Спосіб електродугового наплавлення циліндричних порожнистих небазових чавунних деталей
Номер патенту: 34440
Опубліковано: 11.08.2008
Автори: Лисенко Сергій Володимирович, Бобрицький Віталій Миколайович, Кузик Олександр Володимирович, Молчан Ігор Павлович, Аулін Віктор Васильович, Жулай Олександр Юрійович
Формула / Реферат
Спосіб електродугового наплавлення циліндричних порожнистих небазових чавунних деталей, при якому спрацьовані поверхні поетапно наплавляють електродом, що плавиться, із вуглецевої сталі по гвинтовій траєкторії із частковим переплавленням суміжних валиків, причому зону наплавлення захищають газовим полум'ям із внутрішнім поздовжнім потоком кисню, орієнтуючи його під гострим кутом до електрода, який відрізняється тим, що потік кисню спрямовують у хвостову частину зварювальної ванни під кутом ![]() = 5...8°, охолодження відбувається в навколишньому середовищі, відновлення деталей до номінальних розмірів здійснюється токарною обробкою, електродугове наплавлення проводять при кроці нанесення шва 4...6 мм, витратах кисню і ацетилену в межах 290...380 і 130... 140 л/год. та вильоті пальника 40...45 мм.
= 5...8°, охолодження відбувається в навколишньому середовищі, відновлення деталей до номінальних розмірів здійснюється токарною обробкою, електродугове наплавлення проводять при кроці нанесення шва 4...6 мм, витратах кисню і ацетилену в межах 290...380 і 130... 140 л/год. та вильоті пальника 40...45 мм.
Текст
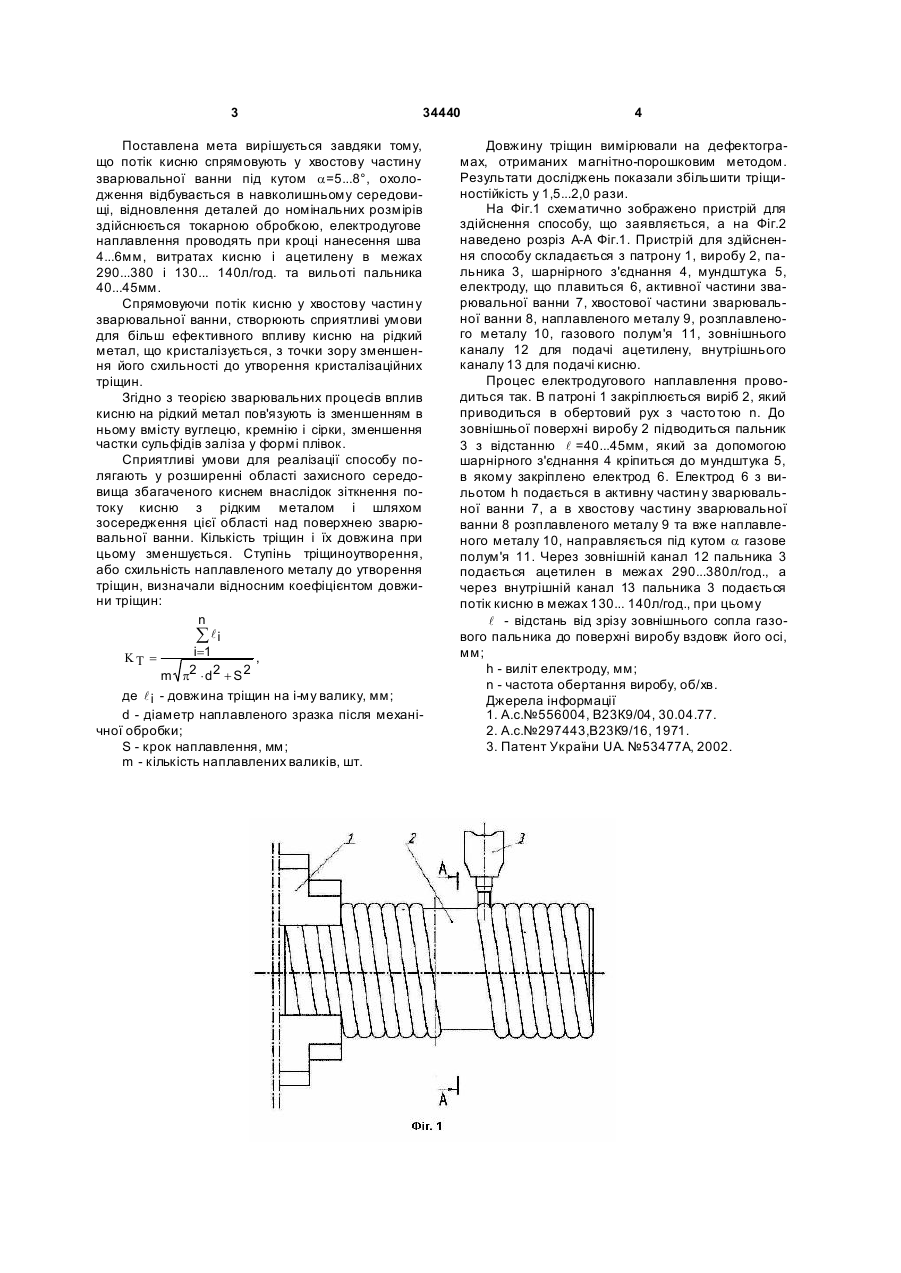
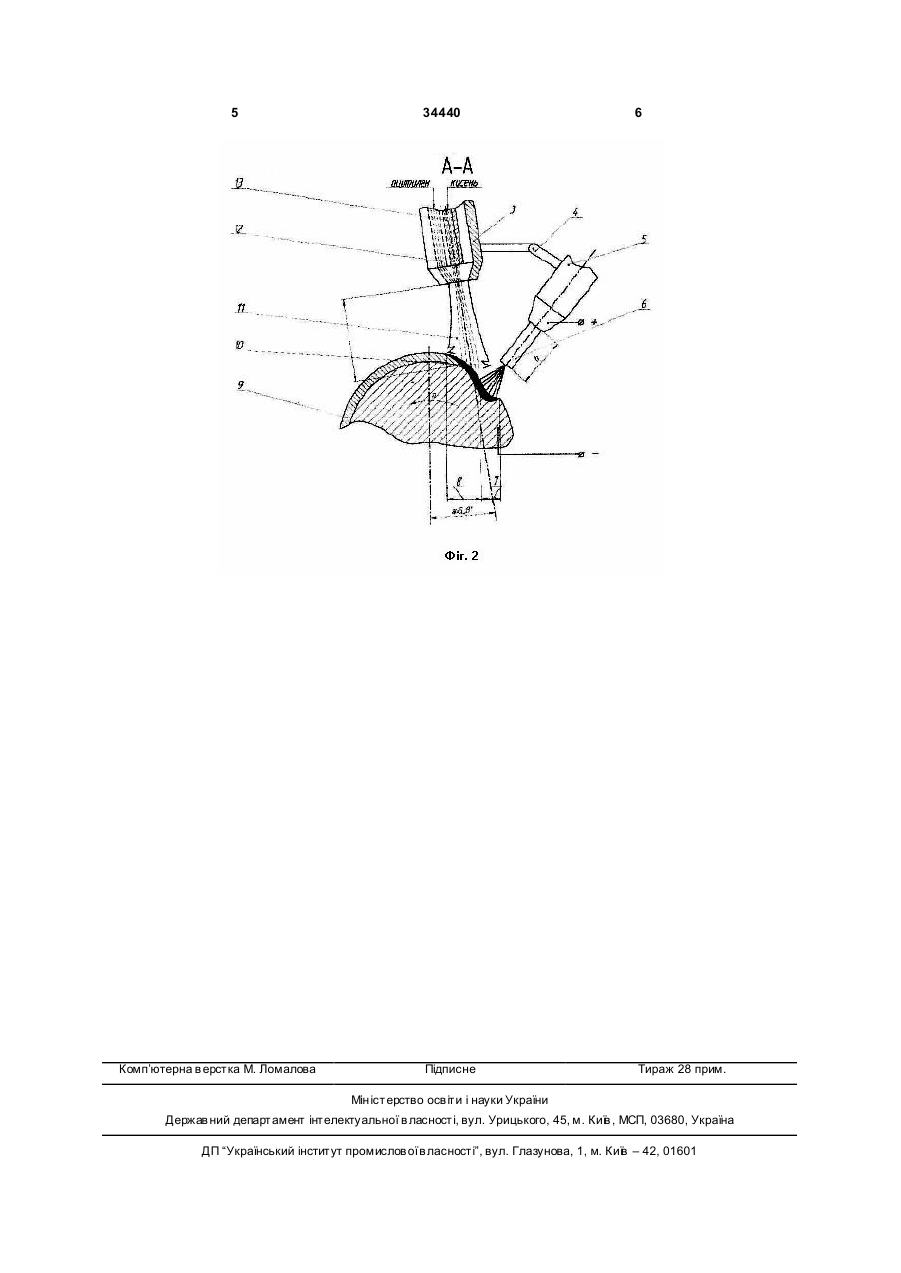
Спосіб електродугового наплавлення циліндричних порожнистих небазових чавунних деталей, при якому спрацьовані поверхні поетапно наплавляють електродом, що плавиться, із вуглецевої 3 34440 Поставлена мета вирішується завдяки тому, що потік кисню спрямовують у хвостову частину зварювальної ванни під кутом a=5...8°, охолодження відбувається в навколишньому середовищі, відновлення деталей до номінальних розмірів здійснюється токарною обробкою, електродугове наплавлення проводять при кроці нанесення шва 4...6мм, витратах кисню і ацетилену в межах 290...380 і 130... 140л/год. та вильоті пальника 40...45мм. Спрямовуючи потік кисню у хвостову частин у зварювальної ванни, створюють сприятливі умови для більш ефективного впливу кисню на рідкий метал, що кристалізується, з точки зору зменшення його схильності до утворення кристалізаційних тріщин. Згідно з теорією зварювальних процесів вплив кисню на рідкий метал пов'язують із зменшенням в ньому вмісту вуглецю, кремнію і сірки, зменшення частки сульфідів заліза у формі плівок. Сприятливі умови для реалізації способу полягають у розширенні області захисного середовища збагаченого киснем внаслідок зіткнення потоку кисню з рідким металом і шляхом зосередження цієї області над поверхнею зварювальної ванни. Кількість тріщин і їх довжина при цьому зменшується. Ступінь тріщиноутворення, або схильність наплавленого металу до утворення тріщин, визначали відносним коефіцієнтом довжини тріщин: n å li i=1 KT = , 2 × d2 + S 2 m p де l i - довжина тріщин на і-му валику, мм; d - діаметр наплавленого зразка після механічної обробки; S - крок наплавлення, мм; m - кількість наплавлених валиків, шт. 4 Довжину тріщин вимірювали на дефектограмах, отриманих магнітно-порошковим методом. Результати досліджень показали збільшити тріщиностійкість у 1,5...2,0 рази. На Фіг.1 схематично зображено пристрій для здійснення способу, що заявляється, а на Фіг.2 наведено розріз А-А Фіг.1. Пристрій для здійснення способу складається з патрону 1, виробу 2, пальника 3, шарнірного з'єднання 4, мундштука 5, електроду, що плавиться 6, активної частини зварювальної ванни 7, хвостової частини зварювальної ванни 8, наплавленого металу 9, розплавленого металу 10, газового полум'я 11, зовнішнього каналу 12 для подачі ацетилену, внутрішнього каналу 13 для подачі кисню. Процес електродугового наплавлення проводиться так. В патроні 1 закріплюється виріб 2, який приводиться в обертовий рух з часто тою n. До зовнішньої поверхні виробу 2 підводиться пальник 3 з відстанню l =40...45мм, який за допомогою шарнірного з'єднання 4 кріпиться до мундштука 5, в якому закріплено електрод 6. Електрод 6 з вильотом h подається в активну частин у зварювальної ванни 7, а в хвостову частину зварювальної ванни 8 розплавленого металу 9 та вже наплавленого металу 10, направляється під кутом a газове полум'я 11. Через зовнішній канал 12 пальника 3 подається ацетилен в межах 290...380л/год., а через внутрішній канал 13 пальника 3 подається потік кисню в межах 130... 140л/год., при цьому l - відстань від зрізу зовнішнього сопла газового пальника до поверхні виробу вздовж його осі, мм; h - виліт електроду, мм; n - частота обертання виробу, об/хв. Джерела інформації 1. А.с.№556004, В23К9/04, 30.04.77. 2. А.с.№297443,В23К9/16, 1971. 3. Патент України UA. №53477А, 2002. 5 Комп’ютерна в ерстка М. Ломалова 34440 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electric arc surfacing of cylindrical hollow non-basic cast iron components
Автори англійськоюAulin Viktor Vasyliovych, Molchan Ihor Pavlovych, Zhulai Oleksandr Yuriiovych, Lysenko Serhii Volodymyrovych, Kuzyk Oleksandr Volodymyrovych, Bobrytskyi Vitalii Mykolaiovych
Назва патенту російськоюСпособ электродуговой наплавки цилиндрических полых небазовых чугунных деталей
Автори російськоюАулин Виктор Васильевич, Молчан Игорь Павлович, Жулай Александр Юрьевич, Лысенко Сергей Владимирович, Кузик Александр Владимирович, Бобрицкий Виталий Николаевич
МПК / Мітки
МПК: B23K 9/04
Мітки: небазових, циліндричних, деталей, спосіб, електродугового, порожнистих, чавунних, наплавлення
Код посилання
<a href="https://ua.patents.su/3-34440-sposib-elektrodugovogo-naplavlennya-cilindrichnikh-porozhnistikh-nebazovikh-chavunnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового наплавлення циліндричних порожнистих небазових чавунних деталей</a>
Спосіб відновлення чавунних циліндричних порожнистих не-базових деталей сільськогосподарської техніки

Номер патенту: 53477
Опубліковано: 15.01.2003
Автори: Кузьміч Ярослав Анатолійович, Моргун Олена Анатоліївна, Василенко Михайло Олександрович
Мітки: не-базових, сільськогосподарсько, чавунних, техніки, деталей, циліндричних, порожнистих, відновлення, спосіб
Формула / Реферат:
1. Спосіб відновлення чавунних циліндричних порожнистих небазових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, який відрізняється тим, що при виконанні поетапного електродугового наплавлення нанесення шва...
Спосіб відновлення і зміцнення циліндричних деталей
Номер патенту: 65092
Опубліковано: 15.03.2004
Автори: Кирильченко Петро Миколайович, Щетинін Сергій Вікторович, Голі-Оглу Володимир Семенович, Климанчук Владислав Владиславович, Бойко Володимир Семенович, Шебаніц Едуард Миколайович
МПК: B23K 9/04
Мітки: спосіб, деталей, відновлення, циліндричних, зміцнення
Формула / Реферат:
Спосіб відновлення і зміцнення циліндричних деталей автоматичним електродуговим наплавленням, який відрізняється тим, що наплавлення виконують при малій погонній енергії, величину якої встановлюють у залежності від діаметра відповідно до виразу:G/V=(2-3)D, МДж/м,де G/V - погонна енергія, МДж/м;D - діаметр деталі, м.
Спосіб електродугового наплавлення чавуну
Номер патенту: 18206
Опубліковано: 15.11.2006
Автори: Щетинін Сергій Вікторович, Щетиніна Віра Іванівна
МПК: B23K 9/18
Мітки: спосіб, чавуну, електродугового, наплавлення
Формула / Реферат:
Спосіб електродугового наплавлення чавуну з попереднім і співпадаючим підігріванням і термічною обробкою після наплавлення, який відрізняється тим, що наплавлення здійснюють зі швидкістю, величину якої встановлюють у залежності від режиму, відповідно до виразу:V=(4,6-5,0)·10-3IU м/г,де I - величина зварювального струму, А;U - величина напруги на дузі, В.
Спосіб електродугового наплавлення
Номер патенту: 75256
Опубліковано: 15.03.2006
Автори: Шебаніц Едуард Миколайович, Воробьов Андрій Олексійович, Халізев Александр Алексеевич, Фентісов Ігор Миколайович, Бойко Володимир Семенович, Щетиніна Віра Іванівна, Климанчук Владислав Владиславович, Кирильченко Петро Миколайович, Щетинін Сергій Вікторович, Голі-Оглу Володимир Семенович
МПК: B23K 9/04
Мітки: електродугового, наплавлення, спосіб
Формула / Реферат:
Спосіб електродугового наплавлення двома автоматами, при якому струмопідвід здійснюють на кінцях деталі і струм тече до кінців в протилежних напрямках, який відрізняється тим, що струмопідвід додатково здійснюють до середини деталі, а величину струму, який тече до середини, встановлюють залежно від величини струму, який тече до кінців, відповідно до виразу:І = (1,3-1,6)І1, А,де І - величина струму, який тече до середини деталі,...
Спосіб електродугового наплавлення
Номер патенту: 83317
Опубліковано: 25.06.2008
Автори: Кирильченко Петро Миколайович, Щетиніна Віра Іванівна, Бойко Володимир Семенович, Щетинін Сергій Вікторович, Климанчук Владислав Владиславович, Пушков Валерій Васильович, Воробьов Андрій Олексійович
Мітки: електродугового, спосіб, наплавлення
Формула / Реферат:
Спосіб електродугового високошвидкісного наплавлення U-подібним стрічковим електродом з прямолінійними ділянками, який відрізняється тим, що легування наплавленого металу здійснюють легуючими елементами, які подають між кромками в області внутрішньої частини стрічки, а довжину прямолінійних ділянок встановлюють у залежності від ширини U-подібної стрічки відповідно до виразу:L = (2,25-2,5) В, мм,де В - ширина U-подібної...