Вузол екструдування та спосіб підвищення його довговічності
Номер патенту: 33099
Опубліковано: 15.07.2004
Автори: Павлов Володимир Степанович, Мазур Микола Олексійович, Каплун Віталій Григорович, Каплун Павло Віталійович
Формула / Реферат
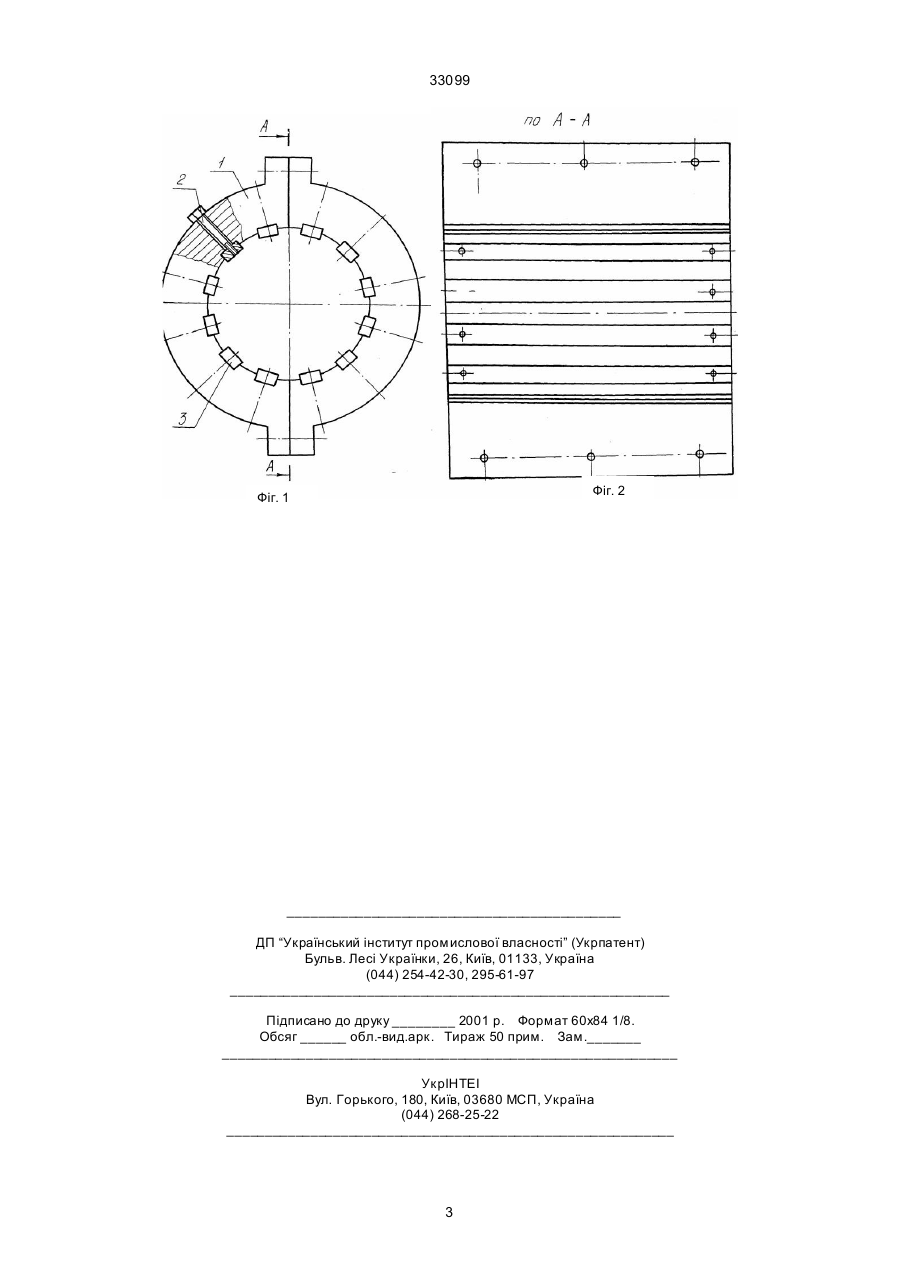
1. Вузол екструдування, що містить циліндр секційної конструкції, кожна секція якого складається з двох півкорпусів, з'єднаних болтами і шнек, який відрізняється тим, що на внутрішній поверхні півкорпусів вздовж твірної циліндра виконані прямокутні пази глибиною 3...5 мм в кількості не менше 6, оснащені змінними призматичними вставками прямокутного поперечного перерізу довжиною, що дорівнює довжині півкорпусів і товщиною 7-8 мм, при цьому призматичні вставки прикріплюються до півкорпусів в пазах гвинтами, що розташовані на відстані не менше 10 мм від країв вставки.
2. Спосіб підвищення довговічності вузла екструдування шляхом відновлення працездатності вузла, який відрізняється тим, що при зношуванні шнека по зовнішньому діаметру його шліфують на максимальну глибину зношування, а конструктивний допуск в парі шнек-циліндр забезпечують збільшенням товщини змінних призматичних вставок циліндра, яка дорівнює глибині шліфування шнека.
3. Спосіб за п. 2, який відрізняється тим, що змінні призматичні вставки виготовлені з високовуглецевих сталей, які загартовують на максимальну твердість після попереднього нанесення на зовнішню робочу поверхню комбінованого покриття, що включає легування поверхні тугоплавкими металами з подальшим іонним азотуванням.
Текст
1. Вузол екструдування, що має в своєму складі циліндр секційної конструкції, кожна секція якого складається з двох половинок (напівкорпусів) з'єднаних болтами і шнек, який відрізняється тим, що на внутрішній поверхні напівкорпусів вздовж твірної циліндра розташовані прямокутні пази глибиною 3... 5 мм в кількості не меньше 6, оснащені змінними призматичними вставками прямокутного поперечного перерізу довжиною рівною довжині напівкорпусів і товщиною 7-8 мм, при цьому призматичні вставки прикрипляються до на 33099 при цьому призматичні вставки прикріплюються до напівкорпусів в пазах гвинтами, що розташовані на відстані не менше 10 мм від країв вставки. При зношуванні шнеку по зовнішньому діаметру, його шліфують на максимальну глибину зношування, а необхідний конструктивний допуск в парі шнек-циліндр забезпечують збільшенням товщини змінних вставок циліндру, яка дорівнює глибині шліфування шнеку. Призматичні вставки виготовляють з високовуглецевих сталей з нанесенням на зовнішню робочу поверхню комбінованих покриттів, яке включає легування поверхні тугоплавкими металами та послідуюче іонне азотування. Після цього призматичні вставки підлягають закалці на максимальну твердість. На фіг.1-2 представлена запропонована конструкція циліндра, в якому : 1- напівкорпус; 2- гвинт; 3- призматична вставка. Приклад 1 В екструдері К24-113 виробництва Хмельницького ВАТ «Термопластавтомат», в вузол екструдування шнек-циліндр встановлені запропоновані напівкорпуси з призматичними вставками виготовленими із сталі ШХ15 і закаленими до твердості HRC=58 одиниць з попереднім нанесенням на робочу поверхню комбінованого покриття за такою технологією: електроіскрове легування титаном при напрузі 60 В, ємкості розряду 500 мкф і частоті розрядів 40 Гц з послідуючим іонним азотуванням в середовищі 73 oб%N2+ 25 oб%Ar+ 2об% Н2 при температурі 6300С, тиску 180 Па протягом 6 годин. Шнек виготовлений із сталі X12 із твердістю HRC 60 одиниць. Результати випробувань показали підвищення зносостійкості вузла екструдування в 3,5 рази. Приклад 2 Після переробки 700 тон зерна шнек був прошліфований по зовнішньому діаметру на глибину зношування 1,2 мм, а в напівкорпусах були замінені призматичні вставки на нові більшої то вщини (на величину 1,2 мм) для забезпечення необхідного конструктивного допуску між шнеком і циліндром та компенсації зазору, що утворився між ними за рахунок зношування і послідуючої шліфовки шнеку. Після цього було перероблено без зміни призматичних вставок напівкорпусів і шнека ще 720 тон зерна. Таким чином, довговічність вузла екструдування збільшилась більше, ніж в 7 разів при збереженні працездатності напівкорпусів, тоді як вузол екструдування в екструдері К24-113 після переробки 200 тон зерна виходить з ладу. Приклад З. На взірці із сталі 45 наносилось комбіноване покриття методом електроіскрового легування титаном і іонного азотування по запропонованому способу з послідуючою їх закалкою на твердість HRC -48 одиниць. Взірці випробувались на тертя ковзання в середовищі масла (індустріальне 20) з добавкою алмазної пасти зернистістю 40...60 мкм в кількості 20% при швидкості ковзання 1,2 м/с і питомому навантаженні 4 Мпа. Випробування показали підвищення зносостійкості взірців з комбінованим покриттям 2,8 рази в порівнянні з взірцями із сталі 45 закаленої без комбінованого покриття і в 5 разів в порівнянні зі сталлю 45 без термообробки. Джерела інформації: 1. Патент України №22015 А, С23С14/00: Спосіб отримання комбінованих покрить тугоплавких металів. Каплун В.Г., Олександренко В.П., Пастух І.М., Пилипів О.В. 2. Молодик Н.В., Зенкин А.С. Восстановление деталей машин.-М.: Машиностроение, 1989. 122с. 3. Ермаков В.И., Шеин В.Ф. Технология ремонта технологического оборудования, -Л.: Химия, 1977.-280с 4. Гельберт Б.Т., Пенелис Г.Д. Ремонт промышленного оборудования. -М.: Высшая школа,1988.304 с. 2 33099 Фіг. 2 Фіг. 1 ____________________________________________ ДП “Український інститут промислової власності” (Укрпатент) Бульв. Лесі Українки, 26, Київ, 01133, Україна (044) 254-42-30, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид.арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ Вул. Горького, 180, Київ, 03680 МСП, Україна (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюExtrusion unit and method for increase of its durability
Автори англійськоюKaplun Vitalii Hryhorovych, Mazur Mykola Oleksiiovych, Pavlov Volodymyr Stepanovych
Назва патенту російськоюУзел экструдирования и способ повышения его долговечности
Автори російськоюКаплун Виталий Григорьевич, Мазур Николай Алексеевич, Павлов Владимир Степанович
МПК / Мітки
МПК: B29C 47/00
Мітки: екструдування, підвищення, довговічності, спосіб, вузол
Код посилання
<a href="https://ua.patents.su/3-33099-vuzol-ekstruduvannya-ta-sposib-pidvishhennya-jjogo-dovgovichnosti.html" target="_blank" rel="follow" title="База патентів України">Вузол екструдування та спосіб підвищення його довговічності</a>
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу
Номер патенту: 60506
Опубліковано: 15.10.2003
Автори: Щербина Наталія Миколаївна, Максимук Олександр Васильович, Копей Володимир Богданович, Стеліга Іван Іванович, Копей Богдан Володимирович
МПК: F16L 57/00, F16L 58/02
Мітки: підвищення, ресурсу, трубопроводу, міцності, спосіб, довговічності
Формула / Реферат:
1. Спосіб підвищення ресурсу, міцності і довговічності трубопроводу шляхом нанесення бандажу на трубу, який намотують з зусиллям на трубу діючого трубопроводу, який відрізняється тим, що створюють тиск бандажу на трубу, що дорівнює нулю на крайніх його ділянках, і поступово його збільшують до середини бандажу.2. Спосіб за п. 1, який відрізняється тим, що бандаж може бути виконаний у вигляді будь-якої ізоляційної стрічки або...
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу
Номер патенту: 37429
Опубліковано: 15.05.2001
Автори: Коротін Віктор Іванович, Шлапак Любомир Степанович, Шевчук Віктор Володимирович
МПК: F16L 57/00, F16L 58/02
Мітки: трубопроводу, міцності, ресурсу, довговічності, підвищення, спосіб
Формула / Реферат:
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу шляхом нанесення композиційного матеріалу на трубу при її виготовленні, який відрізняється тим, що матеріал намотується з зусиллям на трубу діючого трубопроводу в польових умовах в два і більше шарів під кутом до осі труби, модуль пружності зовнішнього шару вищий від модуля пружності внутрішнього шару, крім того кожен шар матеріалу склеюється з наступним.
Лопатка турбіни для газотурбінного двигуна , деталь газової турбіни та способи підвищення їх довговічності
Номер патенту: 65619
Опубліковано: 15.04.2004
Автори: Шах Діліп М., Сітел Елан Девід, Олсон Уолтер Е., Аллен Вільям Патрік
МПК: C23C 14/04, F01D 5/00, F01D 5/12, C23C 14/00, F01D 5/28, F02C 7/00
Мітки: лопатка, способи, довговічності, газотурбінного, газової, підвищення, двигуна, турбіни, деталь
Формула / Реферат:
1. Лопатка турбіни для газотурбінного двигуна, що містить підкладку із суперсплаву, яка визначає перо лопатки (2), хвостовик (3) і бандажну полицю (4), розміщену між пером лопатки і хвостовиком, причому полиця має нижню сторону (5), яка відрізняється тим, що має корозійностійке чи інгібуюче корозію покриття (7,10), нанесене на нижню сторону бандажної полиці.2. Лопатка турбіни за п. 1, яка відрізняється тим, що згадане покриття є...
Екструдер і спосіб екструдування
Номер патенту: 49009
Опубліковано: 16.09.2002
Автори: Ярвенкіля Юрі, Кір'явайнен Карі
МПК: B29C 47/38
Мітки: екструдер, екструдування, спосіб
Формула / Реферат:
1. Екструдер, що містить, принаймні, один статор і, принаймні, один ротор, причому статор має конічну поверхню, принаймні, з боку ротора, а ротор має конічну поверхню, принаймні, з боку статора, найбільше співвідношення довжини ротора до діаметра його найбільш широкої частини переважно дорівнює 5, і зазначений ротор своєю найбільш широкою частиною встановлений у екструдері на підшипниках, який відрізняється тим, що ротор установлений на,...
Лінія для виробництва погонажних виробів з полімернаповнених матеріалів та пристрій для екструдування
Номер патенту: 63832
Опубліковано: 15.01.2004
Автор: Бердзенішвілі Теймураз Борисович
МПК: B30B 11/22, B29C 47/00, B29C 47/36
Мітки: виробництва, лінія, виробів, екструдування, погонажних, пристрій, полімернаповнених, матеріалів
Формула / Реферат:
1. Лінія для виробництва погонажних виробів з полімернаповнених матеріалів, яка містить станину, на якій в технологічній послідовності змонтовані і зв'язані між собою екструзійна головка, що оснащена черв'ячним пресом і живильником, розплавлювач полімерного матеріалу, пристрій для екструдування, а також охолоджуючий, тягнучий, різальний та намотувальний пристрої, яка відрізняється тим, що на станині додатково змонтовані щонайменш одна...
Попередній патент: Похідні бензо[с]хінолізину, спосіб їх одержання, фармацевтична композиція та спосіб лікування патологій, пов’язаних з 5альфа-редуктазами
Наступний патент: Ранозагоювальний препарат “флотоксан” та спосіб його одержання
Випадковий патент: Спосіб фізіотерапевтичного впливу на організм людини