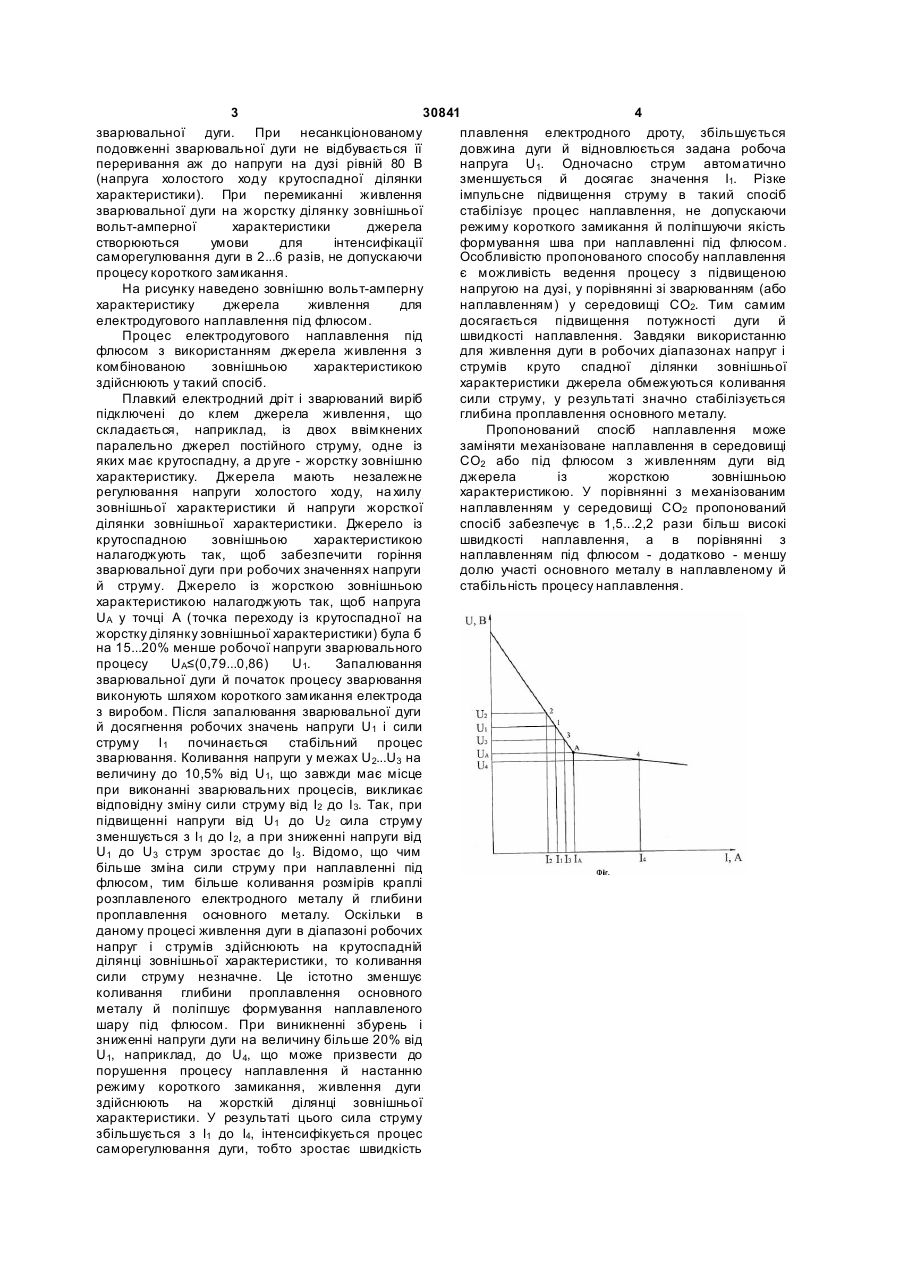
Спосіб електродугового наплавлення під флюсом плавким електродом, при якому електроживлення зварювальної дуги здійснюють в діапазоні робочих режимів зварювання від джерела електричного струму на крутоспадній ділянці зовнішньої вольт-амперної характеристики, який відрізняється тим, що при зниженні напруги на 20 % у робочій точці зовнішньої вольт-амперної характеристики електричне живлення зварювальної дуги здійснюють на жорсткій ділянці характеристики. (19) (21) u200713531 (22) 03.12.2007 (24) 11.03.2008 (72) ДРАГАН СТАНІСЛАВ ВОЛОДИ МИРОВИЧ, UA, ЯРОС ЮРІЙ ОЛЕКСАНДРОВИЧ, UA, ЯРОС ОЛЕКСАНДР ОНИСИМОВИЧ, U A, Г АЛЬ АН АТОЛІЙ ФЕОДОСІЙОВИЧ, UA (73) НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ КОРАБЛЕБУДУВАННЯ ІМЕНІ АДМІРАЛА МАКАРОВА, U A, Н АУКОВО-ВИРОБНИЧА ФІРМА "АМІТІ", U A (56) 3 30841 4 зварювальної дуги. При несанкціонованому плавлення електродного дроту, збільшується подовженні зварювальної дуги не відбувається її довжина дуги й відновлюється задана робоча переривання аж до напруги на дузі рівній 80 В напруга U1. Одночасно струм автоматично (напруга холостого ходу крутоспадної ділянки зменшується й досягає значення І1. Різке характеристики). При перемиканні живлення імпульсне підвищення струму в такий спосіб зварювальної дуги на жорстку ділянку зовнішньої стабілізує процес наплавлення, не допускаючи вольт-амперної характеристики джерела режиму короткого замикання й поліпшуючи якість створюються умови для інтенсифікації формування шва при наплавленні під флюсом. саморегулювання дуги в 2...6 разів, не допускаючи Особливістю пропонованого способу наплавлення процесу короткого замикання. є можливість ведення процесу з підвищеною На рисунку наведено зовнішню вольт-амперну напругою на дузі, у порівнянні зі зварюванням (або характеристику джерела живлення для наплавленням) у середовищі СО2. Тим самим електродугового наплавлення під флюсом. досягається підвищення потужності дуги й Процес електродугового наплавлення під швидкості наплавлення. Завдяки використанню флюсом з використанням джерела живлення з для живлення дуги в робочих діапазонах напруг і комбінованою зовнішньою характеристикою струмів круто спадної ділянки зовнішньої здійснюють у такий спосіб. характеристики джерела обмежуються коливання Плавкий електродний дріт і зварюваний виріб сили струму, у результаті значно стабілізується підключені до клем джерела живлення, що глибина проплавлення основного металу. складається, наприклад, із двох ввімкнених Пропонований спосіб наплавлення може паралельно джерел постійного струму, одне із заміняти механізоване наплавлення в середовищі яких має крутоспадну, а др уге - жорстку зовнішню СО2 або під флюсом з живленням дуги від характеристику. Джерела мають незалежне джерела із жорсткою зовнішньою регулювання напруги холостого ходу, на хилу характеристикою. У порівнянні з механізованим зовнішньої характеристики й напруги жорсткої наплавленням у середовищі СО2 пропонований ділянки зовнішньої характеристики. Джерело із спосіб забезпечує в 1,5...2,2 рази більш високі крутоспадною зовнішньою характеристикою швидкості наплавлення, а в порівнянні з налагоджують так, щоб забезпечити горіння наплавленням під флюсом - додатково - меншу зварювальної дуги при робочих значеннях напруги долю участі основного металу в наплавленому й й струму. Джерело із жорсткою зовнішньою стабільність процесу наплавлення. характеристикою налагоджують так, щоб напруга UА у точці А (точка переходу із крутоспадної на жорстку ділянку зовнішньої характеристики) була б на 15...20% менше робочої напруги зварювального процесу UА≤(0,79...0,86) U1. Запалювання зварювальної дуги й початок процесу зварювання виконують шляхом короткого замикання електрода з виробом. Після запалювання зварювальної дуги й досягнення робочих значень напруги U1 і сили струму І 1 починається стабільний процес зварювання. Коливання напруги у межах U2...U3 на величину до 10,5% від U1, що завжди має місце при виконанні зварювальних процесів, викликає відповідну зміну сили струму від І2 до І 3. Так, при підвищенні напруги від U1 до U2 сила струму зменшується з І1 до I 2, а при зниженні напруги від U1 до U3 струм зростає до І3 . Відомо, що чим більше зміна сили струму при наплавленні під флюсом, тим більше коливання розмірів краплі розплавленого електродного металу й глибини проплавлення основного металу. Оскільки в даному процесі живлення дуги в діапазоні робочих напруг і струмів здійснюють на крутоспадній ділянці зовнішньої характеристики, то коливання сили струму незначне. Це істотно зменшує коливання глибини проплавлення основного металу й поліпшує формування наплавленого шару під флюсом. При виникненні збурень і зниженні напруги дуги на величину більше 20% від U1, наприклад, до U4, що може призвести до порушення процесу наплавлення й настанню режиму короткого замикання, живлення дуги здійснюють на жорсткій ділянці зовнішньої характеристики. У результаті цього сила струму збільшується з І1 до І4, інтенсифікується процес саморегулювання дуги, тобто зростає швидкість
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hidden electric arc hard-facing
Автори англійськоюDrahan Stanislav Volodymyrovych, Yaros Yurii Oleksandrovych, Yaros Oleksandr Onysymovych, Hal Anatolii Feodosiiovych
Назва патенту російськоюСпособ электродуговой наплавки под флюсом
Автори російськоюДраган Станислав Владимирович, Ярос Юрий Александрович, Ярос Александр Анисимович, Галь Анатолий Феодосьевич
МПК / Мітки
МПК: B23K 9/18
Мітки: спосіб, електродугового, флюсом, наплавлення
Код посилання
<a href="https://ua.patents.su/2-30841-sposib-elektrodugovogo-naplavlennya-pid-flyusom.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового наплавлення під флюсом</a>
Пристрій для наплавлення під флюсом плавким електродом постійним струмом
Номер патенту: 20393
Опубліковано: 15.01.2007
Автори: Делі Олександр Анатолійович, Розмишляєв Олександр Денисович, Міронова Марина Володимирівна
Мітки: електродом, флюсом, постійним, плавким, наплавлення, струмом, пристрій
Формула / Реферат:
Пристрій для наплавлення під флюсом плавким електродом постійним струмом, що містить електромагніт, виконаний із струмопровідної трубки та обмотки, і мундштук, який відрізняється тим, що на струмопровідній трубці додатково встановлена струмопровідна планка, яка з'єднана з обмоткою.
Випрямляч для дугового зварювання та наплавлення під флюсом
Номер патенту: 30840
Опубліковано: 11.03.2008
Автори: Драган Станіслав Володимирович, Галь Анатолій Феодосійович, Ярос Юрій Олександрович, Ярос Олександр Онисимович
МПК: B23K 9/18
Мітки: наплавлення, зварювання, випрямляч, флюсом, дугового
Формула / Реферат:
Випрямляч для дугового зварювання і наплавлення під флюсом, що містить силовий трансформатор зі співвісним розташуванням первинної і вторинної обмоток, головний керований випрямний міст, виконаний за подвійною трифазною схемою випрямлення на тиристорах зі зрівняльним реактором, який відрізняється тим, що він оснащений додатковими силовими обмотками, розташованими співвісно первинній обмотці силового трансформатора, і додатковим напівкерованим...
Спосіб дугового наплавлення постійним струмом плавким електродом під флюсом
Номер патенту: 80201
Опубліковано: 27.08.2007
Автори: Размишляєв Олександр Денисович, Міронова Марина Володимирівна, Делі Олександр Анатолійович
МПК: B23K 9/08
Мітки: плавким, електродом, струмом, дугового, флюсом, спосіб, наплавлення, постійним
Формула / Реферат:
Спосіб дугового наплавлення постійним струмом плавким електродом під флюсом, що включає дію на зварювальну дугу постійного подовжнього магнітного поля, який відрізняється тим, що впливають полем, подовжня компонента індукції якого за межами активної плями дуги на поверхні виробу складає 15-20 мТл.
Спосіб електродугового наплавлення чавуну
Номер патенту: 18206
Опубліковано: 15.11.2006
Автори: Щетинін Сергій Вікторович, Щетиніна Віра Іванівна
МПК: B23K 9/18
Мітки: наплавлення, спосіб, електродугового, чавуну
Формула / Реферат:
Спосіб електродугового наплавлення чавуну з попереднім і співпадаючим підігріванням і термічною обробкою після наплавлення, який відрізняється тим, що наплавлення здійснюють зі швидкістю, величину якої встановлюють у залежності від режиму, відповідно до виразу:V=(4,6-5,0)·10-3IU м/г,де I - величина зварювального струму, А;U - величина напруги на дузі, В.
Спосіб електродугового наплавлення
Номер патенту: 75256
Опубліковано: 15.03.2006
Автори: Халізев Александр Алексеевич, Кирильченко Петро Миколайович, Климанчук Владислав Владиславович, Голі-Оглу Володимир Семенович, Бойко Володимир Семенович, Фентісов Ігор Миколайович, Шебаніц Едуард Миколайович, Воробьов Андрій Олексійович, Щетинін Сергій Вікторович, Щетиніна Віра Іванівна
МПК: B23K 9/04
Мітки: електродугового, наплавлення, спосіб
Формула / Реферат:
Спосіб електродугового наплавлення двома автоматами, при якому струмопідвід здійснюють на кінцях деталі і струм тече до кінців в протилежних напрямках, який відрізняється тим, що струмопідвід додатково здійснюють до середини деталі, а величину струму, який тече до середини, встановлюють залежно від величини струму, який тече до кінців, відповідно до виразу:І = (1,3-1,6)І1, А,де І - величина струму, який тече до середини деталі,...
Попередній патент: Випрямляч для дугового зварювання та наплавлення під флюсом
Наступний патент: Спосіб лікування дегенеративно-дистрофічних захворювань хребта
Випадковий патент: Захоплювач промислового робота