Спосіб визначення моменту виникнення задирання в фрикційних вузлах
Номер патенту: 31663
Опубліковано: 25.04.2008
Автори: Бабак Віталій Павлович, Стадниченко В'ячеслав Миколайович, Філоненко Сергій Федорович
Формула / Реферат
Спосіб визначення моменту виникнення задирання в фрикційних вузлах, що включає навантаження фрикційного вузла з одночасним визначенням характеристик, за якими роблять висновки про момент виникнення задирання в фрикційному вузлі, який відрізняється тим, що як вищезгадані характеристики реєструють випромінювання сигналів акустичної емісії, а момент виникнення задирання визначають за швидкістю зростання середньої потужності реєстрованих сигналів акустичної емісії.
Текст
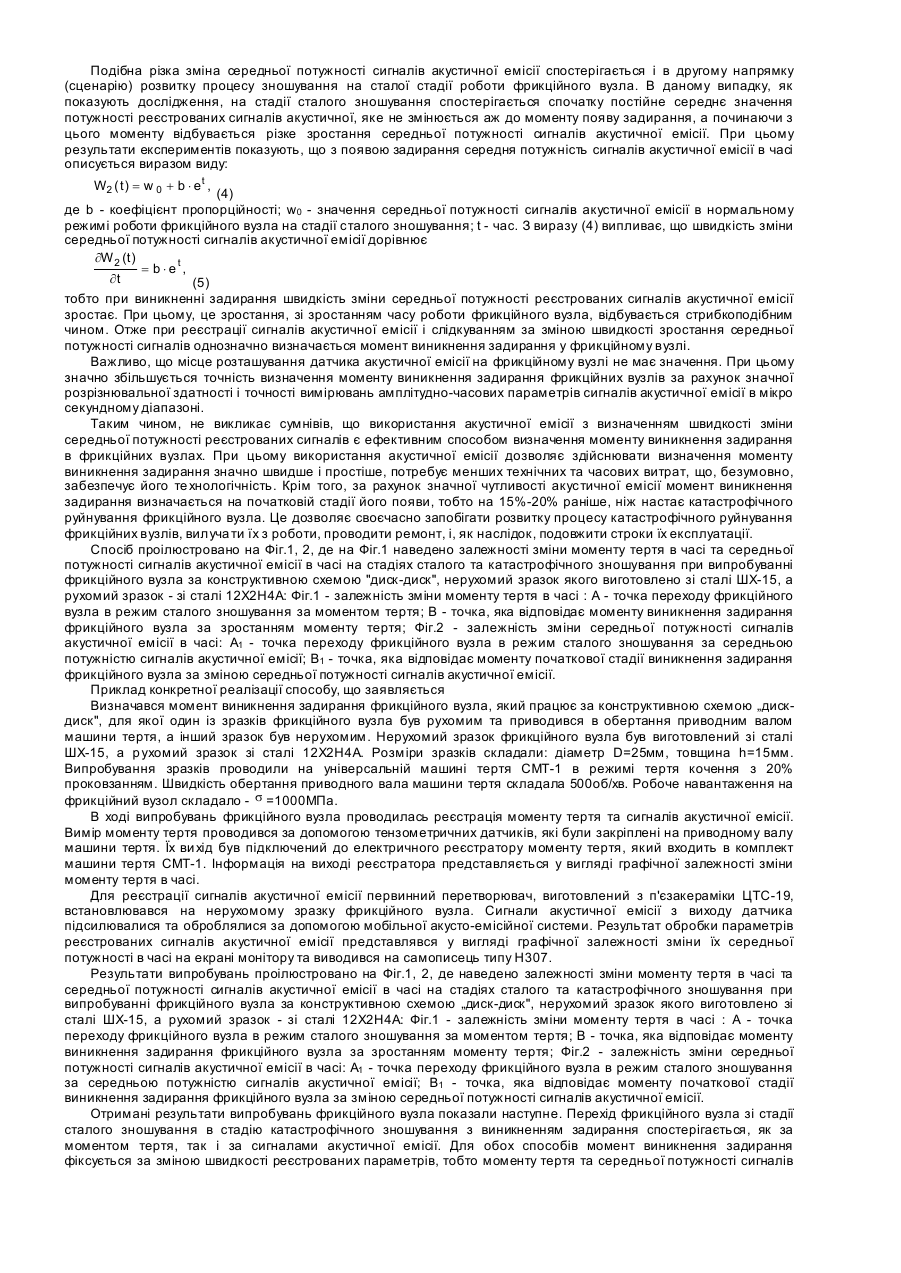
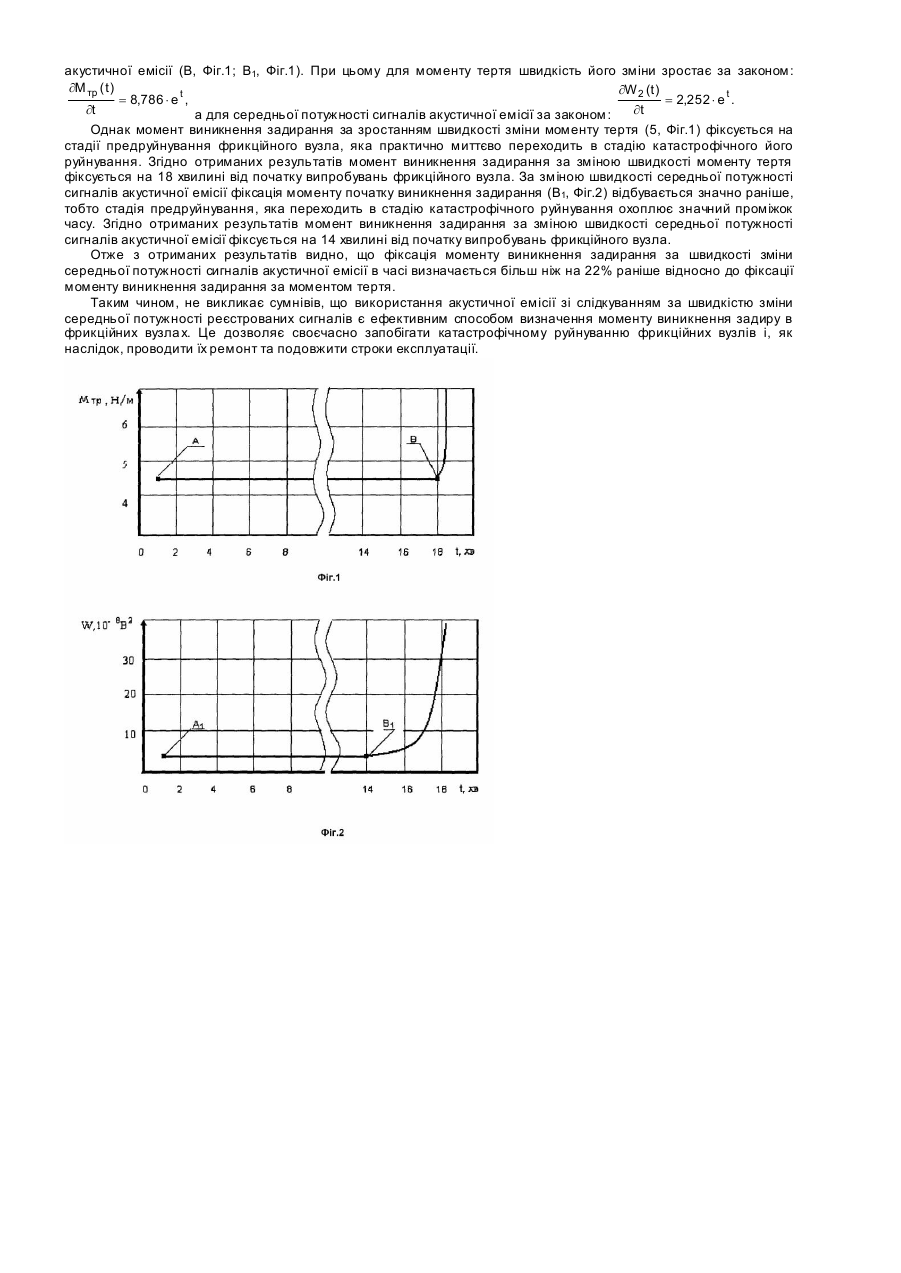
Корисна модель стосується контролю виробів і їх фізико-механічних властивостей, а саме визначення моменту виникнення задирання в фрикційних вузлах в процесі їх експлуатації, запобігання їх катастрофічного руйнування та подовження строків експлуатації. Відомий, найбільш близький за технічною суттю до об'єкту, що заявляється, є спосіб визначення моменту виникнення задирання в фрикційних вузлах [див. Дроздов Ю.Н., В.Г.Арчегов, В.И.Смирнов. Противозадирная стойкость трущи хся тел. - М.: Наука, 1981. - С.33-37, С.47-48], який включає навантаження фрикційного вузла з одночасним визначенням характеристик, за якими роблять висновки про момент виникнення задирання в фрикційному вузлі. В якості вище згаданих характеристик фіксують момент тертя в часі і за його різким зростанням або швидкістю його зростання судять про виникнення задирання в фрикційному вузлі. Недоліки цього способу витікають з того, що при його реалізації фіксація задирання відбувається на макрорівні. Методика вимірювань передбачає використання тензометричних датчиків, які характеризуються низькими чутливістю, точністю та розрізнювальною здатністю, високою інерційністю, а для вимірювання моменту тертя необхідно використання апаратури, що має значні габарити та вартість. Це приводить до збільшення трудомісткості, часу випробувань та неможливості визначення моменту виникнення задирання в умовах промислового виробництва. Крім того, низька чутливість використаних засобів не дозволяє запобігати катастрофічному руйн уванню фрикційних вузлів, оскільки момент виникнення задирання фіксується на стадії предруйнування, яка має достатньо малий проміжок часу до виникнення катастрофічного руйнування, і на якій вже не можливо вилучити фрикційний вузол з роботи. В основу корисної моделі покладено задачу такого удосконалення способу визначення моменту виникнення задирання в фрикційних вузлах, при якому за рахунок реєстрації випромінювання сигналів акустичної емісії та визначення швидкості зростання середньої потужності сигналів акустичної емісії забезпечується значне спрощення визначення моменту виникнення задирання, знижується трудомісткість, тривалість та витрати на проведення вимірювань, підвищується чутливість і розрізнювальна здатність та збільшується технологічність контролю. При цьому момент виникнення задирання визначається на мікро рівні, що дозволяє запобігати катастрофічному руйнуванню фрикційних вузлів, і, як наслідок, забезпечується можливість своєчасного вилучення фрикційного вузла з роботи та проведення його ремонту, тобто можливість продовжити строки експлуатації фрикційних вузлів. Поставлена задача вирішується тим, що у способі визначення моменту виникнення задирання в фрикційних вузлах, що включає навантаження фрикційного вузла з одночасним визначенням характеристик, за якими роблять висновки про виникнення задирання в фрикційному вузлі, згідно корисної моделі, як вищезгадані характеристик реєструють випромінювання сигналів акустичної емісії, а момент виникнення задирання визначають за швидкістю зростання середньої потужності сигналів акустичної емісії. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, і технічними результатами, що досягаються, полягає у наступному. При прикладенні до фрикційного вузла навантаження на його поверхнях контактної взаємодії відбуваються процеси, які пов'язані з порушенням фрикційних зв'язків, тобто відбуваються процеси тертя та зношування. Дані процеси супроводжуються випромінюванням сигналів акустичної емісії, зміна параметрів яких в часі є відображенням кінетики процесів, що розвиваються на поверхнях контакту фрикційних вузлів, тобто кінетики зношування. В той же час, процес зношування вузла тертя, як відомо, має декілька характерних стадій: стадія припрацювання, яка характеризується підвищеною інтенсивністю зношування і стабілізацією мікрогеометрії поверхонь тертя; стадія сталого зношування, для якої характерним є стабілізація інтенсивності зношування з наступним поступовим її зростання на протязі досить тривалого часу, тобто життєвого циклу фрикційного вузла; стадія інтенсивного (катастрофічного) зношування з виникненням задирання та руйнування фрикційного вузла. З точки зору працездатності фрикційного вузла, найбільш важливою є стадія сталого зношування. Експериментальні дослідження показують, що при відсутності інтенсивного зношування фрикційного вузла в робочому режимі, тобто на стадії сталого зношування, спостерігається стабілізація реєстрованого акустичного випромінювання. При цьому значення середньої потужності сигналів акустичної емісії в часі не змінюється і практично є постійною величиною: W(t) » wo » const. Це означає, що швидкість зміни середньої потужності сигналів акустичної емісії в часі на даній стадії дорівнює нулю ¶W ( t ) = 0. ¶t (1) Однак в процесі роботи фрикційного вузла, природно, відбувається зношування його поверхонь контакту. Причому цей процес в часі розвивається в двох напрямках або за двома сценаріями. Перший характеризується поступовим збільшенням інтенсивності зношування і відповідно поступовим збільшенням середньої потужності реєстрованих сигналів акустичної емісії. В даному випадку, як показують дослідження, залежність зміни середньої потужності сигналів акустичної емісії практично описується виразом виду W1( t ) = w0 + at, (2) де a - коефіцієнт пропорційності; t - час, w0 - значення середньої потужності сигналів акустичної емісії в нормальному режимі роботи фрикційного вузла на стадії сталого зношування, тобто залежність має лінійний характер зростання. З виразу (2) випливає, що режим поступового збільшення інтенсивності зношування поверхонь тертя фрикційних вузлів характеризується випромінюванням сигналів акустичної емісії, збільшення середньої потужності яких відбувається з постійною швидкістю ¶W1 (t ) = a. ¶t (3) Така повільна зміна середньої потужності реєстрованих сигналів акустичної емісії в часі, як показують дослідження, відбувається до моменту виникнення задирання. Починаючи з цього моменту спостерігається різке зростання середньої потужності реєстрованих сигналів акустичної емісії, тобто зростання швидкості зміни середньої потужності сигналів акустичної емісії. Подібна різка зміна середньої потужності сигналів акустичної емісії спостерігається і в другому напрямку (сценарію) розвитку процесу зношування на сталої стадії роботи фрикційного вузла. В даному випадку, як показують дослідження, на стадії сталого зношування спостерігається спочатку постійне середнє значення потужності реєстрованих сигналів акустичної, яке не змінюється аж до моменту появу задирання, а починаючи з цього моменту відбувається різке зростання середньої потужності сигналів акустичної емісії. При цьому результати експериментів показують, що з появою задирання середня потужність сигналів акустичної емісії в часі описується виразом виду: W2 ( t ) = w 0 + b × et , (4) де b - коефіцієнт пропорційності; w0 - значення середньої потужності сигналів акустичної емісії в нормальному режимі роботи фрикційного вузла на стадії сталого зношування; t - час. З виразу (4) випливає, що швидкість зміни середньої потужності сигналів акустичної емісії дорівнює ¶W 2 (t ) = b × et, ¶t (5) тобто при виникненні задирання швидкість зміни середньої потужності реєстрованих сигналів акустичної емісії зростає. При цьому, це зростання, зі зростанням часу роботи фрикційного вузла, відбувається стрибкоподібним чином. Отже при реєстрації сигналів акустичної емісії і слідкуванням за зміною швидкості зростання середньої потужності сигналів однозначно визначається момент виникнення задирання у фрикційному вузлі. Важливо, що місце розташування датчика акустичної емісії на фрикційному вузлі не має значення. При цьому значно збільшується точність визначення моменту виникнення задирання фрикційних вузлів за рахунок значної розрізнювальної здатності і точності вимірювань амплітудно-часових параметрів сигналів акустичної емісії в мікро секундному діапазоні. Таким чином, не викликає сумнівів, що використання акустичної емісії з визначенням швидкості зміни середньої потужності реєстрованих сигналів є ефективним способом визначення моменту виникнення задирання в фрикційних вузлах. При цьому використання акустичної емісії дозволяє здійснювати визначення моменту виникнення задирання значно швидше і простіше, потребує менших технічних та часових витрат, що, безумовно, забезпечує його те хнологічність. Крім того, за рахунок значної чутливості акустичної емісії момент виникнення задирання визначається на початковій стадії його появи, тобто на 15%-20% раніше, ніж настає катастрофічного руйнування фрикційного вузла. Це дозволяє своєчасно запобігати розвитку процесу катастрофічного руйнування фрикційних вузлів, вилуча ти їх з роботи, проводити ремонт, і, як наслідок, подовжити строки їх експлуатації. Спосіб проілюстровано на Фіг.1, 2, де на Фіг.1 наведено залежності зміни моменту тертя в часі та середньої потужності сигналів акустичної емісії в часі на стадіях сталого та катастрофічного зношування при випробуванні фрикційного вузла за конструктивною схемою "диск-диск", нерухомий зразок якого виготовлено зі сталі ШХ-15, а рухомий зразок - зі сталі 12Х2Н4А: Фіг.1 - залежність зміни моменту тертя в часі : А - точка переходу фрикційного вузла в режим сталого зношування за моментом тертя; В - точка, яка відповідає моменту виникнення задирання фрикційного вузла за зростанням моменту тертя; Фіг.2 - залежність зміни середньої потужності сигналів акустичної емісії в часі: А1 - точка переходу фрикційного вузла в режим сталого зношування за середньою потужністю сигналів акустичної емісії; B1 - точка, яка відповідає моменту початкової стадії виникнення задирання фрикційного вузла за зміною середньої потужності сигналів акустичної емісії. Приклад конкретної реалізації способу, що заявляється Визначався момент виникнення задирання фрикційного вузла, який працює за конструктивною схемою „дискдиск", для якої один із зразків фрикційного вузла був рухомим та приводився в обертання приводним валом машини тертя, а інший зразок був нерухомим. Нерухомий зразок фрикційного вузла був виготовлений зі сталі ШХ-15, а р ухомий зразок зі сталі 12Х2Н4А. Розміри зразків складали: діаметр D=25мм, товщина h=15мм. Випробування зразків проводили на універсальній машині тертя СМТ-1 в режимі тертя кочення з 20% проковзанням. Швидкість обертання приводного вала машини тертя складала 500об/хв. Робоче навантаження на фрикційний вузол складало - s =1000МПа. В ході випробувань фрикційного вузла проводилась реєстрація моменту тертя та сигналів акустичної емісії. Вимір моменту тертя проводився за допомогою тензометричних датчиків, які були закріплені на приводному валу машини тертя. Їх ви хід був підключений до електричного реєстратору моменту тертя, який входить в комплект машини тертя СМТ-1. Інформація на виході реєстратора представляється у вигляді графічної залежності зміни моменту тертя в часі. Для реєстрації сигналів акустичної емісії первинний перетворювач, виготовлений з п'єзакераміки ЦТС-19, встановлювався на нерухомому зразку фрикційного вузла. Сигнали акустичної емісії з виходу датчика підсилювалися та оброблялися за допомогою мобільної акусто-емісійної системи. Результат обробки параметрів реєстрованих сигналів акустичної емісії представлявся у вигляді графічної залежності зміни їх середньої потужності в часі на екрані монітору та виводився на самописець типу Н307. Результати випробувань проілюстровано на Фіг.1, 2, де наведено залежності зміни моменту тертя в часі та середньої потужності сигналів акустичної емісії в часі на стадіях сталого та катастрофічного зношування при випробуванні фрикційного вузла за конструктивною схемою „диск-диск", нерухомий зразок якого виготовлено зі сталі ШХ-15, а рухомий зразок - зі сталі 12Х2Н4А: Фіг.1 - залежність зміни моменту тертя в часі : А - точка переходу фрикційного вузла в режим сталого зношування за моментом тертя; В - точка, яка відповідає моменту виникнення задирання фрикційного вузла за зростанням моменту тертя; Фіг.2 - залежність зміни середньої потужності сигналів акустичної емісії в часі: А1 - точка переходу фрикційного вузла в режим сталого зношування за середньою потужністю сигналів акустичної емісії; B1 - точка, яка відповідає моменту початкової стадії виникнення задирання фрикційного вузла за зміною середньої потужності сигналів акустичної емісії. Отримані результати випробувань фрикційного вузла показали наступне. Перехід фрикційного вузла зі стадії сталого зношування в стадію катастрофічного зношування з виникненням задирання спостерігається, як за моментом тертя, так і за сигналами акустичної емісії. Для обох способів момент виникнення задирання фіксується за зміною швидкості реєстрованих параметрів, тобто моменту тертя та середньої потужності сигналів акустичної емісії (В, Фіг.1; В1, Фіг.1). При цьому для моменту тертя швидкість його зміни зростає за законом: ¶M тр ( t ) ¶W 2 (t ) = 8,786 × e t , = 2,252 × e t . ¶t ¶t а для середньої потужності сигналів акустичної емісії за законом : Однак момент виникнення задирання за зростанням швидкості зміни моменту тертя (5, Фіг.1) фіксується на стадії предруйнування фрикційного вузла, яка практично миттєво переходить в стадію катастрофічного його руйнування. Згідно отриманих результатів момент виникнення задирання за зміною швидкості моменту тертя фіксується на 18 хвилині від початку випробувань фрикційного вузла. За зміною швидкості середньої потужності сигналів акустичної емісії фіксація моменту початку виникнення задирання (B1, Фіг.2) відбувається значно раніше, тобто стадія предруйнування, яка переходить в стадію катастрофічного руйнування охоплює значний проміжок часу. Згідно отриманих результатів момент виникнення задирання за зміною швидкості середньої потужності сигналів акустичної емісії фіксується на 14 хвилині від початку випробувань фрикційного вузла. Отже з отриманих результатів видно, що фіксація моменту виникнення задирання за швидкості зміни середньої потужності сигналів акустичної емісії в часі визначається більш ніж на 22% раніше відносно до фіксації моменту виникнення задирання за моментом тертя. Таким чином, не викликає сумнівів, що використання акустичної емісії зі слідкуванням за швидкістю зміни середньої потужності реєстрованих сигналів є ефективним способом визначення моменту виникнення задиру в фрикційних вузлах. Це дозволяє своєчасно запобігати катастрофічному руйнуванню фрикційних вузлів і, як наслідок, проводити їх ремонт та подовжити строки експлуатації.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determination of instant of burr occurrence in friction units
Автори англійськоюBabak Vitalii Pavlovych, Filonenko Serhii Fedorovych, Stadnychenko Viacheslav Mykolaiovych
Назва патенту російськоюСпособ определения момента возникновения задирания в фрикционных узлах
Автори російськоюБабак Виталий Павлович, Филоненко Сергей Федорович, Стадниченко Вячеслав Николаевич
МПК / Мітки
МПК: G01N 3/56, G01N 29/14, G01N 29/04
Мітки: виникнення, моменту, фрикційних, вузлах, задирання, визначення, спосіб
Код посилання
<a href="https://ua.patents.su/3-31663-sposib-viznachennya-momentu-viniknennya-zadirannya-v-frikcijjnikh-vuzlakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення моменту виникнення задирання в фрикційних вузлах</a>
Спосіб визначення швидкості росту тріщин в матеріалах
Номер патенту: 65906
Опубліковано: 15.04.2004
Автори: Філоненко Сергій Федорович, Калита Віктор Михайлович, Бабак Віталій Павлович
МПК: G01N 29/14, G01P 15/00, G01N 29/06
Мітки: матеріалах, швидкості, росту, спосіб, визначення, тріщин
Формула / Реферат:
Спосіб визначення швидкості росту тріщин в матеріалах, що включає навантаження матеріалу з одночасним визначенням характеристик, за якими роблять висновки про швидкість росту тріщин в матеріалі, який відрізняється тим, що як вищезгадані характеристики реєструють випромінювання сигналів акустичної емісії, а швидкість росту тріщин визначають за тривалістю переднього фронту сигналів акустичної емісії від тріщин.
Спосіб визначення місцеположення свищів у виробах
Номер патенту: 27486
Опубліковано: 12.11.2007
Автори: Філоненко Сергій Федорович, Пономаренко Олександр Васильович, Бабак Віталій Павлович
МПК: G01M 3/00, G01N 29/00, G01N 29/14, F17D 5/02
Мітки: місцеположення, свищів, спосіб, виробах, визначення
Формула / Реферат:
Спосіб визначення місцеположення свищів у виробах, що включає встановлення на об'єкті контролю двох датчиків, реєстрацію сигналів акустичної емісії з одночасним вимірюванням їх характеристик, за якими визначають місцеположення свищів, який відрізняється тим, що як вищезгадані характеристики використовують положення в часі енергетичного центра ваги пікового сигналу у взаємній кореляційній функції, за яким визначають місцеположення свища у...
Спосіб визначення моменту для здійснення правки круга
Номер патенту: 30979
Опубліковано: 25.03.2008
Автори: Лавріненко Валерій Іванович, Бровченко Анатолій Михайлович, Смоквина Володимир Віталійович
МПК: B24B 53/00
Мітки: моменту, визначення, спосіб, здійснення, правки, круга
Формула / Реферат:
Спосіб визначення моменту для здійснення правки круга, згідно з яким використовують інформаційний показник щодо протікання процесу шліфування, який відрізняється тим, що момент правки визначають по коефіцієнту формозміни, який знаходиться в межах 1,0-1,25.
Спосіб визначення моменту появи пропускань води в котлових трубах
Номер патенту: 49961
Опубліковано: 15.10.2002
Автор: Башук Григорій Григорович
МПК: G01N 27/14
Мітки: визначення, появи, моменту, трубах, спосіб, котлових, води, пропускань
Формула / Реферат:
Спосіб визначення моменту появи пропускань води в котлових трубах шляхом вимірювання різниці температур двома термодатчиками в середовищі, теплоємність і температура якого змінюються від появи в ньому водяної пари в момент протікання котлових труб, який відрізняється тим, що використовують термодатчики, захисні кожухи яких виготовлені з матеріалів, що реагують на зміну температури з різною швидкістю через різну теплопровідність цих...
Машина тертя для випробування матеріалів в умовах роботи дисків фрикційних муфт
Номер патенту: 15858
Опубліковано: 17.07.2006
Автор: Скуратовський Анатолій Кирилович
МПК: G01N 3/56
Мітки: роботи, машина, фрикційних, матеріалів, умовах, дисків, тертя, випробування, муфт
Формула / Реферат:
Машина тертя для випробування матеріалів в умовах роботи дисків фрикційних муфт, що містить вузол тертя з розміщеними в ньому кільцевими зразками, що контактують торцями, привід, вузол навантаження та систему виміру і реєстрації сили тертя, які змонтовані на станині, яка відрізняється тим, що кільцеві зразки виконані в формі ступінчастих роликів, які контактують торцями, що мають різні діаметри.
Попередній патент: Спосіб підготовки молока до зсідання
Наступний патент: Поліноміальний екстраполятор для прогнозування інтенсивностей інформаційних потоків в комп`ютерних мережах
Випадковий патент: Спосіб одержання пасти із соєвих бобів