Маса для виготовлення абразивного інструменту
Номер патенту: 32876
Опубліковано: 10.06.2008
Автори: Рогов Валентин Васильович, Філатов Юрій Данилович, Рубльов Микола Дмитрович
Формула / Реферат
Маса для виготовлення абразивного інструменту, яка включає алмазний порошок, органічне зв'язуюче та наповнювач із суміші металевих порошків, що містить мідний порошок, яка відрізняється тим, що в склад наповнювача додатково введено порошок магнію, при наступному співвідношенні компонентів, мас.%:
алмазний порошок
5-12
органічне зв'язуюче
1-15
наповнювач:
мідний порошок
20-40
порошок магнію
50-70.
Текст
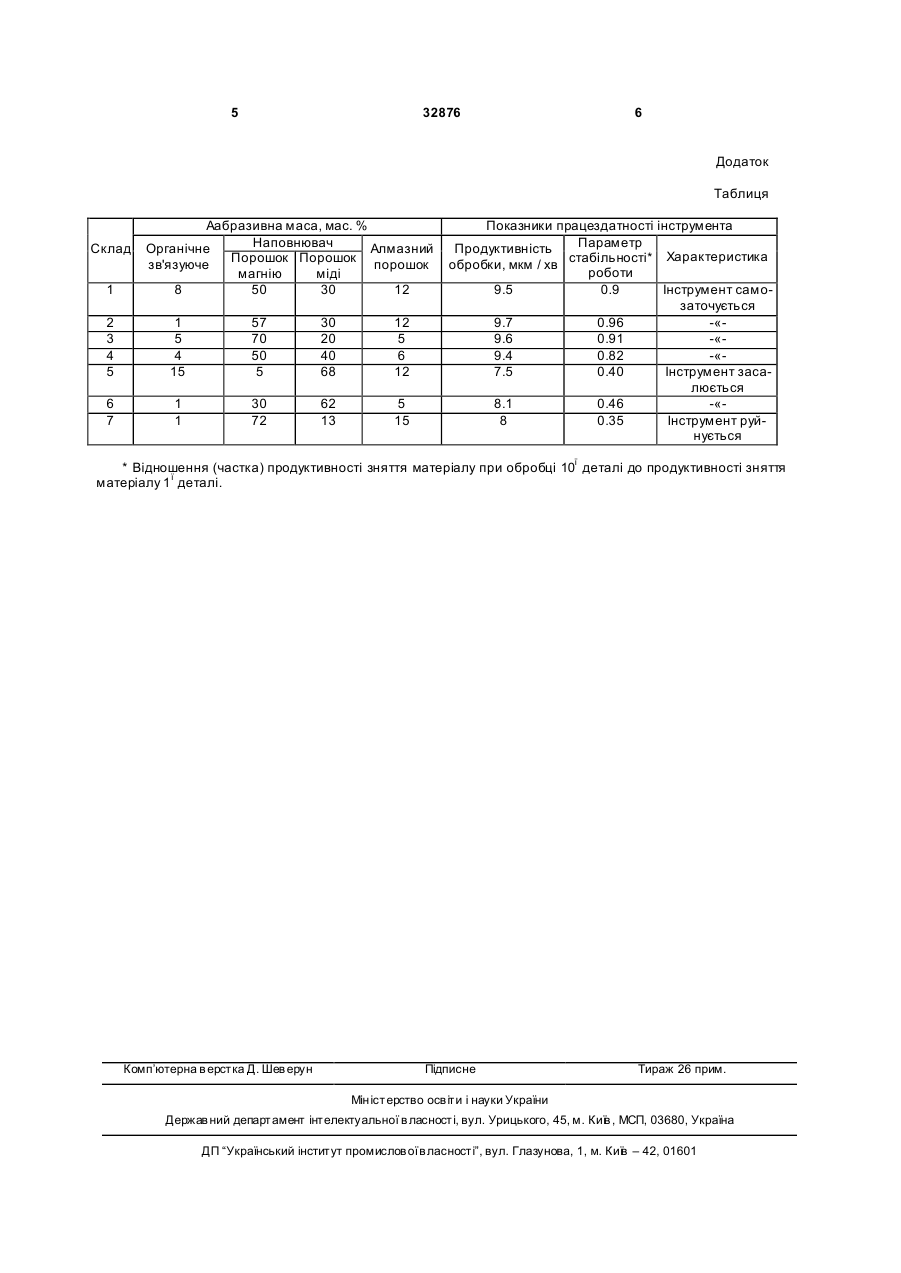
Маса для виготовлення абразивного інструменту, яка включає алмазний порошок, органічне 3 32876 пропонованої є маса для виготовлення алмазного інструменту (А. с. №315585, МПК В 24 D 3/20 опубл. 01.10.1971, бюл. №29), яка включає алмазний порошок, органічне зв'язуюче та наповнювач із суміші металевих порошків, що містить мідний порошок, причому як наповнювач вона містить (об. %): мідь 20-50; олово 10-30; як абразиви: алмаз до 32,5; кубічний нітрид бора 5-37.5; карбід бора 515.0; як органічне зв'язуюче - фенолформальдегідну смолу (п ульвербакеліт) 20-40. В описаному складі відсутній метал з негативним електрохімічним потенціалом, оскільки мідь та олово мають позитивний потенціал, тому в масі не створюється гальванічна пара, відсутня корозія та самозаточування інструмента у процесі роботи. В основу корисної моделі покладено завдання знайти такий склад маси для виготовлення абразивного інструменту, при якому за рахунок додавання до складу її наповнювача порошку магнію, забезпечується різниця електрохімічних потенціалів з порошком міді і створюється гальванічна пара, внаслідок чого виникає корозія і, відповідно, самозаточування інструменту в процесі обробки, що збільшує його продуктивність і стабільність різальних властивостей. Для вирішення цього завдання у масі для виготовлення абразивного інструменту, яка включає алмазний порошок, органічне зв'язуюче та наповнювач із суміші металевих порошків, що містить мідний порошок, згідно корисної моделі у склад наповнювача додатково введено порошок магнію, при наступному співвідношенні компонентів, мас. %: Алмазний порошок 5-12 Органічне зв'язуюче 1-15 Мідний порошок 20-40 Порошок магнію 50-70 Маса вміщує в якості метала з негативним нормальним електрохімічним потенціалом магній, а в якості металу з позитивним електрохімічним потенціалом - мідь. Дозовані таким чином компоненти змішують та із суміші формують інструмент з наступною термообробкою. При обробці неметалевих матеріалів, наприклад сапфіру, інструментом із запропонованої абразивної маси в якості охолоджуючої рідини використовується вода та різні водні розчини. Таким чином на робочій поверхні інструменту присутня вода, при дисоціації якої створюються іони Н+, ОН-, а також НСО3 (за рахунок розчинення у воді двоокису вуглецю). Створюється гальванічний елемент, в якому негативним електродом має бути метал з негативним нормальним електрохімічним потенціалом. З огляду на те, що елемент замкнений, він працює безперервно: негативний електрод віддає свої іони розчину, а надлишкові електрони переходять до позитивного електроду, 4 у поверхні якого вони розряджають іони водню. Таким чином, метал з негативним нормальним електрохімічним потенціалом піддається корозії. Швидкість електрохімічних реакцій (корозії) пропорційна густині струму, тобто ЕДС гальванічної пари, а остання визначається різницею абсолютних електрохімічних потенціалів металів пари. Таким чином, для отримання максимальної швидкості корозії робочої поверхні інструмента в абразивній масі належить використовувати метали з ряду напруг (ряду Бекетова), які стоять зліва та справа від водню і максимально віддалені один від одного. Наскільки швидко буде метал піддаватися корозії і як буде співвідноситись між собою механічне зношення металу при терті об оброблювану поверхню і знос металу за рахунок корозії, залежить від кількісного їх вмісту в масі та співвідношення. Вибір металів та дотримання співвідношення між компонентами в масі для виготовлення абразивного інструменту у відповідності зі зносом компонентів за рахунок корозії забезпечує самозаточування інструменту в процесі обробки, дозволяє здійснювати зняття матеріалу з поверхні, що оброблюється, з більш високою продуктивністю та стабільністю. Стабільність роботи усуває необхідність правки інструмента (вскриття «засаленого» шару), за рахунок чого зносостійкість інструмента теж збільшується. Приклад конкретної реалізації пропонованої корисної моделі: Масу для виготовлення абразивного інструменту готують шляхом змішування її компонентів. З вищевказаної маси виготовляють інструмент у вигляді таблеток Ø 10x5мм. В якості абразиву використовують алмазний порошок АСМ зернистістю 14/10, в якості наповнювача - суміш порошків магнію та міді, в якості зв'язуючого - пульвербакеліт. Інстр умент досліджували при шліфуванні плоских поверхонь деталей Ø 60мм з оптичного скла К8 на верстаті 2ШП-200М при наступних режимах: Частота обертів інструменту - 200об/хв.; Зусилля притискання - 120Н; Довжина штриха - 25мм; Несиметрія штриха - 2мм; Зміщення штриха - 10-мм; Машинний час шліфування - 1хв. Результати шліфування представлені в таблиці (додається). З таблиці видно, що найкращі результати, які відповідають заданим умовам, коли інструмент самозаточується і забезпечує найбільшу продуктивність та стабільність, мають склади 1-4, тобто склади, маса яких відповідає формулі корисної моделі. В решті випадків інструмент засалюється або руйнується, але не самозаточується. При цьому продуктивність та стабільність його знижується (склади 5-7). 5 32876 6 Додаток Таблиця Склад 1 Аабразивна маса, мас. % Наповнювач Органічне Алмазний Порошок Порошок порошок зв'язуюче магнію міді 8 50 30 12 2 3 4 5 1 5 4 15 57 70 50 5 30 20 40 68 12 5 6 12 6 7 1 1 30 72 62 13 5 15 Показники працездатності інструмента Параметр Продуктивність стабільності* Характеристика обробки, мкм / хв роботи 9.5 0.9 Інструмент самозаточується 9.7 0.96 -«9.6 0.91 -«9.4 0.82 -«7.5 0.40 Інструмент засалюється 8.1 0.46 -«8 0.35 Інструмент руйнується * Відношення (частка) продуктивності зняття матеріалу при обробці 10ї деталі до продуктивності зняття матеріалу 1ї деталі. Комп’ютерна в ерстка Д. Шев ерун Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMass for manufacture of abrasive tool
Автори англійськоюRohov Valentyn Vasyliovych, Filatov Yurii Danylovych, Rubliov Mykola Dmytrovych
Назва патенту російськоюМасса для изготовления абразивного инструмента
Автори російськоюРогов Валентин Васильевич, Филатов Юрий Данилович, Рублев Николай Дмитриевич
МПК / Мітки
МПК: B24D 3/20
Мітки: інструменту, маса, виготовлення, абразивного
Код посилання
<a href="https://ua.patents.su/3-32876-masa-dlya-vigotovlennya-abrazivnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Маса для виготовлення абразивного інструменту</a>
Маса для виготовлення робочого шару абразивного інструменту
Номер патенту: 55047
Опубліковано: 17.03.2003
Автори: Новіков Микола Васильович, Крамар Владислав Григорович, Скрябін Віктор Валерійович, Сидорко Володимир Ігорович, Філатов Юрій Данилович
МПК: B24D 3/20
Мітки: інструменту, виготовлення, абразивного, маса, шару, робочого
Формула / Реферат:
1. Маса для виготовлення робочого шару абразивного інструменту, що містить абразивний порошок і органічне зв'язуюче, яка відрізняється тим, що як органічне зв'язуюче вона містить поліетилентерефталат при наступному співвідношенні компонентів, ваг. %: поліетилентерефталат 40-99 абразив 1-60. 2. Маса за п. 1, яка відрізняється тим, що як абразив використано алмазний...
Маса для виготовлення абразивного інструменту
Номер патенту: 30693
Опубліковано: 15.12.2000
Автори: Плескач Ігор Всеволодович, Масник Володимир Олександрович, Вороной Віталій Степанович
МПК: B24D 3/14
Мітки: маса, інструменту, виготовлення, абразивного
Формула / Реферат:
Маса для виготовлення абразивного інструменту, що містить абразив, каустичний магнезит та бішофіт, яка відрізняється тим, що вона додатково містить палену магнезію при такому співвідношенні компонентів, мас. %: Абразив 15,0-60,0 Каустичний магнезит 5,0-57,4 Бішофіт 10,0-35,0 Палена магнезія 2,4-51,0.
Маса для виготовлення абразивного інструменту
Номер патенту: 43946
Опубліковано: 15.01.2004
Автори: Макаровський Валерій Федорович, Ярова Людмила Григорівна, Романченко Павло Володимирович, Вергелес Михайло Анатолійович, Пірогов Олександр Юрійович, Сталінський Дмитро Віталійович, Івченко Тетяна Олександрівна, Гранкін Василь Іванович
МПК: B24D 3/20
Мітки: інструменту, маса, абразивного, виготовлення
Формула / Реферат:
1. Маса для виготовлення абразивного інструменту, що містить абразивний матеріал, зволожувач, органічне зв'язувальне та наповнювач, яка відрізняється тим, що до складу зволожувача входять спиртовий розчин феноло-формальдегідної смоли в насиченому одноатомному спирті, пластифікатор, наприклад хлоропарафін, та флотореагент, наприклад оксаль, при цьому співвідношення компонентів таке, мас. %: абразивний матеріал ...
Маса для виготовлення абразивного інструменту
Номер патенту: 18507
Опубліковано: 25.12.1997
Автори: Балог Ірина Михайлівна, Драгунцов Вячеслав Васильович, Мельникович Михайло Миколайович, Лендел Василь Георгієвич, Кияк Марина Юріївна, Мигалина Юрій Вікентієвич, Сані Арпад Юліусович, Білинець Микола Денисович
МПК: B24D 3/34
Мітки: виготовлення, інструменту, маса, абразивного
Формула / Реферат:
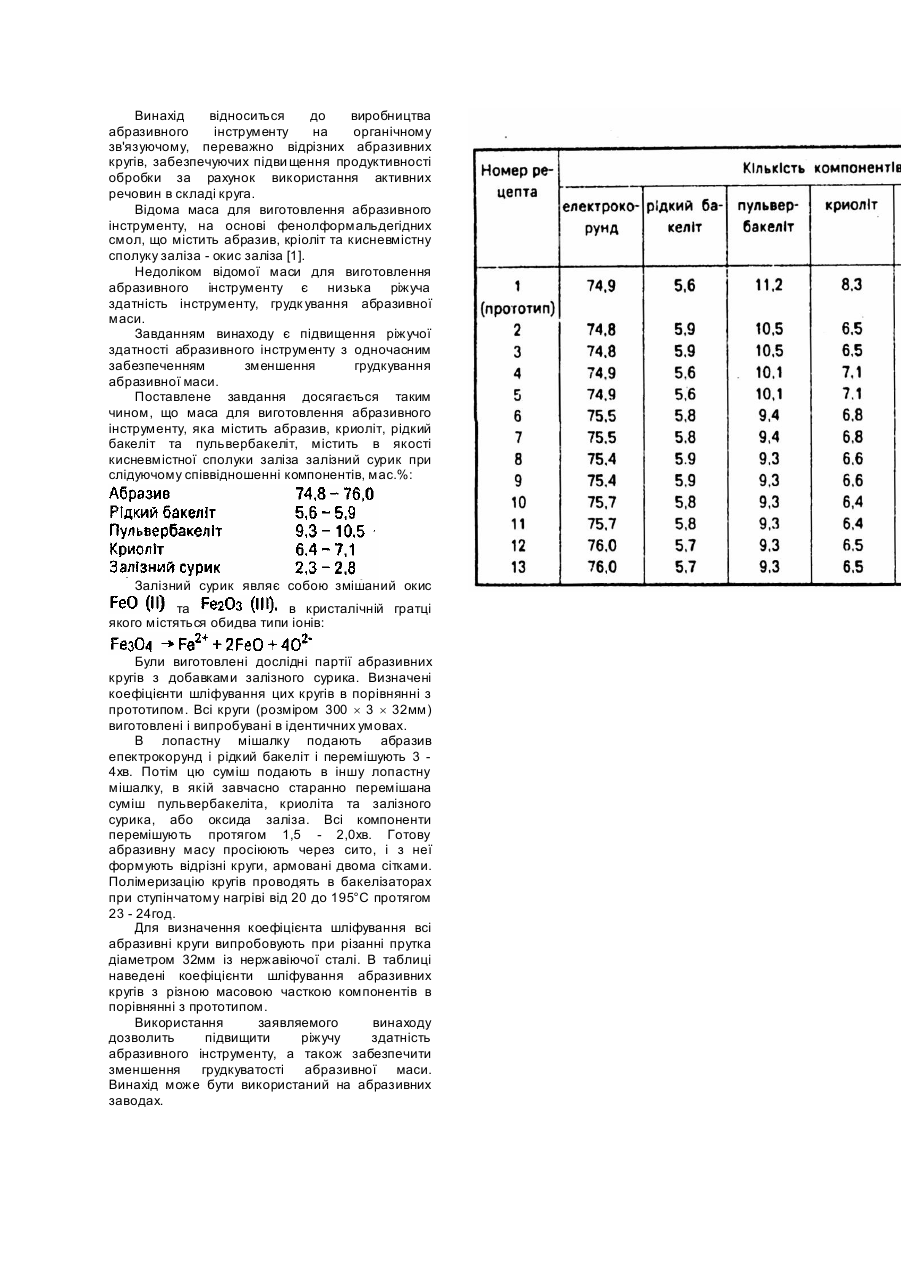
Масса для изготовления абразивного инструмента, включающая абразив, пульвербакелит, жидкий бакелит, криолит и кислородсодержащее соединение железа, отличающаяся тем, что в качестве кислородсодержащего соединения железа она содержит железный сурик при следующем соотношении компонентов, мас.%:
Маса для виготовлення абразивного інструменту для силового обдирного шліфування
Номер патенту: 66603
Опубліковано: 17.05.2004
Автори: Сталінський Дмитро Віталійович, Гранкін Василь Іванович, Ярова Людмила Григорівна, Романченко Павло Володимирович, Пірогов Олександр Юрійович
МПК: B24D 3/20
Мітки: шліфування, інструменту, виготовлення, маса, абразивного, обдирного, силового
Формула / Реферат:
1. Маса для виготовлення абразивного інструменту для силового обдирного шліфування, що містить абразивний матеріал, легований цирконієм, органічне зв’язуюче, рідкий бакеліт та дрібнозернистий наповнювач, яка відрізняється тим, що як абразивний матеріал, легований цирконієм, використовують попередньо роздрібнені відпрацьовані бакорові вогнетривкі бруси, наприклад відпрацьовані бакорові вогнетривкі бруси скловарних печей, при такому...
Попередній патент: Дерматом
Наступний патент: Пристрій для встановлення приєднувального патрубка на трубі
Випадковий патент: Сталевипускний жолоб