Лінія для виробництва погонажних виробів з полімернаповнених матеріалів та пристрій для екструдування
Формула / Реферат
1. Лінія для виробництва погонажних виробів з полімернаповнених матеріалів, яка містить станину, на якій в технологічній послідовності змонтовані і зв'язані між собою екструзійна головка, що оснащена черв'ячним пресом і живильником, розплавлювач полімерного матеріалу, пристрій для екструдування, а також охолоджуючий, тягнучий, різальний та намотувальний пристрої, яка відрізняється тим, що на станині додатково змонтовані щонайменш одна екструзійна головка, що оснащена живильником і черв'ячним пресом, і зв'язаний з екструзійними головками пристрій для екструдування.
2. Лінія за п.1, яка відрізняється тим, що на ній додатково змонтовані кілька екструзійних головок, кожна з яких оснащена живильником і черв'ячним пресом і зв'язана з пристроєм для екструдування.
3. Лінія за п.1 або п.2, яка відрізняється тим, що кількість додаткових екструзійних головок відповідає кількості шарів виробу.
4. Лінія за кожним з пп. 1-3, яка відрізняється тим, що екструзійні головки змонтовані з можливістю зміни положення відносно пристрою для екструдування.
5. Пристрій для екструдування для виробництва погонажних виробів полімернаповненних матеріалів, що містить корпус, який має зв'язані між собою центральні впускний та випускний канали і розташований в випускному каналі робочий орган, який відрізняється тим, що в корпусі виконані додаткові кільцеві канали, які з'єднані з центральним каналом.
6. Пристрій для екструдування за п. 5, який відрізняється тим, що кожний канал оснащений регулювальним кільцем.
Текст
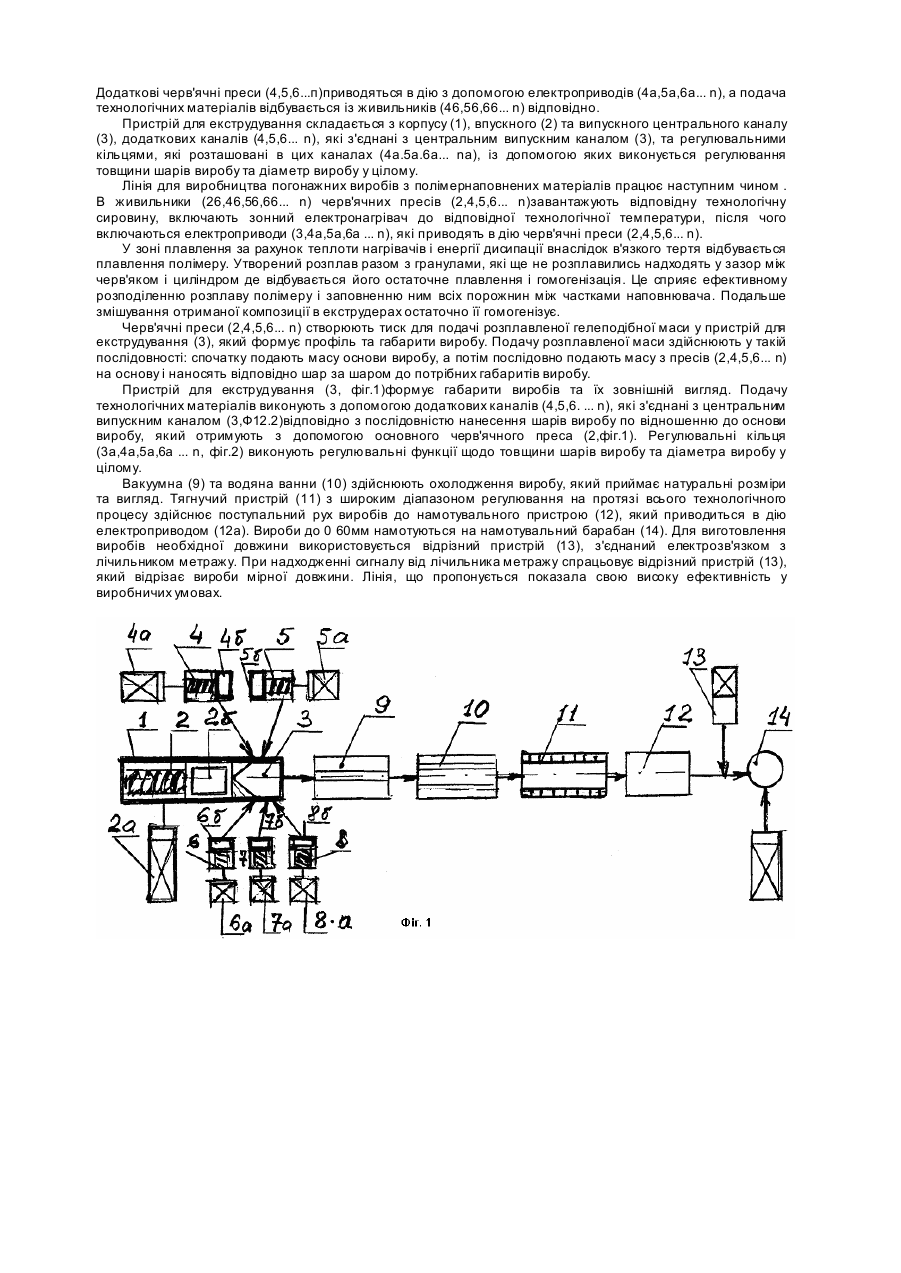
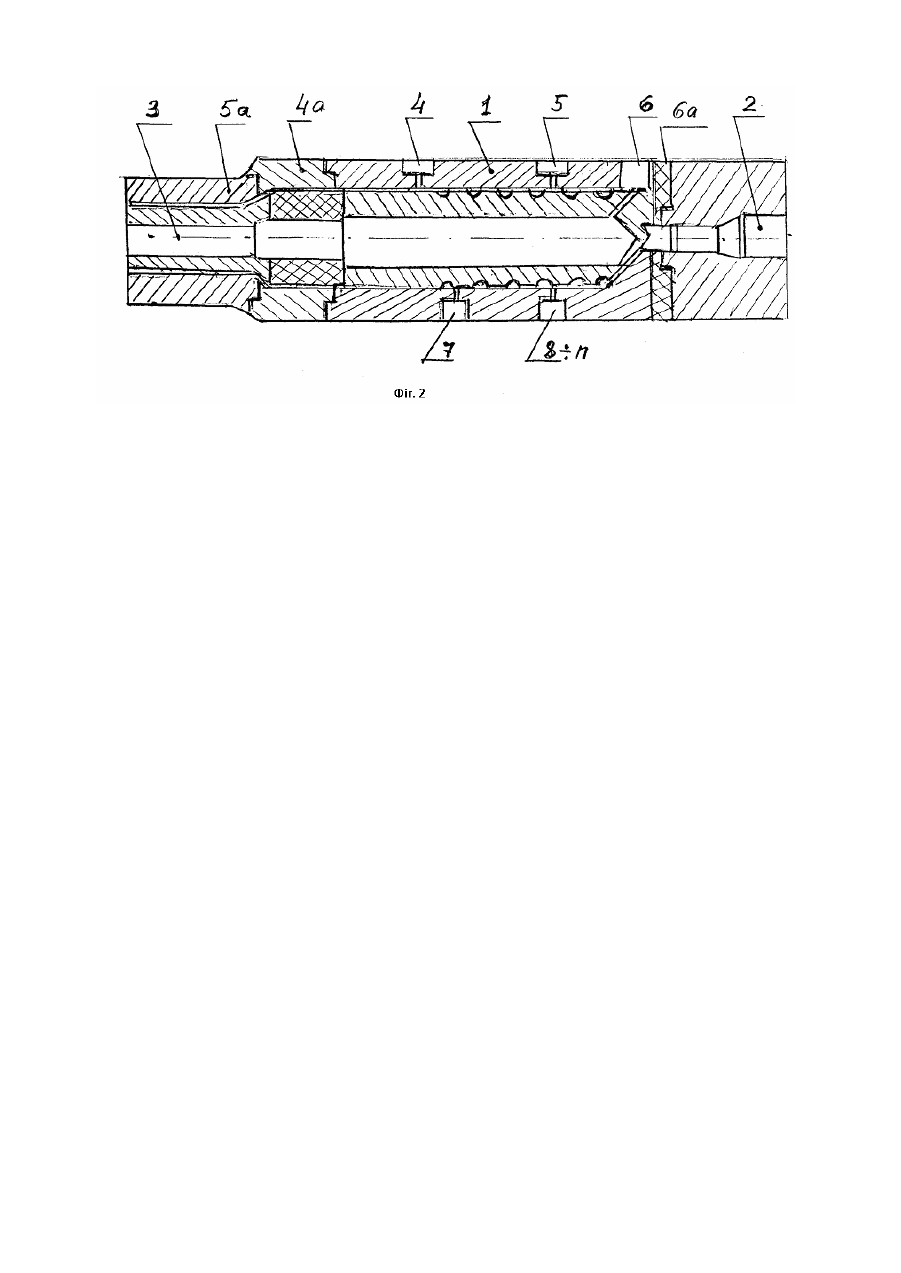
Винахід належить до обладнання для переробки пластичних мас і до технологічних ліній та пристроїв для екструдування погонажних виробів з полімернаповненних матеріалів. Найбільше розповсюдження у виробництві полімернаповненних композиційних матеріалів і виробів з них набули лінії на основі різноманітних екструдерів одно-двочерв'ячних, дискових, тощо. Такі лінії, незважаючи на їх меншу продуктивність (порівняно, наприклад, з вальцово-коландровими лініями), відрізняються універсальністю і високою якістю одержуваної продукції. Так відома лінія для виробництва полімернаповненних композиційних матеріалів, яка містить екструдер-змішувач, а також формуючий, охолодний, тягнучий і різальний пристрої (заявка Японії № 43750, МПК В 24D 11/00). У цій лінії для одержання композиції гранульованого полімеру і зерен наповнювача використовується окремий змішувач, що ускладнює її експлуатацію. Крім того, надходження в екструдер сухої суміші полімер -наповнювача зменшує швидкість плавлення полімеру, підвищує час перебування суміші в екструдері, що призводить до збільшення габаритів останнього, а також сприяє інтенсивному зношуванню робочих органів екструдерів в зоні дозування. Найбільш близькою за технічною суттю до запропонованого технічного рішення є лінія для виробництва погонажних виробів з полімернаповненних матеріалів (Заявка Японії № 51-750, МПК В 24D в 3/28-1976р.), що містить розплавлювач полімерного матеріалу, який з'єднано з допомогою розплавопроводу з екструдером-змішувачем, обладнаним живильником наповнювача, а також формуючий, охолодний, тягнучий та різальний пристрої. Порівняно з аналогом, ця лінія забезпечує кращі умови плавлення полімеру, а подача наповнювача в екструдер-змішувач одночасно з розплавом полімеру зменшує зношування циліндра та шнека екструдера через занурення абразивних частинок наповнювача у в'язкий розплав. Проте надходження наповнювача і розплаву полімеру в екструдер-змішувач під атмосферним тиском зменшує ефективність їх змішування або зовсім не змочує частинок наповнювача. Крім того, використання черв'ячного екструдера як розплавлювача полімеру значно збільшує габарити лінії в цілому. Крім цього, недоліком прототипу лінії для виробництва погонажних виробів з полімернаповненних матеріалів є також можливість виготовлення тільки одношарових виробів з однорідних матеріалів або з суміші матеріалів і неможливість за один цикл отримати багатошарові вироби. За прототип пристрою для екструдування прийнято пристрій (заявка Росії № 93014479/05 від 19.03.1993р., МПК В 29С 47/12,47/30). Пристрій має корпус, впускний та випускний канали і в якому з боку випускного каналу виконано 2 ряди, каналів, що взаємо перетинаються, для формування сотових однорідних виробів. Недоліком прототипу пристрою є неможливість одночасно подати згідно з технологією різних за своїми фізичними властивостями матеріалів та відсутність можливості регулювання габаритних розмірів виробів. Крім цього, конструкція прототипу не дає можливості виготовлення багатошарових виробів. В основу винаходу покладено завдання: створити таку лінію для виробництва погонажних виробів з полімернаповненних матеріалів в якій шляхом додавання додаткових вузлів для екструдування досягається можливість створення багатошарових виробів. В основу винаходу покладено, також, завдання створити такий пристрій для екструдування, у якому шляхом виконання додаткових каналів досягається можливість подавати на робочий орган кілька різних компонентів і одержувати багатошаровий виріб. Кількість додаткових екструзійних головок та додаткових черв'ячних пресів відповідає кількості шарів виробу, а порядок їх взаємного розташування відповідає послідовності нанесенню шарів виробу. Пристрій для екструдування виконано з додатковими кільцевими каналами, які обладнані регулювальними кільцями розташованими в кільцевих каналах, кількість яких відповідає кількості шарів виробу. Для вирішення завдання запропонована лінія для виробництва погонажних виробів з полімернаповненних матеріалів, яка містить станину, на якій в технологічній послідовності змонтовані і зв'язані між собою екструзійна головка, що оснащена черв'ячним пресом і живильником, розплавлювач полімерного матеріалу, пристрій для екструдування, а також охолоджуючий, тягнучий, різальний та намотувальний пристрої, у якій, згідно з винаходом, на станині додатково змонтовані, щонайменш одна єкструзійна головка, що оснащена живильником і черв'ячним пресом і зв'язаний з екструзійними головками пристрій для екструдування. В переважному варіанті на станині додатково змонтовані кілька єкструзійних головок, кожна з яких оснащена живильником і черв'ячним пресом, і зв'язана з пристроєм для екструдування, причому їх кількість відповідає кількості шарів виробу. Для можливості технологічної зміни порядку подання матеріалів без додаткового очищення робочих органів, екструзійні головки змонтовані з можливістю зміни положення відносно пристрою для екструдування. Для вирішення завдання запропонований, також, пристрій для екструдування для виробництва погонажних виробів полімернаповненних матеріалів, що містить корпус, який має зв'язані між собою центральні впускний та випускний канали і розташований в випускному каналі робочий орган, в корпусі якого, згідно з винаходом, виконані додаткові кільцеві канали, які з'єднані з центральним каналом. Для можливості регулювання кількості подання матеріалів, кожний канал оснащений регулювальним кільцем. Лінія для виробництва погонажних виробів складається із станини (1), основного черв'ячного преса (2), який включає в себе черв'як з черв'ячним циліндром, електропривод (2а), живильник (26), пристрій для екструдування (3) закріплені на станині (1) та додаткових черв'ячних пресів (4,5,6...n), з'єднаних з пристроєм для екструдування (3) та установлених на станині (1), у послідовності подачі технологічних матеріалів для отримання багатошарових виробів. Додаткові черв'ячні преси (4,5,6... n), з'єднані з пристроєм для екструдування (3) та установлені на станині (1), у послідовності подачі технологічних матеріалів для отримання багатошарових виробів. Додаткові черв'ячні преси (4,5,6...п)приводяться в дію з допомогою електроприводів (4а,5а,6а... n), а подача технологічних матеріалів відбувається із живильників (46,56,66... n) відповідно. Пристрій для екструдування складається з корпусу (1), впускного (2) та випускного центрального каналу (3), додаткових каналів (4,5,6... n), які з'єднані з центральним випускним каналом (3), та регулювальними кільцями, які розташовані в цих каналах (4a.5a.6a... nа), із допомогою яких виконується регулювання товщини шарів виробу та діаметр виробу у цілому. Лінія для виробництва погонажних виробів з полімернаповнених матеріалів працює наступним чином . В живильники (26,46,56,66... n) черв'ячних пресів (2,4,5,6... n)завантажують відповідну технологічну сировину, включають зонний електронагрівач до відповідної технологічної температури, після чого включаються електроприводи (3,4а,5а,6а ... n), які приводять в дію черв'ячні преси (2,4,5,6... n). У зоні плавлення за рахунок теплоти нагрівачів і енергії дисипації внаслідок в'язкого тертя відбувається плавлення полімеру. Утворений розплав разом з гранулами, які ще не розплавились надходять у зазор між черв'яком і циліндром де відбувається його остаточне плавлення і гомогенізація. Це сприяє ефективному розподіленню розплаву полімеру і заповненню ним всіх порожнин між частками наповнювача. Подальше змішування отриманої композиції в екструдерах остаточно її гомогенізує. Черв'ячні преси (2,4,5,6... n) створюють тиск для подачі розплавленої гелеподібної маси у пристрій для екструдування (3), який формує профіль та габарити виробу. Подачу розплавленої маси здійснюють у такій послідовності: спочатку подають масу основи виробу, а потім послідовно подають масу з пресів (2,4,5,6... n) на основу і наносять відповідно шар за шаром до потрібних габаритів виробу. Пристрій для екструдування (3, фіг.1)формує габарити виробів та їх зовнішній вигляд. Подачу технологічних матеріалів виконують з допомогою додаткових каналів (4,5,6. ... n), які з'єднані з центральним випускним каналом (3,Ф12.2)відповідно з послідовністю нанесення шарів виробу по відношенню до основи виробу, який отримують з допомогою основного черв'ячного преса (2,фіг.1). Регулювальні кільця (3а,4а,5а,6а ... n, фіг.2) виконують регулювальні функції щодо товщини шарів виробу та діаметра виробу у цілому. Вакуумна (9) та водяна ванни (10) здійснюють охолодження виробу, який приймає натуральні розміри та вигляд. Тягнучий пристрій (11) з широким діапазоном регулювання на протязі всього технологічного процесу здійснює поступальний рух виробів до намотувального пристрою (12), який приводиться в дію електроприводом (12а). Вироби до 0 60мм намотуються на намотувальний барабан (14). Для виготовлення виробів необхідної довжини використовується відрізний пристрій (13), з'єднаний електрозв'язком з лічильником метражу. При надходженні сигналу від лічильника метражу спрацьовує відрізний пристрій (13), який відрізає вироби мірної довжини. Лінія, що пропонується показала свою високу ефективність у виробничих умовах.
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for production of molded parts of polymer-filled materials and extruding device
Назва патенту російськоюЛиния для производства погонажных изделий из полимернаполненных материалов и устройство для экструдирования
МПК / Мітки
МПК: B30B 11/22, B29C 47/36, B29C 47/00
Мітки: матеріалів, полімернаповнених, пристрій, лінія, виробництва, виробів, екструдування, погонажних
Код посилання
<a href="https://ua.patents.su/3-63832-liniya-dlya-virobnictva-pogonazhnikh-virobiv-z-polimernapovnenikh-materialiv-ta-pristrijj-dlya-ekstruduvannya.html" target="_blank" rel="follow" title="База патентів України">Лінія для виробництва погонажних виробів з полімернаповнених матеріалів та пристрій для екструдування</a>
Лінія для виробництва листових і погонажних виробів з полімернаповнених композиційних матеріалів
Номер патенту: 31011
Опубліковано: 15.12.2000
Автори: Мікульонок Ігор Олегович, Магазій Петро Миколайович, Лукач Юрій Юхимович, Рябцев Геннадій Леонідович
МПК: B29C 47/00
Мітки: композиційних, погонажних, виробів, матеріалів, лінія, виробництва, полімернаповнених, листових
Текст:
...приєднання розплавопроводу до екструдера-змішувача між живиль ником наповнювача і формуючим пристроєм. Гранульований або порошкоподібний полімерний матеріал надходить у розплавлювач (черв'ячно-дисковий екструдер), після чого під тиском (величина якого регулюється залежно від фізико-механічних властивостей наповнювача) надходить в об'єм наповнювача, який транспортується черв'яками екструдера-змішувача. При цьому розплав полімера, який...
Лінія для виробництва листових і погонажних виробів з полімернаповнених композиційних матеріалів
Номер патенту: 31919
Опубліковано: 15.12.2000
Автори: Мікульонок Ігор Олегович, Лукач Юрій Юхимович, Сезонов Максим Вікторович, Суханов Володимир Петрович
МПК: B29C 47/00
Мітки: виробництва, виробів, листових, погонажних, полімернаповнених, композиційних, матеріалів, лінія
Текст:
...зменшенню габаритів розплавліовача й ефективному плавлению полімеру й гомогенізації його розплаву. Після розплавлювана полімерного матеріалу останній під тиском (величина якого регулюється залежмо від фізико-механічних властивостей компонентів утворюваної суміші) надходить в об'єм наповнювача, який транспортується черв'яками екструдера-змішувача. При цьому розплав полімеру, який надходить в об'єм наповнювача під тиском, легко та ефективно...
Екструдер для переробки термопластів і універсальна модульна лінія для виробництва плівки, гранул і погонажних виробів з термопластів
Номер патенту: 60258
Опубліковано: 15.09.2003
Автори: Багінський Олег Євгенійович, Неєлов Володимир Іванович, Єрухімович Михайло Олександрович
МПК: B29C 47/00
Мітки: погонажних, універсальна, виробництва, гранул, виробів, плівки, екструдер, модульна, лінія, термопластів, переробки
Формула / Реферат:
1. Екструдер для переробки термопластів, що включає корпус, завантажувальний пристрій, шнек, зону живлення, зону стиснення, зону змішування, перемішуючий пристрій зі змішувальними елементами, зону дозування і головку шнека, який відрізняється тим, що змішувальні елементи і головка шнека виконані змінними, при співвідношенні довжини головки і діаметра 5-7,5:1.2. Екструдер для переробки термопластів по п. 1, який відрізняється тим, що...
Універсальна потокова лінія для виробництва виробів із природного або штучного каменю
Номер патенту: 58623
Опубліковано: 15.08.2003
Автори: Шендеровіч Яков Єфімовіч, Кайма Ананій Васільєвіч
Мітки: каменю, виробництва, виробів, універсальна, штучного, потокова, природного, лінія
Формула / Реферат:
1. Універсальна автоматизована потокова лінія для виробництва виробів із природного або штучного каменю, що містить розпилювальне і шліфувально-полірувальне устаткування, замкнутий транспортер для міжопераційного переміщення заготовок природного каменю, установлених на кінематично зв'язаних із транспортером вагонетках, і механізм зсуву заготовок на заздалегідь задану величину товщини виробу, яка відрізняється тим, що транспортер для...
Пристрій для виготовлення погонажних виробів
Номер патенту: 24158
Опубліковано: 07.07.1998
Автори: Тарабрін Олександр Іванович, Кісаров Ігор Валерійович
МПК: B27N 3/08
Мітки: погонажних, виготовлення, виробів, пристрій
Формула / Реферат:
Устройство для изготовления погонажных изделий, включающее воронку для перерабатываемого материала и прессовую камеру с нагревателем и толкателем, связанным с приводом его перемещения, отличающееся тем, что оно снабжено блоком предварительного формообразования и уплотнения исходных фрагментов изделия, который выполнен в виде горизонтально смонтированного под воронкой питателя с выходным отверстием, соответствующим профилю изделия, и средством...
Попередній патент: Пристрій для добування залізовмісного матеріалу з відвального шлаку
Наступний патент: Спосіб декомпресії жовчних шляхів після холедохотомії
Випадковий патент: Атермолізований чотирикомпонентний об'єктив для інфрачервоної області спектра