Спосіб дугового наплавлення постійним струмом плавким електродом під флюсом
Номер патенту: 80201
Опубліковано: 27.08.2007
Автори: Міронова Марина Володимирівна, Размишляєв Олександр Денисович, Делі Олександр Анатолійович
Формула / Реферат
Спосіб дугового наплавлення постійним струмом плавким електродом під флюсом, що включає дію на зварювальну дугу постійного подовжнього магнітного поля, який відрізняється тим, що впливають полем, подовжня компонента індукції якого за межами активної плями дуги на поверхні виробу складає 15-20 мТл.
Текст
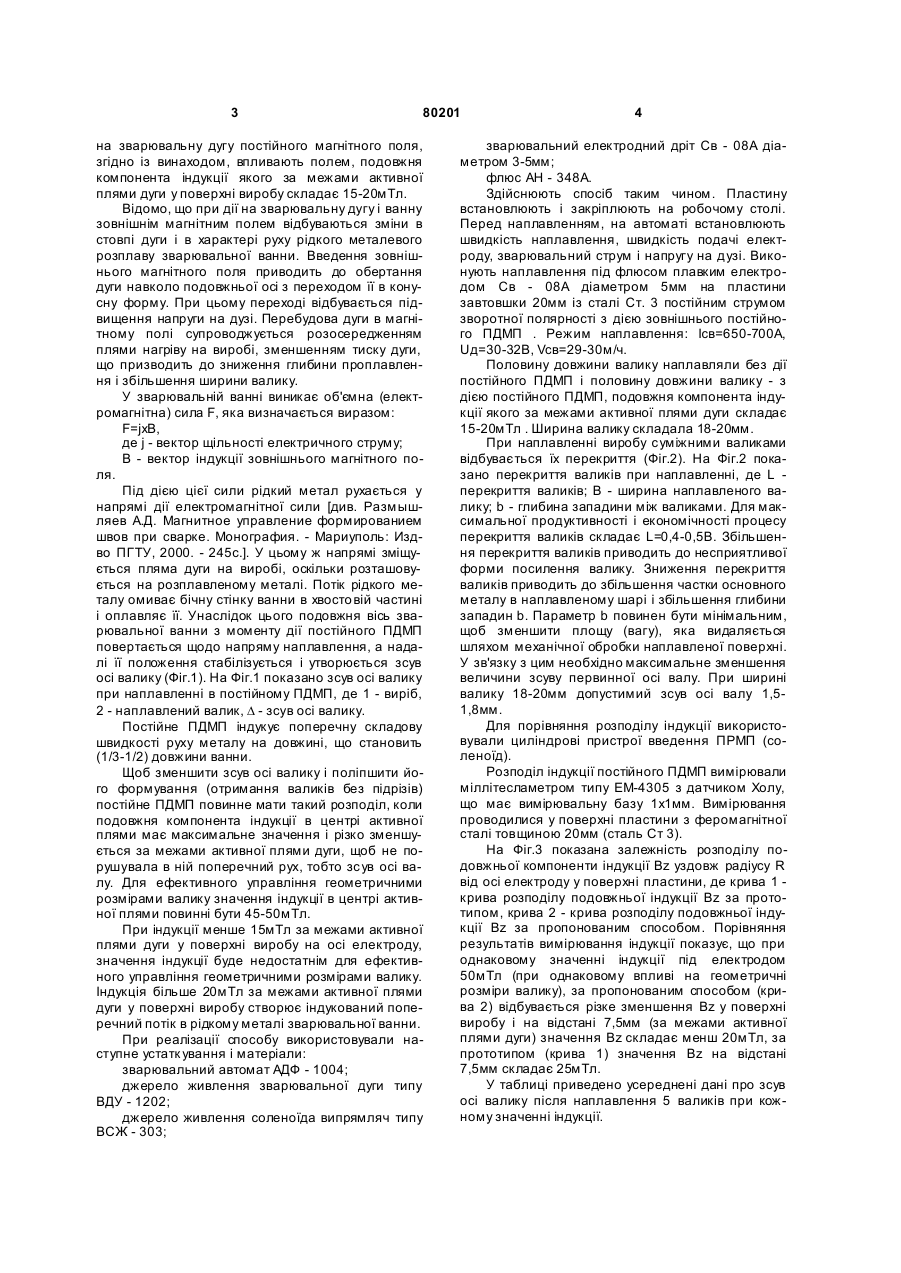
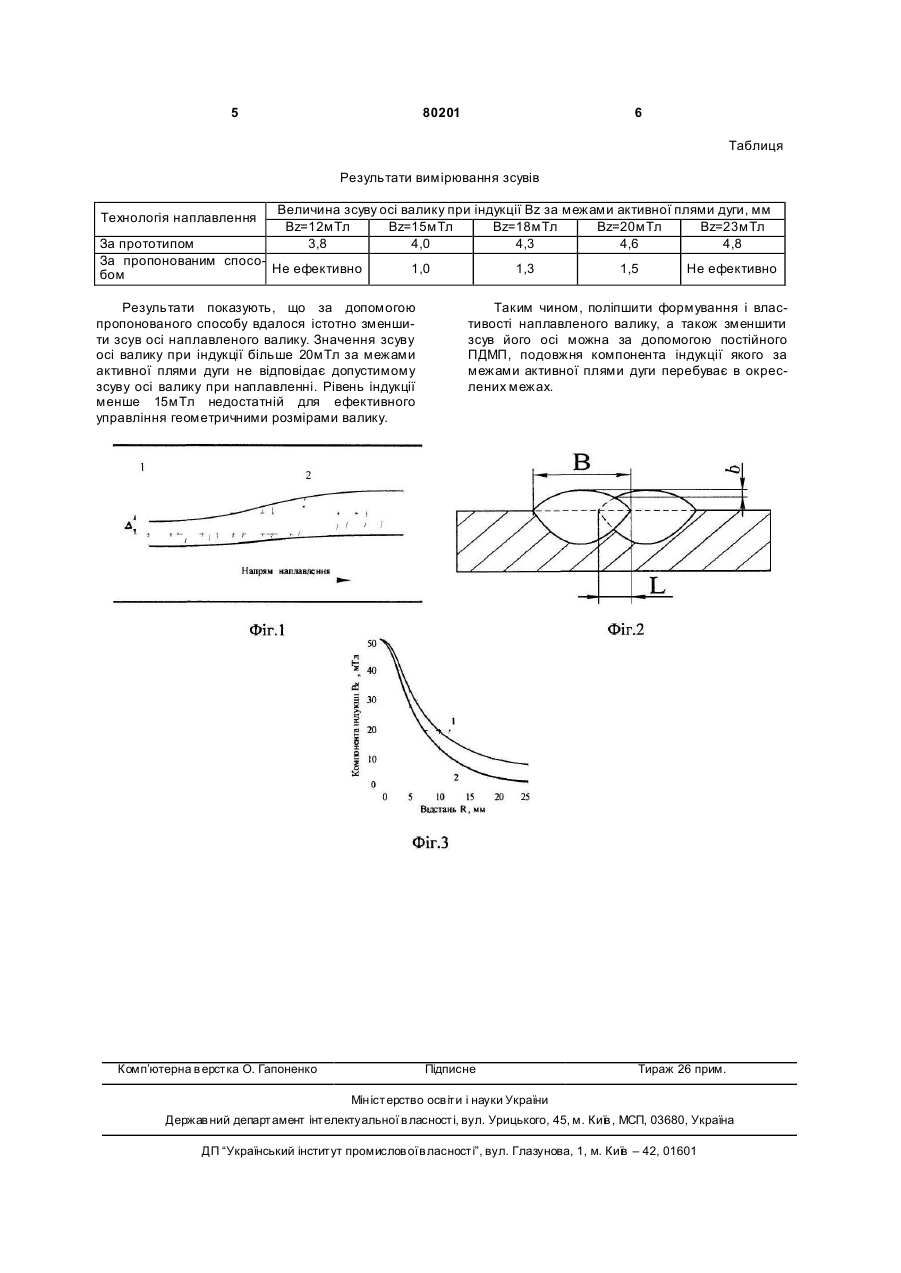
Спосіб дугового наплавлення постійним струмом плавким електродом під флюсом, що включає дію на зварювальну дугу постійного подовжнього магнітного поля, який відрізняється тим, що впливають полем, подовжня компонента індукції якого за межами активної плями дуги на поверхні виробу складає 15-20 мТл. (19) (21) a200511558 (22) 05.12.2005 (24) 27.08.2007 (46) 27.08.2007, Бюл. № 13, 2007 р. (72) Размишляєв Олександр Денисович, Міронова Марина Володимирівна, Делі Олександр Анатолійович (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ (56) SU 541610, 05.01.1977 JP 61033777, 17.02.1986 JP 2000218366, 08.08.2000 Размышляев А.Д. Управление геометрическими размерами шва при дуговой сварке и наплавке 3 80201 на зварювальну дугу постійного магнітного поля, згідно із винаходом, впливають полем, подовжня компонента індукції якого за межами активної плями дуги у поверхні виробу складає 15-20мТл. Відомо, що при дії на зварювальну дугу і ванну зовнішнім магнітним полем відбуваються зміни в стовпі дуги і в характері руху рідкого металевого розплаву зварювальної ванни. Введення зовнішнього магнітного поля приводить до обертання дуги навколо подовжньої осі з переходом її в конусну форму. При цьому переході відбувається підвищення напруги на дузі. Перебудова дуги в магнітному полі супроводжується розосередженням плями нагріву на виробі, зменшенням тиску дуги, що призводить до зниження глибини проплавлення і збільшення ширини валику. У зварювальній ванні виникає об'ємна (електромагнітна) сила F, яка визначається виразом: F=jхВ, де j - вектор щільності електричного струму; В - вектор індукції зовнішнього магнітного поля. Під дією цієї сили рідкий метал рухається у напрямі дії електромагнітної сили [див. Размышляев А.Д. Магнитное управление формированием швов при сварке. Монография. - Мариуполь: Издво ПГТУ, 2000. - 245с.]. У цьому ж напрямі зміщується пляма дуги на виробі, оскільки розташовується на розплавленому металі. Потік рідкого металу омиває бічну стінку ванни в хвосто вій частині і оплавляє її. Унаслідок цього подовжня вісь зварювальної ванни з моменту дії постійного ПДМП повертається щодо напряму наплавлення, а надалі її положення стабілізується і утворюється зсув осі валику (Фіг.1). На Фіг.1 показано зсув осі валику при наплавленні в постійному ПДМП, де 1 - виріб, 2 - наплавлений валик, D - зсув осі валику. Постійне ПДМП iндукує поперечну складову швидкості руху металу на довжині, що становить (1/3-1/2) довжини ванни. Щоб зменшити зсув осі валику і поліпшити його формування (отримання валиків без підрізів) постійне ПДМП повинне мати такий розподіл, коли подовжня компонента індукції в центрі активної плями має максимальне значення і різко зменшується за межами активної плями дуги, щоб не порушувала в ній поперечний рух, тобто зсув осі валу. Для ефективного управління геометричними розмірами валику значення індукції в центрі активної плями повинні бути 45-50мТл. При індукції менше 15мТл за межами активної плями дуги у поверхні виробу на осі електроду, значення індукції буде недостатнім для ефективного управління геометричними розмірами валику. Індукція більше 20мТл за межами активної плями дуги у поверхні виробу створює індукований поперечний потік в рідкому металі зварювальної ванни. При реалізації способу використовували наступне устатк ування і матеріали: зварювальний автомат АДФ - 1004; джерело живлення зварювальної дуги типу ВДУ - 1202; джерело живлення соленоїда випрямляч типу ВСЖ - 303; 4 зварювальний електродний дріт Св - 08А діаметром 3-5мм; флюс АН - 348А. Здійснюють спосіб таким чином. Пластину встановлюють і закріплюють на робочому столі. Перед наплавленням, на автоматі встановлюють швидкість наплавлення, швидкість подачі електроду, зварювальний струм і напругу на дузі. Виконують наплавлення під флюсом плавким електродом Св - 08А діаметром 5мм на пластини завтовшки 20мм із сталі Ст. 3 постійним струмом зворотної полярності з дією зовнішнього постійного ПДМП . Режим наплавлення: Ісв=650-700А, Uд=30-32В, Vсв=29-30м/ч. Половину довжини валику наплавляли без дії постійного ПДМП і половину довжини валику - з дією постійного ПДМП, подовжня компонента індукції якого за межами активної плями дуги складає 15-20мТл . Ширина валику складала 18-20мм. При наплавленні виробу суміжними валиками відбувається їх перекриття (Фіг.2). На Фіг.2 показано перекриття валиків при наплавленні, де L перекриття валиків; В - ширина наплавленого валику; b - глибина западини між валиками. Для максимальної продуктивності і економічності процесу перекриття валиків складає L=0,4-0,5B. Збільшення перекриття валиків приводить до несприятливої форми посилення валику. Зниження перекриття валиків приводить до збільшення частки основного металу в наплавленому шарі і збільшення глибини западин b. Параметр b повинен бути мінімальним, щоб зменшити площу (вагу), яка видаляється шляхом механічної обробки наплавленої поверхні. У зв'язку з цим необхідно максимальне зменшення величини зсуву первинної осі валу. При ширині валику 18-20мм допустимий зсув осі валу 1,51,8мм. Для порівняння розподілу індукції використовували циліндрові пристрої введення ПРМП (соленоїд). Розподіл індукції постійного ПДМП вимірювали міллітесламетром типу ЕМ-4305 з датчиком Холу, що має вимірювальну базу 1x1мм. Вимірювання проводилися у поверхні пластини з феромагнітної сталі товщиною 20мм (сталь Ст 3). На Фіг.3 показана залежність розподілу подовжньої компоненти індукції Bz уздовж радіусу R від осі електроду у поверхні пластини, де крива 1 крива розподілу подовжньої індукції Bz за прототипом, крива 2 - крива розподілу подовжньої індукції Bz за пропонованим способом. Порівняння результатів вимірювання індукції показує, що при однаковому значенні індукції під електродом 50мТл (при однаковому впливі на геометричні розміри валику), за пропонованим способом (крива 2) відбувається різке зменшення Bz у поверхні виробу і на відстані 7,5мм (за межами активної плями дуги) значення Bz складає менш 20мТл, за прототипом (крива 1) значення Bz на відстані 7,5мм складає 25мТл. У таблиці приведено усереднені дані про зсув осі валику після наплавлення 5 валиків при кожному значенні індукції. 5 80201 6 Таблиця Результати вимірювання зсувів Технологія наплавлення Величина зсуву осі валику при індукції Bz за межами активної плями дуги, мм Вz=12мТл Вz=15мТл Вz=18мТл Вz=20мТл Вz=23мТл 3,8 4,0 4,3 4,6 4,8 За прототипом За пропонованим спосоНе ефективно бом 1,0 Результати показують, що за допомогою пропонованого способу вдалося істотно зменшити зсув осі наплавленого валику. Значення зсуву осі валику при індукції більше 20мТл за межами активної плями дуги не відповідає допустимому зсуву осі валику при наплавленні. Рівень індукції менше 15мТл недостатній для ефективного управління геометричними розмірами валику. Комп’ютерна в ерстка О. Гапоненко 1,3 1,5 Не ефективно Таким чином, поліпшити формування і властивості наплавленого валику, а також зменшити зсув його осі можна за допомогою постійного ПДМП, подовжня компонента індукції якого за межами активної плями дуги перебуває в окреслених межах. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of arc hidden hard-facing by direct current by fusible electrode
Автори англійськоюRazmyshliaiev Oleksandr Denysovych, Mironova Maryna Volodymyrivna
Назва патенту російськоюСпособ дуговой наплавки постоянным током плавким электродом под флюсом
Автори російськоюРазмышляев Александр Денисович, Миронова Марина Владимировна
МПК / Мітки
МПК: B23K 9/08
Мітки: наплавлення, струмом, спосіб, електродом, флюсом, постійним, плавким, дугового
Код посилання
<a href="https://ua.patents.su/3-80201-sposib-dugovogo-naplavlennya-postijjnim-strumom-plavkim-elektrodom-pid-flyusom.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового наплавлення постійним струмом плавким електродом під флюсом</a>
Пристрій для наплавлення під флюсом плавким електродом постійним струмом
Номер патенту: 20393
Опубліковано: 15.01.2007
Автори: Розмишляєв Олександр Денисович, Делі Олександр Анатолійович, Міронова Марина Володимирівна
Мітки: наплавлення, пристрій, струмом, плавким, постійним, електродом, флюсом
Формула / Реферат:
Пристрій для наплавлення під флюсом плавким електродом постійним струмом, що містить електромагніт, виконаний із струмопровідної трубки та обмотки, і мундштук, який відрізняється тим, що на струмопровідній трубці додатково встановлена струмопровідна планка, яка з'єднана з обмоткою.
Спосіб дугового зварювання плавким електродом змінним струмом та пристрій для його здійснення
Номер патенту: 27182
Опубліковано: 15.08.2000
Автори: Дименко Володимир Васильович, Шатан Олександр Федорович, Болотько Віктор Іванович
Мітки: пристрій, зварювання, струмом, спосіб, здійснення, дугового, плавким, електродом, змінним
Формула / Реферат:
Формула изобретения1.Способ дуговой сварки плавящимся электродом переменным током, при котором в каждый полупериод в дуговой промежуток для повторного зажигания дуги подают стабилизирующие импульсы энергии, отличающийся тем, что, с целью улучшения качества сварки и расширения диапазонов режима сварки путем повышения стабильности процесса и выбора оптимальных режимов сварки в оба полупериода, отношение величин мощностей, подводимых...
Спосіб наплавлення плавким електродом деталей із вуглецевих сталей
Номер патенту: 79844
Опубліковано: 25.07.2007
Автор: Фастовець Павло Миколайович
МПК: B23K 9/04, B22D 19/00
Мітки: сталей, плавким, електродом, наплавлення, деталей, вуглецевих, спосіб
Формула / Реферат:
Спосіб наплавлення плавким електродом деталей із вуглецевих сталей, при якому зношені циліндричні поверхні деталей наплавляють по гвинтовій траєкторії із частковим переплавленням суміжних валиків, який відрізняється тим, що вміст вуглецю в наплавленому металі обмежують верхньою та нижньою границями, при цьому верхня границя дорівнює 0,7 %, а нижня – 0,5 %.
Спосіб дугового зварювання плавким електродом в середовищі захисних газів

Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Патон Борис Євгенович, Жерносєков Анатолій Максимович, Шевчук Сергій Анатолійович, Лебедєв Володимир Костянтинович, Шейко Павло Петрович
МПК: B23K 9/167, B23K 9/173
Мітки: спосіб, зварювання, газів, захисних, плавким, електродом, дугового, середовищі
Формула / Реферат:
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п.1, який відрізняється тим, що при подачі в зону...
Спосіб дугового зварювання плавким електродом таврових з’єднань

Номер патенту: 3454
Опубліковано: 27.12.1994
Автори: Поздняков Вадим Андрійович, Гутман Лія Миронівна, Сердюк Ірина Василівна, Демченко Юрій Володимирович, Мосенкіс Юрій Григорович, Руденко Юрій Миколаєвич, Дворяшин Володимир Григорович, Горбачов Василь Михайлович, Покладій Вадим Ростиславович, Масюков Валерій Вікторович, Сіріца Володимир Михайлович, Корнієнко Олег Леонідович
МПК: B23K 9/14, B23K 9/173
Мітки: з'єднань, електродом, зварювання, дугового, плавким, таврових, спосіб
Формула / Реферат:
1. Способ дуговой сварки плавящимся электродом тавровых соединений, включающий установку стенки на полку с зазором, возбуждение дуги с расположением пятна нагрева на полке под стенкой и перемещение электрода в процессе сварки, отличающийся тем, что, с целью качественного формирования сварного шва со стороны его корня путем обеспечения полного провара стенки, повышения механических свойств сварных соединений при сварке деталей толщиной...
Попередній патент: Роторний двигун внутрішнього згоряння з почерговим обертанням роторів
Наступний патент: Багаторічний календар
Випадковий патент: Спосіб перемикання асинхронного двигуна