Екструдер і спосіб екструдування
Формула / Реферат
1. Екструдер, що містить, принаймні, один статор і, принаймні, один ротор, причому статор має конічну поверхню, принаймні, з боку ротора, а ротор має конічну поверхню, принаймні, з боку статора, найбільше співвідношення довжини ротора до діаметра його найбільш широкої частини переважно дорівнює 5, і зазначений ротор своєю найбільш широкою частиною встановлений у екструдері на підшипниках, який відрізняється тим, що ротор установлений на, принаймні, двох підшипниках, при цьому перший і другий підшипники розташовані по діагоналі до першого і другого осьових напрямків і радіального напрямку ротора для спільного сприйняття зусиль, що діють у радіальному напрямку ротора, причому перший підшипник сприймає зусилля, що діє в першому осьовому напрямку ротора, а другий підшипник сприймає зусилля, що діє в другому осьовому напрямку ротора, що є протилежним першому осьовому напрямку ротора.
2. Екструдер за п. 1, який відрізняється тим, що містить вимірювальні засоби, розміщені між ротором і статором, для виміру пружного зсуву між ротором і статором.
3. Екструдер за п. 2, який відрізняється тим, що вимірювальні засоби включають датчики для виміру пружного зсуву між ротором і статором.
4. Екструдер за п. 1, який відрізняється тим, що перший і другий підшипники є конічними підшипниками.
5. Екструдер за п. 1, який відрізняється тим, що містить привідну раму, яка разом з першим і другим підшипниками утворює вузол, виконаний з можливістю від'єднання від іншої частини екструдера.
6. Екструдер за п. 1, який відрізняється тим, що містить привідну раму і напрямну, яка рівнобіжна осі екструдера, при цьому привідна рама разом з ротором утворює вузол, виконаний з можливістю переміщення уздовж згаданої напрямної.
7. Екструдер за п. 6, який відрізняється тим, що згаданий вузол закріплений на каретці, яка виконана з можливістю переміщення по згаданій напрямній.
8. Екструдер за кожним з пп. 5-7, який відрізняється тим, що привідна рама змонтована за допомогою множини кріпильних болтів з попереднім натягом, виконаним нагріванням кріпильних болтів перед їхньою установкою й охолодженням болтів до нормальної робочої температури після їхньої установки.
9. Екструдер за п. 1, який відрізняється тим, що додатково обладнаний внутрішнім статором, при цьому внутрішній статор має, принаймні, зовнішню конічну поверхню, а зовнішній статор має, принаймні, внутрішню конічну поверхню, що згаданий принаймні один ротор є конічний, виконаний з можливістю обертання і розташований між статорами, а також тим, що включає вимірювальні засоби для роздільного виміру пружного зсуву між ротором і зовнішнім статором і пружного зсуву між ротором і внутрішнім статором.
10. Екструдер за п. 9, який відрізняється тим, що вимірювальні засоби включають датчики для виміру пружного зсуву між ротором і статорами.
11. Екструдер за п. 9, який відрізняється тим, що перший і другий підшипники є конічними підшипниками.
12. Екструдер за п. 9, який відрізняється тим, що містить привідну раму, що разом з першим і другим підшипниками утворює вузол, виконаний з можливістю від'єднання від іншої частини екструдера.
13. Экструдер за п. 9, який відрізняється тим, що містить привідну раму і напрямну, яка рівнобіжна осі екструдера, при цьому привідна рама разом з ротором утворює вузол, виконаний з можливістю переміщення уздовж згаданої напрямної.
14. Екструдер за п. 13, який відрізняється тим, що додатково обладнаний кареткою і згаданий вузол закріплений на каретці, яка виконана з можливістю переміщення по згаданій напрямній.
15. Екструдер за кожним з пп. 12-14, який відрізняється тим, що привідна рама змонтована за допомогою множини кріпильних болтів з попереднім натягом, виконаним нагріванням кріпильних болтів перед їхньою установкою й охолодженням болтів до нормальної робочої температури після їхньої установки.
16. Спосіб екструдування, у якому матеріал, що підлягає екструдуванню, подають у екструдер, що містить, принаймні, один статор і, принаймні, один ротор, причому статор має конічну поверхню, принаймні, з боку ротора, ротор має конічну поверхню, принаймні, з боку статора, який відрізняється тим, що подають матеріал у екструдер між згаданим статором і згаданим ротором, вимірюють пружний зсув між ротором і статором за допомогою датчиків і за результатами вимірів визначають зусилля, що діють на екструдер.
17. Спосіб за п. 16, який відрізняється тим, що подають матеріал у екструдер, що містить, принаймні, два статори, внутрішній і зовнішній, і ротор, розташований між статорами, роздільно до зовнішнього і внутрішнього боку ротора, пружний зсув між ротором і внутрішнім статором і між ротором і зовнішнім статором вимірюють роздільно і за результатами вимірів визначають зусилля, що діють на згадані статори і ротор.
18. Спосіб за п. 16, який відрізняється тим, що додають компонент ковзання в матеріал, який подають між статором і ротором, при цьому регулюють кількість компонента ковзання, що додається, у залежності від результатів вимірів пружного зсуву.
19. Спосіб за п. 17, який відрізняється тим, що додають компонент ковзання в матеріал, який подають принаймні до одного боку ротора, при цьому регулюють кількість компонента ковзання, що додається, у залежності від результатів вимірів пружного зсуву між ротором і внутрішнім статором і між ротором і зовнішнім статором.
20. Спосіб за кожним з попередніх пунктів, який відрізняється тим, що температуру екструдера регулюють шляхом регулювання температури мастила підшипників ротора.
21. Спосіб за п. 18, який відрізняється тим, що в матеріал виробу додають, принаймні, 0,5% компонента ковзання.
22. Спосіб за п. 19, який відрізняється тим, що в матеріал внутрішнього шару виробу додають від 0,5% до 10% компонента ковзання між ротором і внутрішнім статором.
23. Спосіб за п. 22, який відрізняється тим, що як матеріал внутрішнього шару виробу використовують поліолефін, а як компонент ковзання використовують силіконову олію чи фторполімер.
Текст
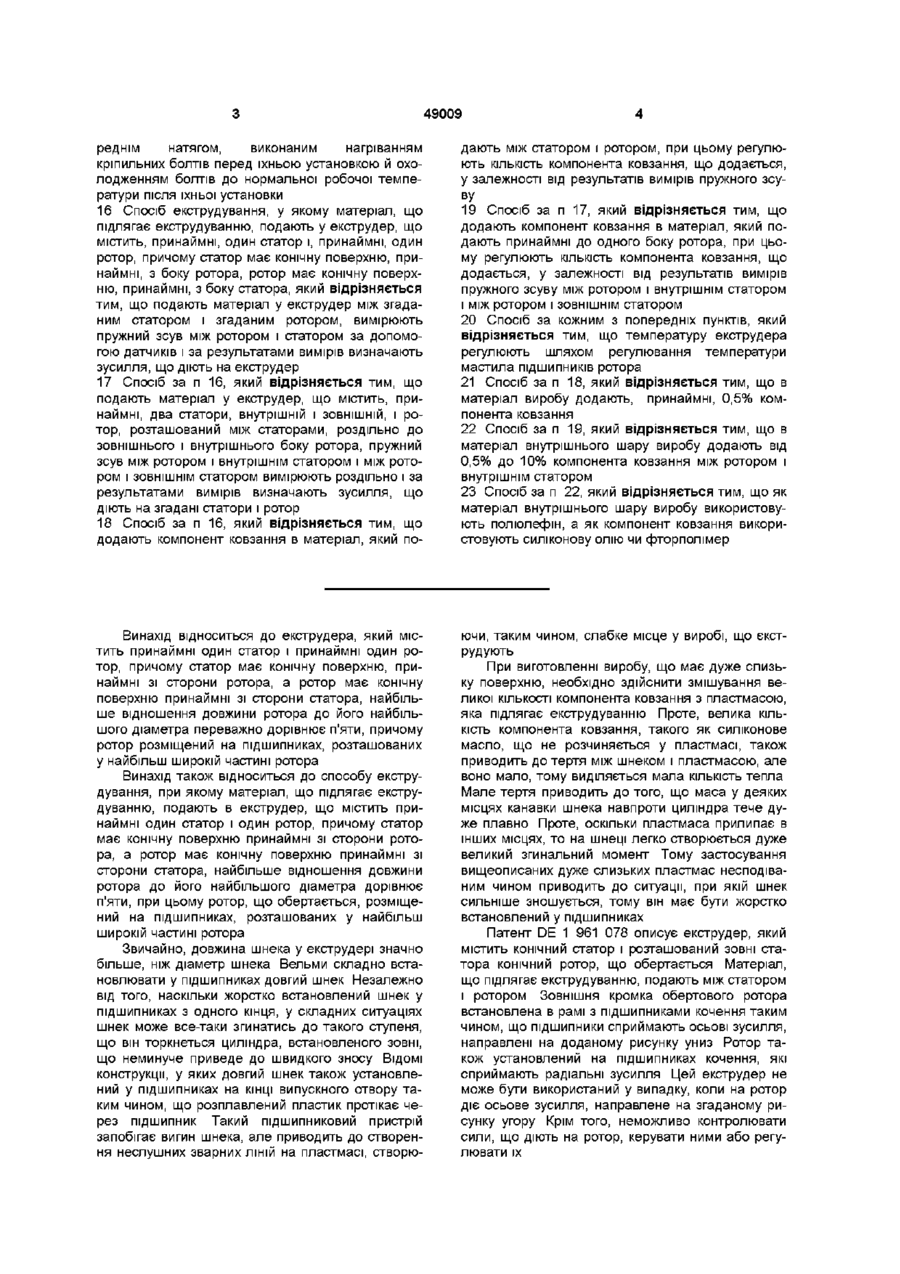
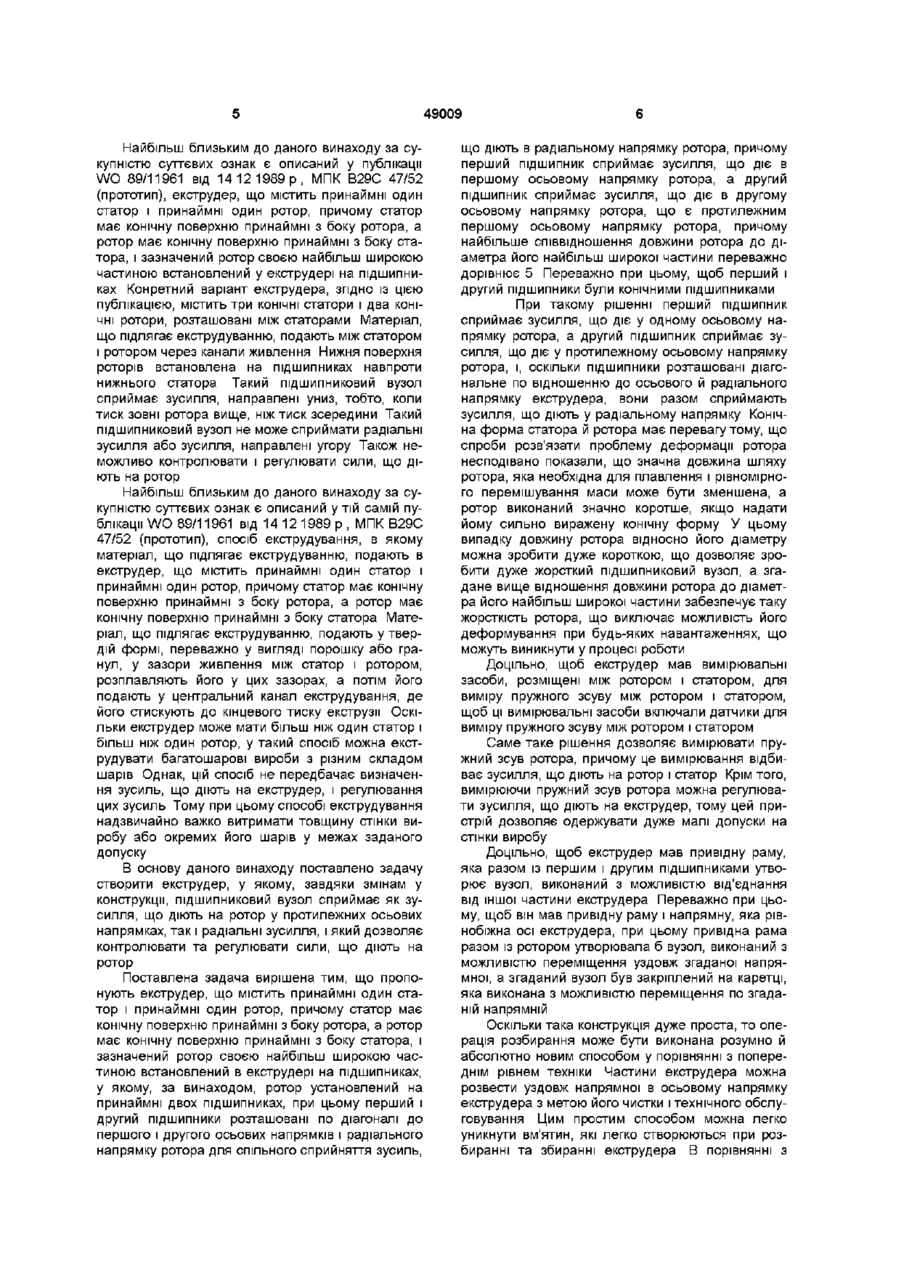
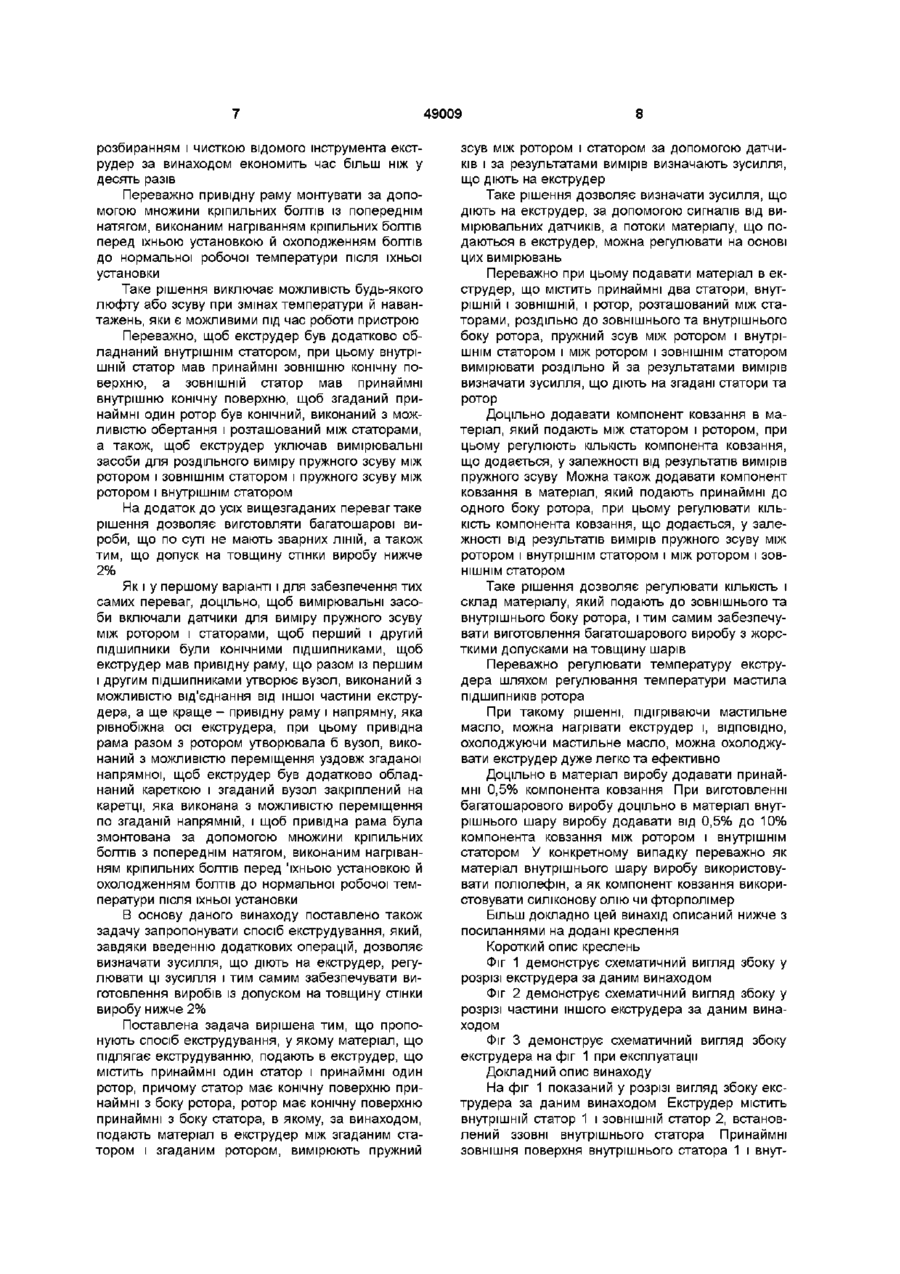
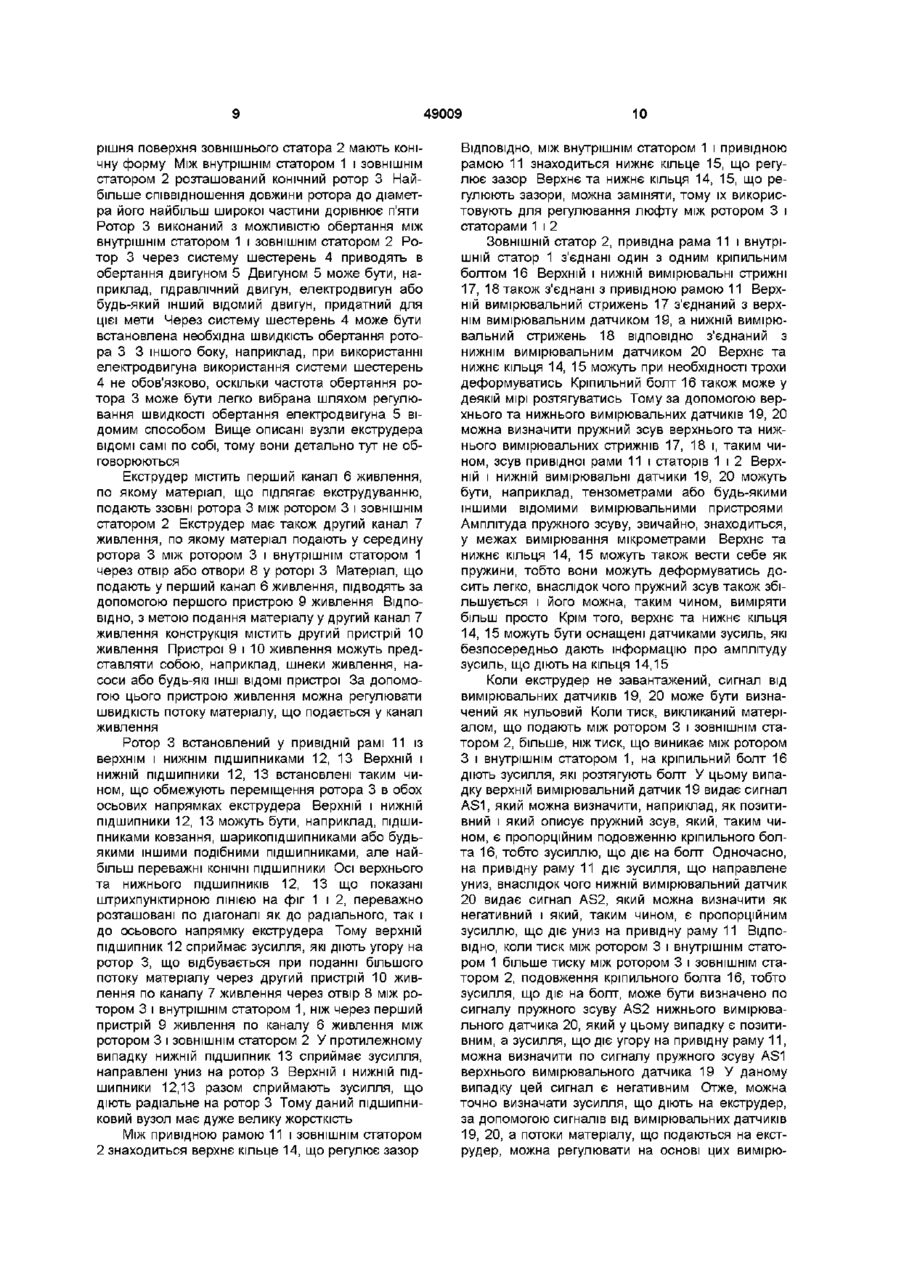
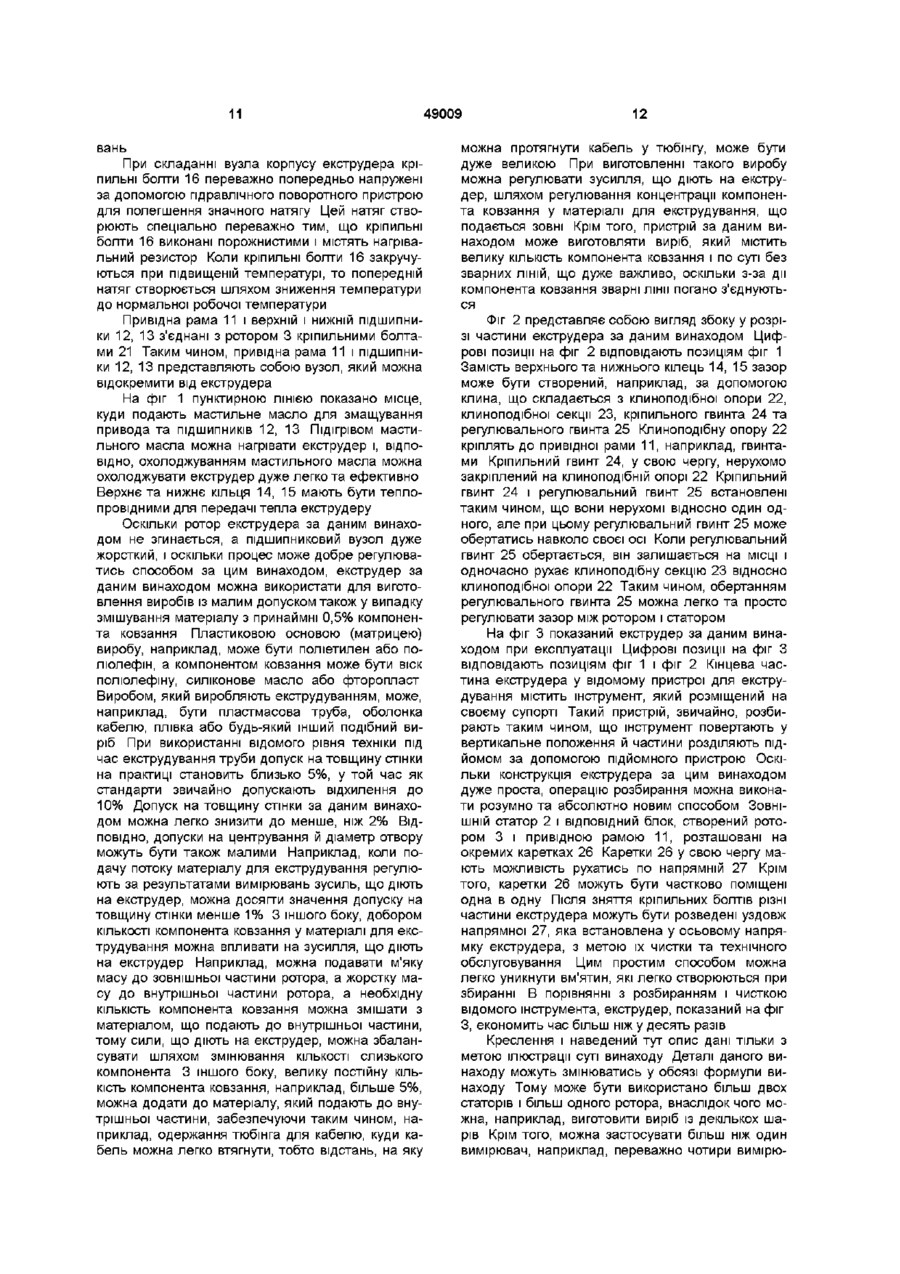
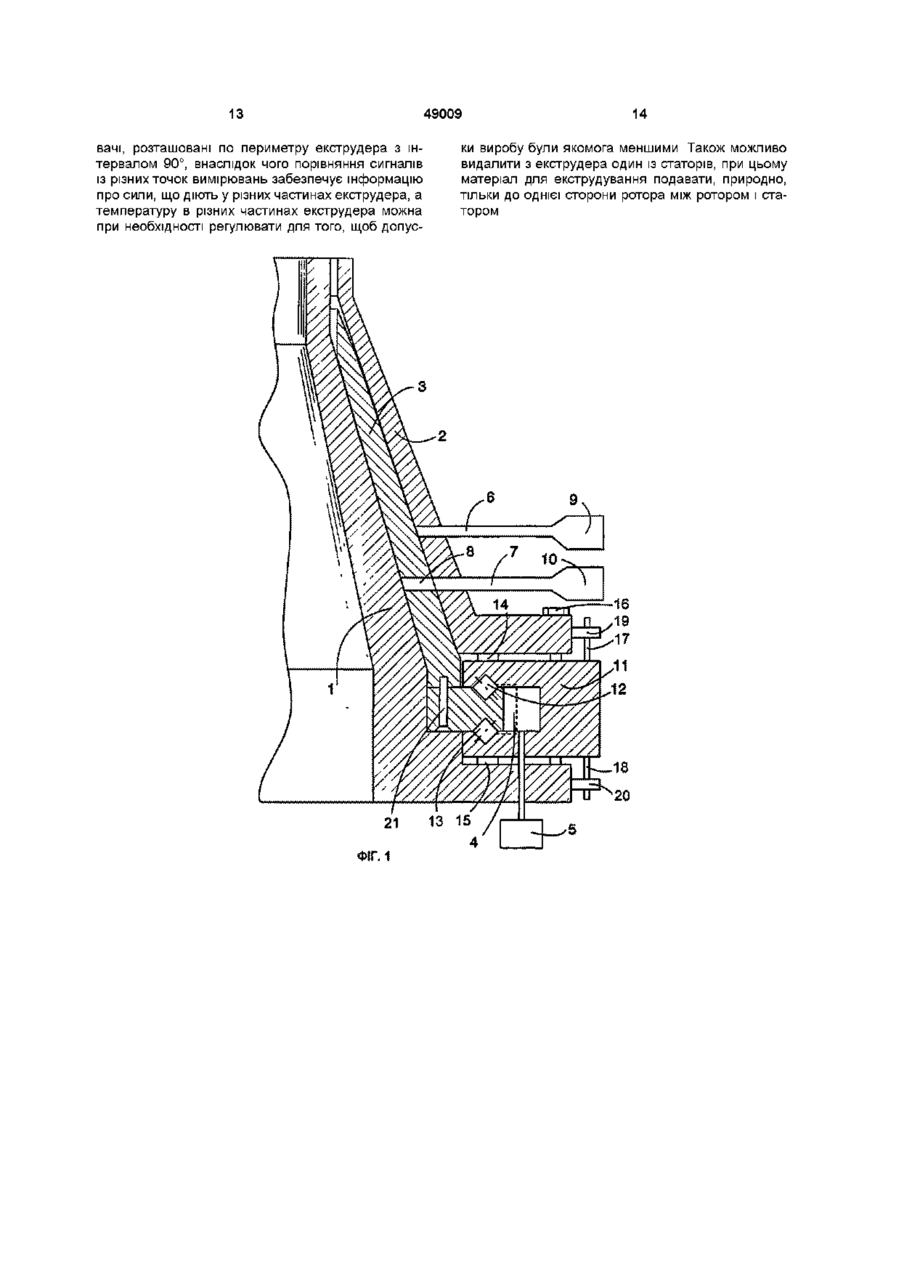
1 Екструдер, що містить, принаймні, один статор і, принаймні, один ротор, причому статор має конічну поверхню, принаймні, з боку ротора, а ротор має конічну поверхню, принаймні, з боку статора, найбільше співвідношення довжини ротора до діаметра його найбільш широкої частини переважно дорівнює 5, і зазначений ротор своєю найбільш широкою частиною встановлений у екструдері на підшипниках, який відрізняється тим, що ротор установлений на, принаймні, двох підшипниках, при цьому перший і другий підшипники розташовані по діагоналі до першого і другого осьових напрямків і радіального напрямку ротора для спільного сприйняття зусиль, що діють у радіальному напрямку ротора, причому перший підшипник сприймає зусилля, що діє в першому осьовому напрямку ротора, а другий підшипник сприймає зусилля, що діє в другому осьовому напрямку ротора, що є протилежним першому осьовому напрямку ротора 2 Екструдер за п 1, який відрізняється тим, що містить вимірювальні засоби, розміщені між ротором і статором, для виміру пружного зсуву між ротором і статором 3 Екструдер за п 2, який відрізняється тим, що вимірювальні засоби включають датчики для виміру пружного зсуву між ротором і статором 4 Екструдер за п 1, який відрізняється тим, що перший і другий підшипники є конічними підшипниками 5 Екструдер за п 1, який відрізняється тим, що містить привідну раму, яка разом з першим і другим підшипниками утворює вузол, виконаний з можливістю від'єднання від іншої частини екструдера 6 Екструдер за п 1, який відрізняється тим, що містить привідну раму і напрямну, яка рівнобіжна осі екструдера, при цьому привідна рама разом з ротором утворює вузол, виконаний з можливістю переміщення уздовж згаданої напрямної 7 Екструдер за п 6, який відрізняється тим, що згаданий вузол закріплений на каретці, яка виконана з можливістю переміщення по згаданій напрямній 8 Екструдер за кожним з пп 5-7, який відрізняється тим, що привідна рама змонтована за допомогою множини кріпильних болтів з попереднім натягом, виконаним нагріванням кріпильних болтів перед їхньою установкою й охолодженням болтів до нормальної робочої температури після їхньої установки 9 Екструдер за п 1, який відрізняється тим, що додатково обладнаний внутрішнім статором, при цьому внутрішній статор має, принаймні, зовнішню конічну поверхню, а ЗОВНІШНІЙ статор має, принаймні, внутрішню конічну поверхню, що згаданий принаймні один ротор є конічний, виконаний з можливістю обертання і розташований між статорами, а також тим, що включає вимірювальні засоби для роздільного виміру пружного зсуву між ротором і ЗОВНІШНІМ статором і пружного зсуву між ротором і внутрішнім статором 10 Екструдер за п 9, який відрізняється тим, що вимірювальні засоби включають датчики для виміру пружного зсуву між ротором і статорами 11 Екструдер за п 9, який відрізняється тим, що перший і другий підшипники є конічними підшипниками 12 Екструдер за п 9, який відрізняється тим, що містить привідну раму, що разом з першим і другим підшипниками утворює вузол, виконаний з можливістю від'єднання від іншої частини екструдера 13 Экструдер за п 9, який відрізняється тим, що містить привідну раму і напрямну, яка рівнобіжна осі екструдера, при цьому привідна рама разом з ротором утворює вузол, виконаний з можливістю переміщення уздовж згаданої напрямної 14 Екструдер за п 13, який відрізняється тим, що додатково обладнаний кареткою і згаданий вузол закріплений на каретці, яка виконана з можливістю переміщення по згаданій напрямній 15 Екструдер за кожним з пп 12-14, який відрізняється тим, що привідна рама змонтована за допомогою множини кріпильних болтів з попе О о о 49009 реднім натягом, виконаним нагріванням кріпильних болтів перед їхньою установкою й охолодженням болтів до нормальної робочої температури після їхньої установки 16 Спосіб екструдування, у якому матеріал, що підлягає екструдуванню, подають у екструдер, що містить, принаймні, один статор і, принаймні, один ротор, причому статор має конічну поверхню, принаймні, з боку ротора, ротор має конічну поверхню, принаймні, з боку статора, який відрізняється тим, що подають матеріал у екструдер між згаданим статором і згаданим ротором, вимірюють пружний зсув між ротором і статором за допомогою датчиків і за результатами вимірів визначають зусилля, що діють на екструдер 17 Спосіб за п 16, який відрізняється тим, що подають матеріал у екструдер, що містить, принаймні, два статори, внутрішній і ЗОВНІШНІЙ, І ротор, розташований між статорами, роздільно до зовнішнього і внутрішнього боку ротора, пружний зсув між ротором і внутрішнім статором і між ротором і ЗОВНІШНІМ статором вимірюють роздільно і за результатами вимірів визначають зусилля, що діють на згадані статори і ротор 18 Спосіб за п 16, який відрізняється тим, що додають компонент ковзання в матеріал, який по дають між статором і ротором, при цьому регулюють КІЛЬКІСТЬ компонента ковзання, що додається, у залежності від результатів вимірів пружного зсуву 19 Спосіб за п 17, який відрізняється тим, що додають компонент ковзання в матеріал, який подають принаймні до одного боку ротора, при цьому регулюють КІЛЬКІСТЬ компонента ковзання, що додається, у залежності від результатів вимірів пружного зсуву між ротором і внутрішнім статором і між ротором і ЗОВНІШНІМ статором 20 Спосіб за кожним з попередніх пунктів, який відрізняється тим, що температуру екструдера регулюють шляхом регулювання температури мастила ПІДШИПНИКІВ ротора 21 Спосіб за п 18, який відрізняється тим, що в матеріал виробу додають, принаймні, 0,5% компонента ковзання 22 Спосіб за п 19, який відрізняється тим, що в матеріал внутрішнього шару виробу додають від 0,5% до 10% компонента ковзання між ротором і внутрішнім статором 23 Спосіб за п 22, який відрізняється тим, що як матеріал внутрішнього шару виробу використовують полюлефін, а як компонент ковзання використовують силіконову олію чи фторполімер Винахід відноситься до екструдера, який містить принаймні один статор і принаймні один ротор, причому статор має конічну поверхню, принаймні зі сторони ротора, а ротор має конічну поверхню принаймні зі сторони статора, найбільше відношення довжини ротора до його найбільшого діаметра переважно дорівнює п'яти, причому ротор розміщений на підшипниках, розташованих у найбільш широкій частині ротора Винахід також відноситься до способу екструдування, при якому матеріал, що підлягає екструдуванню, подають в екструдер, що містить принаймні один статор і один ротор, причому статор має конічну поверхню принаймні зі сторони ротора, а ротор має конічну поверхню принаймні зі сторони статора, найбільше відношення довжини ротора до його найбільшого діаметра дорівнює п'яти, при цьому ротор, що обертається, розміщений на підшипниках, розташованих у найбільш широкій частині ротора Звичайно, довжина шнека у екструдері значно більше, ніж діаметр шнека Вельми складно встановлювати у підшипниках довгий шнек Незалежно від того, наскільки жорстко встановлений шнек у підшипниках з одного кінця, у складних ситуаціях шнек може все-таки згинатись до такого ступеня, що він торкнеться циліндра, встановленого зовні, що неминуче приведе до швидкого зносу ВІДОМІ конструкції, у яких довгий шнек також установлений у підшипниках на КІНЦІ випускного отвору таким чином, що розплавлений пластик протікає через підшипник Такий підшипниковий пристрій запобігає вигин шнека, але приводить до створення неслушних зварних ЛІНІЙ на пластмасі, створю ючи, таким чином, слабке місце у виробі, що єкструдують При виготовленні виробу, що має дуже слизьку поверхню, необхідно здійснити змішування великої КІЛЬКОСТІ компонента ковзання з пластмасою, яка підлягає екструдуванню Проте, велика КІЛЬКІСТЬ компонента ковзання, такого як силіконове масло, що не розчиняється у пластмасі, також приводить до тертя між шнеком і пластмасою, але воно мало, тому виділяється мала КІЛЬКІСТЬ тепла Мале тертя приводить до того, що маса у деяких місцях канавки шнека навпроти циліндра тече дуже плавно Проте, оскільки пластмаса прилипає в інших місцях, то на шнеці легко створюється дуже великий згинальний момент Тому застосування вищеописаних дуже слизьких пластмас несподіваним чином приводить до ситуації, при якій шнек сильніше зношується, тому він має бути жорстко встановлений у підшипниках Патент DE 1 961 078 описує екструдер, який містить конічний статор і розташований зовні статора конічний ротор, що обертається Матеріал, що підлягає екструдуванню, подають між статором і ротором Зовнішня кромка обертового ротора встановлена в рамі з підшипниками кочення таким чином, що підшипники сприймають осьові зусилля, направлені на доданому рисунку униз Ротор також установлений на підшипниках кочення, які сприймають радіальні зусилля Цей екструдер не може бути використаний у випадку, коли на ротор діє осьове зусилля, направлене на згаданому рисунку угору Крім того, неможливо контролювати сили, що діють на ротор, керувати ними або регулювати їх 49009 Найбільш близьким до даного винаходу за сукупністю суттєвих ознак є описаний у публікації WO89/11961 від 14 12 1989 р. МПК В29С 47/52 (прототип), екструдер, що містить принаймні один статор і принаймні один ротор, причому статор має конічну поверхню принаймні з боку ротора, а ротор має конічну поверхню принаймні з боку статора, і зазначений ротор своєю найбільш широкою частиною встановлений у екструдері на підшипниках Конретний варіант екструдера, згідно із цією публікацією, містить три КОНІЧНІ статори і два КОНІЧНІ ротори, розташовані між статорами Матеріал, що підлягає екструдуванню, подають між статором і ротором через канали живлення Нижня поверхня роторів встановлена на підшипниках навпроти нижнього статора Такий підшипниковий вузол сприймає зусилля, направлені униз, тобто, коли тиск зовні ротора вище, ніж тиск зсередини Такий підшипниковий вузол не може сприймати радіальні зусилля або зусилля, направлені угору Також неможливо контролювати і регулювати сили, що діють на ротор Найбільш близьким до даного винаходу за сукупністю суттєвих ознак є описаний у тій самій публікації WO 89/11961 від 14 12 1989 р , МПК В29С 47/52 (прототип), спосіб екструдування, в якому матеріал, що підлягає екструдуванню, подають в екструдер, що містить принаймні один статор і принаймні один ротор, причому статор має конічну поверхню принаймні з боку ротора, а ротор має конічну поверхню принаймні з боку статора Матеріал, що підлягає екструдуванню, подають у твердій формі, переважно у вигляді порошку або гранул, у зазори живлення між статор і ротором, розплавляють його у цих зазорах, а потім його подають у центральний канал екструдування, де його стискують до кінцевого тиску екструзії Оскільки екструдер може мати більш ніж один статор і більш ніж один ротор, у такий спосіб можна екструдувати багатошарові вироби з різним складом шарів Однак, цій спосіб не передбачає визначення зусиль, що діють на екструдер, і регулювання цих зусиль Тому при цьому способі екструдування надзвичайно важко витримати товщину стінки виробу або окремих його шарів у межах заданого допуску В основу даного винаходу поставлено задачу створити екструдер, у якому, завдяки змінам у конструкції, підшипниковий вузол сприймає як зусилля, що діють на ротор у протилежних осьових напрямках, так і радіальні зусилля, і який дозволяє контролювати та регулювати сили, що діють на ротор Поставлена задача вирішена тим, що пропонують екструдер, що містить принаймні один статор і принаймні один ротор, причому статор має конічну поверхню принаймні з боку ротора, а ротор має конічну поверхню принаймні з боку статора, і зазначений ротор своєю найбільш широкою частиною встановлений в екструдері на підшипниках, у якому, за винаходом, ротор установлений на принаймні двох підшипниках, при цьому перший і другий підшипники розташовані по діагоналі до першого і другого осьових напрямків і радіального напрямку ротора для спільного сприйняття зусиль, що діють в радіальному напрямку ротора, причому перший підшипник сприймає зусилля, що діє в першому осьовому напрямку ротора, а другий підшипник сприймає зусилля, що діє в другому осьовому напрямку ротора, що є протилежним першому осьовому напрямку ротора, причому найбільше співвідношення довжини ротора до діаметра його найбільш широкої частини переважно дорівнює 5 Переважно при цьому, щоб перший і другий підшипники були конічними підшипниками При такому рішенні перший підшипник сприймає зусилля, що діє у одному осьовому напрямку ротора, а другий підшипник сприймає зусилля, що діє у протилежному осьовому напрямку ротора, і, оскільки підшипники розташовані діагональне по відношенню до осьового й радіального напрямку екструдера, вони разом сприймають зусилля, що діють у радіальному напрямку Конічна форма статора й ротора має перевагу тому, що спроби розв'язати проблему деформації ротора несподівано показали, що значна довжина шляху ротора, яка необхідна для плавлення і рівномірного перемішування маси може бути зменшена, а ротор виконаний значно коротше, якщо надати йому сильно виражену конічну форму У цьому випадку довжину ротора відносно його діаметру можна зробити дуже короткою, що дозволяє зробити дуже жорсткий підшипниковий вузол, а згадане вище відношення довжини ротора до діаметра його найбільш широкої частини забезпечує таку жорсткість ротора, що виключає можливість його деформування при будь-яких навантаженнях, що можуть виникнути у процесі роботи Доцільно, щоб екструдер мав вимірювальні засоби, розміщені між ротором і статором, для виміру пружного зсуву між ротором і статором, щоб ці вимірювальні засоби включали датчики для виміру пружного зсуву між ротором і статором Саме таке рішення дозволяє вимірювати пружний зсув ротора, причому це вимірювання відбиває зусилля, що діють на ротор і статор Крім того, вимірюючи пружний зсув ротора можна регулювати зусилля, що діють на екструдер, тому цей пристрій дозволяє одержувати дуже малі допуски на стінки виробу Доцільно, щоб екструдер мав привідну раму, яка разом із першим і другим підшипниками утворює вузол, виконаний з можливістю від'єднання від іншої частини екструдера Переважно при цьому, щоб він мав привідну раму і напрямну, яка рівнобіжна осі екструдера, при цьому привідна рама разом із ротором утворювала б вузол, виконаний з можливістю переміщення уздовж згаданої напрямної, а згаданий вузол був закріплений на каретці, яка виконана з можливістю переміщення по згаданій напрямній Оскільки така конструкція дуже проста, то операція розбирання може бути виконана розумно й абсолютно новим способом у порівнянні з попереднім рівнем техніки Частини екструдера можна розвести уздовж напрямної в осьовому напрямку екструдера з метою його чистки і технічного обслуговування Цим простим способом можна легко уникнути вм'ятин, які легко створюються при розбиранні та збиранні екструдера В порівнянні з 49009 розбиранням і чисткою відомого інструмента екструдер за винаходом економить час більш ніж у десять разів Переважно привідну раму монтувати за допомогою множини кріпильних болтів із попереднім натягом, виконаним нагріванням кріпильних болтів перед їхньою установкою й охолодженням болтів до нормальної робочої температури після їхньої установки Таке рішення виключає можливість будь-якого люфту або зсуву при змінах температури й навантажень, яки є можливими під час роботи пристрою Переважно, щоб екструдер був додатково обладнаний внутрішнім статором, при цьому внутрішній статор мав принаймні зовнішню конічну поверхню, а ЗОВНІШНІЙ статор мав принаймні внутрішню конічну поверхню, щоб згаданий принаймні один ротор був конічний, виконаний з можливістю обертання і розташований між статорами, а також, щоб екструдер уключав вимірювальні засоби для роздільного виміру пружного зсуву між ротором і ЗОВНІШНІМ статором і пружного зсуву між ротором і внутрішнім статором На додаток до усіх вищезгаданих переваг таке рішення дозволяє виготовляти багатошарові вироби, що по суті не мають зварних ЛІНІЙ, а також тим, що допуск на товщину стінки виробу нижче 2% Як і у першому варіанті і для забезпечення тих самих переваг, доцільно, щоб вимірювальні засоби включали датчики для виміру пружного зсуву між ротором і статорами, щоб перший і другий підшипники були конічними підшипниками, щоб екструдер мав привідну раму, що разом із першим і другим підшипниками утворює вузол, виконаний з можливістю від'єднання від іншої частини екструдера, а ще краще - привідну раму і напрямну, яка рівнобіжна осі екструдера, при цьому привідна рама разом з ротором утворювала б вузол, виконаний з можливістю переміщення уздовж згаданої напрямної, щоб екструдер був додатково обладнаний кареткою і згаданий вузол закріплений на каретці, яка виконана з можливістю переміщення по згаданій напрямній, і щоб привідна рама була змонтована за допомогою множини кріпильних болтів з попереднім натягом, виконаним нагріванням кріпильних болтів перед 'їхньою установкою й охолодженням болтів до нормальної робочої температури після їхньої установки В основу даного винаходу поставлено також задачу запропонувати спосіб екструдування, який, завдяки введенню додаткових операцій, дозволяє визначати зусилля, що діють на екструдер, регулювати ці зусилля і тим самим забезпечувати виготовлення виробів із допуском на товщину стінки виробу нижче 2% Поставлена задача вирішена тим, що пропонують спосіб екструдування, у якому матеріал, що підлягає екструдуванню, подають в екструдер, що містить принаймні один статор і принаймні один ротор, причому статор має конічну поверхню принаймні з боку ротора, ротор має конічну поверхню принаймні з боку статора, в якому, за винаходом, подають матеріал в екструдер між згаданим статором і згаданим ротором, вимірюють пружний зсув між ротором і статором за допомогою датчиків і за результатами вимірів визначають зусилля, що діють на екструдер Таке рішення дозволяє визначати зусилля, що діють на екструдер, за допомогою сигналів від вимірювальних датчиків, а потоки матеріалу, що подаються в екструдер, можна регулювати на основі цих вимірювань Переважно при цьому подавати матеріал в екструдер, що містить принаймні два статори, внутрішній і ЗОВНІШНІЙ, і ротор, розташований між статорами, роздільно до зовнішнього та внутрішнього боку ротора, пружний зсув між ротором і внутрішнім статором і між ротором і ЗОВНІШНІМ статором вимірювати роздільно й за результатами вимірів визначати зусилля, що діють на згадані статори та ротор Доцільно додавати компонент ковзання в матеріал, який подають між статором і ротором, при цьому регулюють КІЛЬКІСТЬ компонента ковзання, що додається, у залежності від результатів вимірів пружного зсуву Можна також додавати компонент ковзання в матеріал, який подають принаймні до одного боку ротора, при цьому регулювати КІЛЬКІСТЬ компонента ковзання, що додається, у залежності від результатів вимірів пружного зсуву між ротором і внутрішнім статором і між ротором і ЗОВНІШНІМ статором Таке рішення дозволяє регулювати КІЛЬКІСТЬ І склад матеріалу, який подають до зовнішнього та внутрішнього боку ротора, і тим самим забезпечувати виготовлення багатошарового виробу з жорсткими допусками на товщину шарів Переважно регулювати температуру екструдера шляхом регулювання температури мастила ПІДШИПНИКІВ ротора При такому рішенні, підігріваючи мастильне масло, можна нагрівати екструдер і, ВІДПОВІДНО, охолоджуючи мастильне масло, можна охолоджувати екструдер дуже легко та ефективно Доцільно В матеріал виробу додавати принаймні 0,5% компонента ковзання При виготовленні багатошарового виробу доцільно в матеріал внутрішнього шару виробу додавати від 0,5% до 10% компонента ковзання між ротором і внутрішнім статором У конкретному випадку переважно як матеріал внутрішнього шару виробу використовувати полюлефін, а як компонент ковзання використовувати силіконову олію чи фторполімер Більш докладно цей винахід описаний нижче з посиланнями на додані креслення Короткий опис креслень Фіг 1 демонструє схематичний вигляд збоку у розрізі екструдера за даним винаходом Фіг 2 демонструє схематичний вигляд збоку у розрізі частини іншого екструдера за даним винаходом Фіг 3 демонструє схематичний вигляд збоку екструдера на фіг 1 при експлуатації Докладний опис винаходу На фіг 1 показаний у розрізі вигляд збоку екструдера за даним винаходом Екструдер містить внутрішній статор 1 і ЗОВНІШНІЙ статор 2, встановлений ззовні внутрішнього статора Принаймні зовнішня поверхня внутрішнього статора 1 і внут 49009 рішня поверхня зовнішнього статора 2 мають конічну форму Між внутрішнім статором 1 і ЗОВНІШНІМ статором 2 розташований конічний ротор 3 Найбільше співвідношення довжини ротора до діаметра його найбільш широкої частини дорівнює п'яти Ротор 3 виконаний з можливістю обертання між внутрішнім статором 1 і ЗОВНІШНІМ статором 2 Ротор 3 через систему шестерень 4 приводять в обертання двигуном 5 Двигуном 5 може бути, наприклад, гідравлічний двигун, електродвигун або будь-який інший відомий двигун, придатний для цієї мети Через систему шестерень 4 може бути встановлена необхідна швидкість обертання ротора З З іншого боку, наприклад, при використанні електродвигуна використання системи шестерень 4 не обов'язково, оскільки частота обертання ротора 3 може бути легко вибрана шляхом регулювання швидкості обертання електродвигуна 5 відомим способом Вище описані вузли екструдера ВІДОМІ самі по собі, тому вони детально тут не обговорюються Екструдер містить перший канал 6 живлення, по якому матеріал, що підлягає екструдуванню, подають ззовні ротора 3 між ротором 3 і ЗОВНІШНІМ статором 2 Екструдер має також другий канал 7 живлення, по якому матеріал подають у середину ротора 3 між ротором 3 і внутрішнім статором 1 через отвір або отвори 8 у роторі 3 Матеріал, що подають у перший канал 6 живлення, підводять за допомогою першого пристрою 9 живлення ВІДПОВІДНО, з метою подання матеріалу у другий канал 7 живлення конструкція містить другий пристрій 10 живлення Пристрої 9 і 10 живлення можуть представляти собою, наприклад, шнеки живлення, насоси або будь-які ІНШІ ВІДОМІ пристрої За допомогою цього пристрою живлення можна регулювати швидкість потоку матеріалу, що подається у канал живлення Ротор 3 встановлений у привідній рамі 11 із верхнім і нижнім підшипниками 12, 13 Верхній і нижній підшипники 12, 13 встановлені таким чином, що обмежують переміщення ротора 3 в обох осьових напрямках екструдера Верхній і нижній підшипники 12, 13 можуть бути, наприклад, підшипниками ковзання, шарикопідшипниками або будьякими іншими подібними підшипниками, але найбільш переважні КОНІЧНІ підшипники Осі верхнього та нижнього ПІДШИПНИКІВ 12, 13 що показані штрихпунктирною ЛІНІЄЮ на фіг 1 і 2, переважно розташовані по діагоналі як до радіального, так і до осьового напрямку екструдера Тому верхній підшипник 12 сприймає зусилля, які діють угору на ротор 3, що відбувається при поданні більшого потоку матеріалу через другий пристрій 10 живлення по каналу 7 живлення через отвір 8 між ротором 3 і внутрішнім статором 1, ніж через перший пристрій 9 живлення по каналу 6 живлення між ротором 3 і ЗОВНІШНІМ статором 2 У протилежному випадку нижній підшипник 13 сприймає зусилля, направлені униз на ротор 3 Верхній і нижній підшипники 12,13 разом сприймають зусилля, що діють радіальне на ротор 3 Тому даний підшипниковий вузол має дуже велику жорсткість Між привідною рамою 11 і ЗОВНІШНІМ статором 2 знаходиться верхнє кільце 14, що регулює зазор 10 ВІДПОВІДНО, МІЖ внутрішнім статором 1 і привідною рамою 11 знаходиться нижнє кільце 15, що регулює зазор Верхнє та нижнє кільця 14, 15, що регулюють зазори, можна заміняти, тому їх використовують для регулювання люфту між ротором 3 і статорами 1 і 2 ЗОВНІШНІЙ статор 2, привідна рама 11 і внутрішній статор 1 з'єднані один з одним кріпильним болтом 16 Верхній і нижній вимірювальні стрижні 17, 18 також з'єднані з привідною рамою 11 Верхній вимірювальний стрижень 17 з'єднаний з верхнім вимірювальним датчиком 19, а нижній вимірювальний стрижень 18 ВІДПОВІДНО з'єднаний з нижнім вимірювальним датчиком 20 Верхнє та нижнє кільця 14, 15 можуть при необхідності трохи деформуватись Кріпильний болт 16 також може у деякій мірі розтягуватись Тому за допомогою верхнього та нижнього вимірювальних датчиків 19, 20 можна визначити пружний зсув верхнього та нижнього вимірювальних стрижнів 17, 18 і, таким чином, зсув привідної рами 11 і статорів 1 і 2 Верхній і нижній вимірювальні датчики 19, 20 можуть бути, наприклад, тензометрами або будь-якими іншими відомими вимірювальними пристроями Амплітуда пружного зсуву, звичайно, знаходиться, у межах вимірювання мікрометрами Верхнє та нижнє кільця 14, 15 можуть також вести себе як пружини, тобто вони можуть деформуватись досить легко, внаслідок чого пружний зсув також збільшується і його можна, таким чином, виміряти більш просто Крім того, верхнє та нижнє кільця 14, 15 можуть бути оснащені датчиками зусиль, які безпосередньо дають інформацію про амплітуду зусиль, що діють на кільця 14,15 Коли екструдер не завантажений, сигнал від вимірювальних датчиків 19, 20 може бути визначений як нульовий Коли тиск, викликаний матеріалом, що подають між ротором 3 і ЗОВНІШНІМ статором 2, більше, ніж тиск, що виникає між ротором З і внутрішнім статором 1, на кріпильний болт 16 діють зусилля, які розтягують болт У цьому випадку верхній вимірювальний датчик 19 видає сигнал AS1, який можна визначити, наприклад, як позитивний і який описує пружний зсув, який, таким чином, є пропорційним подовженню кріпильного болта 16, тобто зусиллю, що діє на болт Одночасно, на привідну раму 11 діє зусилля, що направлене униз, внаслідок чого нижній вимірювальний датчик 20 видає сигнал AS2, який можна визначити як негативний і який, таким чином, є пропорційним зусиллю, що діє униз на привідну раму 11 ВІДПОВІДНО, коли тиск між ротором 3 і внутрішнім статором 1 більше тиску між ротором 3 і ЗОВНІШНІМ статором 2, подовження кріпильного болта 16, тобто зусилля, що діє на болт, може бути визначено по сигналу пружного зсуву AS2 нижнього вимірювального датчика 20, який у цьому випадку є позитивним, а зусилля, що діє угору на привідну раму 1 1 , можна визначити по сигналу пружного зсуву AS1 верхнього вимірювального датчика 19 У даному випадку цей сигнал є негативним Отже, можна точно визначати зусилля, що діють на екструдер, за допомогою сигналів від вимірювальних датчиків 19, 20, а потоки матеріалу, що подаються на екструдер, можна регулювати на основі цих вимірю 11 вань При складанні вузла корпусу екструдера кріпильні болти 16 переважно попередньо напружені за допомогою гідравлічного поворотного пристрою для полегшення значного натягу Цей натяг створюють спеціально переважно тим, що кріпильні болти 16 виконані порожнистими і містять нагрівальний резистор Коли кріпильні болти 16 закручуються при підвищеній температурі, то попередній натяг створюється шляхом зниження температури до нормальної робочої температури Привідна рама 11 і верхній і нижній підшипники 12, 13 з'єднані з ротором 3 кріпильними болтами 21 Таким чином, привідна рама 11 і підшипники 12, 13 представляють собою вузол, який можна відокремити від екструдера На фіг 1 пунктирною ЛІНІЄЮ показано місце, куди подають мастильне масло для змащування привода та ПІДШИПНИКІВ 12, 13 Підігрівом мастильного масла можна нагрівати екструдер і, ВІДПОВІДНО, охолоджуванням мастильного масла можна охолоджувати екструдер дуже легко та ефективно Верхнє та нижнє кільця 14, 15 мають бути теплопровідними для передачі тепла екструдеру Оскільки ротор екструдера за даним винаходом не згинається, а підшипниковий вузол дуже жорсткий, і оскільки процес може добре регулюватись способом за цим винаходом, екструдер за даним винаходом можна використати для виготовлення виробів із малим допуском також у випадку змішування матеріалу з принаймні 0,5% компонента ковзання Пластиковою основою (матрицею) виробу, наприклад, може бути поліетилен або полюлефін, а компонентом ковзання може бути віск полюлефіну, силіконове масло або фторопласт Виробом, який виробляють екструдуванням, може, наприклад, бути пластмасова труба, оболонка кабелю, плівка або будь-який інший подібний виріб При використанні відомого рівня техніки під час екструдування труби допуск на товщину стінки на практиці становить близько 5%, у той час як стандарти звичайно допускають відхилення до 10% Допуск на товщину стінки за даним винаходом можна легко знизити до менше, ніж 2% ВІДПОВІДНО, допуски на центрування й діаметр отвору можуть бути також малими Наприклад, коли подачу потоку матеріалу для екструдування регулюють за результатами вимірювань зусиль, що діють на екструдер, можна досягти значення допуску на товщину стінки менше 1% 3 іншого боку, добором КІЛЬКОСТІ компонента ковзання у матеріалі для екструдування можна впливати на зусилля, що діють на екструдер Наприклад, можна подавати м'яку масу до зовнішньої частини ротора, а жорстку масу до внутрішньої частини ротора, а необхідну КІЛЬКІСТЬ компонента ковзання можна змішати з матеріалом, що подають до внутрішньої частини, тому сили, що діють на екструдер, можна збалансувати шляхом змінювання КІЛЬКОСТІ СЛИЗЬКОГО компонента 3 іншого боку, велику постійну КІЛЬКІСТЬ компонента ковзання, наприклад, більше 5%, можна додати до матеріалу, який подають до внутрішньої частини, забезпечуючи таким чином, наприклад, одержання тюбінга для кабелю, куди кабель можна легко втягнути, тобто відстань, на яку 49009 12 можна протягнути кабель у тюбінгу, може бути дуже великою При виготовленні такого виробу можна регулювати зусилля, що діють на екструдер, шляхом регулювання концентрації компонента ковзання у матеріалі для екструдування, що подається зовні Крім того, пристрій за даним винаходом може виготовляти виріб, який містить велику КІЛЬКІСТЬ компонента ковзання і по суті без зварних ЛІНІЙ, що дуже важливо, оскільки з-за дії компонента ковзання зварні лінії погано з'єднуються Фіг 2 представляє собою вигляд збоку у розрізі частини екструдера за даним винаходом Цифрові позиції на фіг 2 відповідають позиціям фіг 1 Замість верхнього та нижнього кілець 14, 15 зазор може бути створений, наприклад, за допомогою клина, що складається з клиноподібної опори 22, клиноподібної секції 23, кріпильного гвинта 24 та регулювального гвинта 25 Клиноподібну опору 22 кріплять до привідної рами 11, наприклад, гвинтами Кріпильний гвинт 24, у свою чергу, нерухомо закріплений на клиноподібній опорі 22 Кріпильний гвинт 24 і регулювальний гвинт 25 встановлені таким чином, що вони нерухомі відносно один одного, але при цьому регулювальний гвинт 25 може обертатись навколо своєї осі Коли регулювальний гвинт 25 обертається, він залишається на МІСЦІ І одночасно рухає клиноподібну секцію 23 відносно клиноподібної опори 22 Таким чином, обертанням регулювального гвинта 25 можна легко та просто регулювати зазор між ротором і статором На фіг 3 показаний екструдер за даним винаходом при експлуатації Цифрові позиції на фіг З відповідають позиціям фіг 1 і фіг 2 Кінцева частина екструдера у відомому пристрої для екструдування містить інструмент, який розміщений на своєму супорті Такий пристрій, звичайно, розбирають таким чином, що інструмент повертають у вертикальне положення й частини розділяють підйомом за допомогою підйомного пристрою Оскільки конструкція екструдера за цим винаходом дуже проста, операцію розбирання можна виконати розумно та абсолютно новим способом ЗОВНІШНІЙ статор 2 і ВІДПОВІДНИЙ блок, створений ротором 3 і привідною рамою 11, розташовані на окремих каретках 26 Каретки 26 у свою чергу мають можливість рухатись по напрямній 27 Крім того, каретки 26 можуть бути частково поміщені одна в одну Після ЗНЯТТЯ кріпильних болтів різні частини екструдера можуть бути розведені уздовж напрямної 27, яка встановлена у осьовому напрямку екструдера, з метою їх чистки та технічного обслуговування Цим простим способом можна легко уникнути вм'ятин, які легко створюються при збиранні В порівнянні з розбиранням і чисткою відомого інструмента, екструдер, показаний на фіг З, економить час більш ніж у десять разів Креслення і наведений тут опис дані тільки з метою ілюстрації суті винаходу Деталі даного винаходу можуть змінюватись у обсязі формули винаходу Тому може бути використано більш двох статорів і більш одного ротора, внаслідок чого можна, наприклад, виготовити виріб із декількох шарів Крім того, можна застосувати більш ніж один вимірювач, наприклад, переважно чотири вимірю 49009 13 вачі, розташовані по периметру екструдера з інтервалом 90°, внаслідок чого порівняння сигналів із різних точок вимірювань забезпечує інформацію про сили, що діють у різних частинах екструдера, а температуру в різних частинах екструдера можна при необхідності регулювати для того, щоб допус 14 ки виробу були якомога меншими Також можливо видалити з екструдера один із статорів, при цьому матеріал для екструдування подавати, природно, тільки до однієї сторони ротора між ротором і статором 16 11 ФІГ. 1 49009 15 16 11 ФІГ. 2 26 ФІГ. З ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюExtruder and method for extrusion
Назва патенту російськоюЭкструдер и способ экструдирования
МПК / Мітки
МПК: B29C 47/38
Мітки: спосіб, екструдер, екструдування
Код посилання
<a href="https://ua.patents.su/8-49009-ekstruder-i-sposib-ekstruduvannya.html" target="_blank" rel="follow" title="База патентів України">Екструдер і спосіб екструдування</a>
Черв’ячний екструдер для переробки композиційних матеріалів
Номер патенту: 48713
Опубліковано: 15.08.2002
Автори: Сокольський Олександр Леонідович, Сівецький Володимир Іванович, Каток Ксенія Валеріївна
МПК: B29C 47/36
Мітки: черв'ячний, екструдер, матеріалів, переробки, композиційних
Формула / Реферат:
Черв'ячний екструдер для переробки композиційних матеріалів, що містить корпус з встановленими в ньому змішувальними штифтами, розміщений в корпусі черв'як з нарізкою, переривистою в зоні розміщення штифтів, який відрізняється тим, що штифти встановлені з можливістю переміщення вздовж осі екструдера.
Екструдер з термообробкою для виробництва біополімерів(варіанти) і спосіб екструдування біополімерів з термообробкою(варіанти)
Номер патенту: 48113
Опубліковано: 15.08.2002
Автор: Шааф Хайнц
МПК: B29C 47/00, B30B 11/22, A23P 1/10
Мітки: екструдер, термообробкою, екструдування, біополімерів(варіанти, виробництва, термообробкою(варіанти, спосіб, біополімерів
Формула / Реферат:
1. Экструдер с термообработкой для производства биополимеров, включающий установленные на цилиндре экструдера загрузочную воронку, по меньшей мере один шнек, а также сопло, отличающийся тем, что имеет, по меньшей мере, один лопаточный насос, расположенный между шнеком и соплом, причем каждый лопаточный насос состоит из одной матрицы или пластины с отверстиями, по меньшей мере, одного связанного с ней лопаточного элемента с лопатками, причем...
Каскадний екструдер
Номер патенту: 33761
Опубліковано: 15.02.2001
Автори: Мікульонок Ігор Олегович, Лукач Юрій Юхимович, Сезонов Максим Вікторович
МПК: B29C 47/36
Текст:
...плунжера 9, який проходить крізь стінку 10 розплавопроводу 6. Кожний з підпружинених плунжерів обладнано регулювальною гайкою 11. Екструдер працює таким чином. Гранульований або порошкоподібний полімерний матеріал крізь завантажувальну воронку 3 надходить у робочий зазор 5 дискового розплавлювача 1. Під дією зсувного деформування в робочому зазорі 5 між корпусом 2 і обертовим диском 4 полімер плавиться і у вигляді розплаву крізь...
Екструдер для перероблення термопластичних матеріалів
Номер патенту: 1241
Опубліковано: 15.05.2002
Автори: Біденко Василь Дмитрович, Лукач Юрій Юхимович, Бондаренко Володимир Миколайович, Сезонов Максим Вікторович, Мікульонок Ігор Олегович
МПК: B29C 47/58, B29C 47/76
Мітки: термопластичних, перероблення, матеріалів, екструдер
Формула / Реферат:
1. Екструдер для перероблення термопластичних матеріалів, що містить корпус з розташованим в його порожнині з можливістю обертання щонайменше одним черв'яком з ущільнювальним елементом, що розділяє порожнину корпуса на дві частини, сполучені одна з одною за допомогою масопроводу з вхідним і вихідним каналами, а також виконаний у корпусі між зазначеними каналами дегазаційний отвір, який відрізняється тим, що корпус по довжині виконано...
Спосіб складання електричної машини
Номер патенту: 13110
Опубліковано: 28.02.1997
Автори: Жуков Анатолій Олександрович, Габзевіч Юрій Володимирович
МПК: H02K 5/16, H02K 15/00
Мітки: машини, електричної, складання, спосіб
Формула / Реферат:
(57) Способ сборки электрической машины, согласно которому устанавливают ротор и статор, закрепляют чашеобразные подшипниковые щиты и формируют воздушный зазор с помощью технологических прокладок, отличающийся тем, что технологические прокладки размещают равномерно по окружности в зазоре между статором и ротором, а после закрепления подшипниковых щитов с волнообразной торцевой поверхностью осуществляют осевое обжатие электрической машины и...
Попередній патент: Спосіб гранулювання (варіанти) та гранулятор (варіанти)
Наступний патент: Тримач для перенесення предметів (варіанти)
Випадковий патент: Теплова труба