Спосіб виготовлення гвинтової обмотки

Формула / Реферат
1. Спосіб виготовлення гвинтової обмотки, що включає намотування обмотки з витків, кожний з яких містить n паралельних проводів, де n ![]() 3 - ціле число, що утворюють m рядів, де m
3 - ціле число, що утворюють m рядів, де m ![]() 3 - ціле число, при цьому ряди розташовують перпендикулярно осі обмотки, а між рядами виконують транспозицію паралельних проводів, який відрізняється тим, що в місці виконання зосередженої транспозиції гвинтової обмотки, виконаної одно- або багатоходовою, паралельні проводи розрізають, їхні кінці розташовують за зовнішнім діаметром обмотки і з'єднують між собою таким чином, щоб кінці паралельних проводів кожного ходу обмотки до розрізу і кінці паралельних проводів того ж ходу обмотки після розрізу були розташовані в різних площинах, нумерують паралельні проводи кожного ходу по зростаючій від внутрішнього діаметра обмотки до зовнішнього діаметра обмотки від 1 до n, потім кінці проводів кожного ходу обмотки до розрізу з'єднують з кінцями проводів того ж ходу обмотки після розрізу таким чином, що перший із пронумерованих паралельних проводів ходу обмотки до розрізу з'єднаний з кінцем n-го паралельного проводу ходу обмотки після розрізу, кінець другого паралельного проводу ходу обмотки до розрізу з'єднаний з кінцем (n-1)-го паралельного проводу ходу обмотки після розрізу і далі кінці всіх паралельних проводів кожного ходу обмотки до розрізу з'єднані з кінцями всіх паралельних проводів кожного ходу обмотки після розрізу таким же чином.
3 - ціле число, при цьому ряди розташовують перпендикулярно осі обмотки, а між рядами виконують транспозицію паралельних проводів, який відрізняється тим, що в місці виконання зосередженої транспозиції гвинтової обмотки, виконаної одно- або багатоходовою, паралельні проводи розрізають, їхні кінці розташовують за зовнішнім діаметром обмотки і з'єднують між собою таким чином, щоб кінці паралельних проводів кожного ходу обмотки до розрізу і кінці паралельних проводів того ж ходу обмотки після розрізу були розташовані в різних площинах, нумерують паралельні проводи кожного ходу по зростаючій від внутрішнього діаметра обмотки до зовнішнього діаметра обмотки від 1 до n, потім кінці проводів кожного ходу обмотки до розрізу з'єднують з кінцями проводів того ж ходу обмотки після розрізу таким чином, що перший із пронумерованих паралельних проводів ходу обмотки до розрізу з'єднаний з кінцем n-го паралельного проводу ходу обмотки після розрізу, кінець другого паралельного проводу ходу обмотки до розрізу з'єднаний з кінцем (n-1)-го паралельного проводу ходу обмотки після розрізу і далі кінці всіх паралельних проводів кожного ходу обмотки до розрізу з'єднані з кінцями всіх паралельних проводів кожного ходу обмотки після розрізу таким же чином.
2. Спосіб за п.1, який відрізняється тим, що при n > 6 паралельні проводи розділяють на групи і транспозицію здійснюють усередині групи паралельних проводів.
Текст
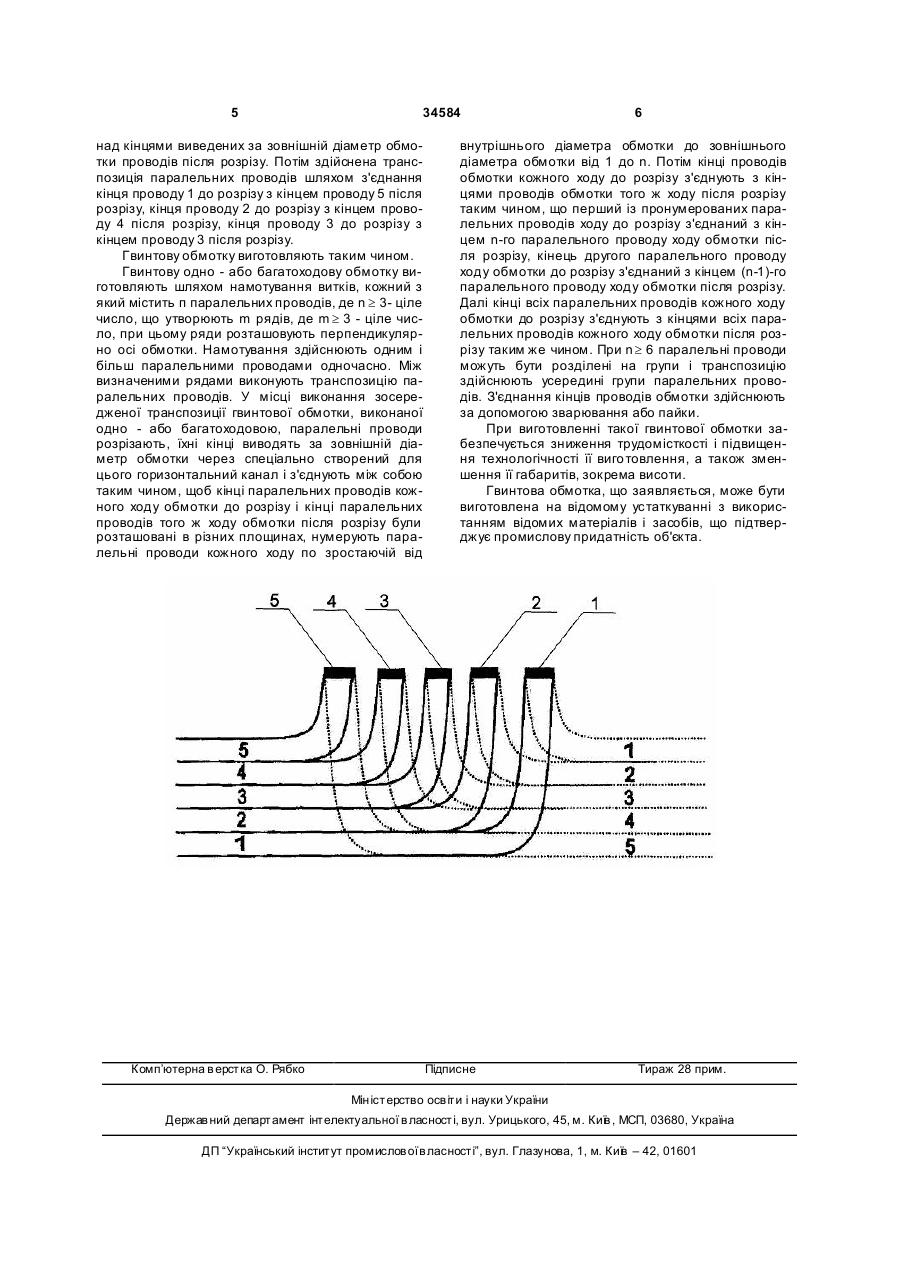
1. Спосіб виготовлення гвинтової обмотки, що включає намотування обмотки з витків, кожний з яких містить n паралельних проводів, де n ³ 3 ціле число, що утворюють m рядів, де m ³ 3 - ціле число, при цьому ряди розташовують перпендикулярно осі обмотки, а між рядами виконують транспозицію паралельних проводів, який відрізняється тим, що в місці виконання зосередженої транспозиції гвинтової обмотки, виконаної одноабо багатоходовою, паралельні проводи розрізають, їхні кінці розташовують за зовнішнім діаметром обмотки і з'єднують між собою таким чином, щоб кінці паралельних проводів кожного ходу обмотки до розрізу і кінці паралельних проводів того ж ходу обмотки після розрізу були розташовані в 3 34584 висота, збільшуються на сумарну товщину всіх ізоляційних прокладок і сумарну висоту транспозицій. При такому виконанні гвинтової обмотки намотування здійснюють одночасно всіма паралельними проводами кожного ходу, для чого необхідно складне технологічне устаткування. При великій кількості паралельних проводів для намотування використовується кілька барабанів із проводом. Для розміщення такого громіздкого устаткування потрібні великі виробничі площі. Процес намотування такої гвинтової обмотки дуже трудомісткий, тому що транспозицію виконують у місцях переходів з кожного попереднього в наступний ряд, що обумовлює високі трудовитрати і низьку швидкість її виготовлення. Високі трудовитрати обумовлені також тим, що потрібне постійне переміщення барабанів із проводом, а між кожними двома сусідніми рядами вводять ізоляційні прокладки. При виготовленні гвинтової обмотки такої конструкції неможливо виконати вертикальні канали охолодження, тому що весь простір між зовнішнім і внутрішнім діаметрами при здійсненні транспозицій заповнений проводами. Горизонтальні канали, що утворюються між рядами, розташованими перпендикулярно осі обмотки і відділеними друг від др уга за допомогою ізоляційних прокладок, малоефективні для інтенсивного охолодження обмотки, особливо в її верхній частині. Це негативно позначається на роботі електротехнічного пристрою, у якому використовується ця обмотка. В основу корисної моделі поставлена задача удосконалити спосіб виготовлення гвинтової обмотки шляхом виконання нових операцій і нової послідовності виконання операцій, що забезпечує зниження трудомісткості і підвищення технологічності її виготовлення, а також зменшення її габаритів, зокрема висоти. Поставлена задача вирішується тим, що в способі виготовлення гвинтової обмотки, що включає намотування обмотки з витків, кожний з яких містить п паралельних проводів, де n ³ 3 - ціле число, що утворюють m рядів, де m ³ 3 - ціле число, при цьому ряди розташовують перпендикулярно осі обмотки, а між рядами виконують транспозицію паралельних проводів, відповідно до корисної моделі, новим є те, що в місці виконання зосередженої транспозиції гвинтової обмотки, виконаної одно - або багатоходовою, паралельні проводи розрізають, їхні кінці розташовують за зовнішнім діаметром обмотки і з'єднують між собою таким чином, щоб кінці паралельних проводів кожного ходу обмотки до розрізу і кінці паралельних проводів того ж ходу обмотки після розрізу були розташовані в різних площинах, нумерують паралельні проводи кожного ходу по зростаючій від внутрішнього діаметра обмотки до зовнішнього діаметра обмотки від 1 до n, потім кінці проводів кожного ходу обмотки до розрізу з'єднують з кінцями проводів того ж ходу обмотки після розрізу таким чином, що перший із пронумерованих паралельних проводів ходу обмотки до розрізу з'єднаний з кінцем n-го паралельного проводу ходу обмотки після розрізу, кінець другого паралельного проводу ходу обмотки до розрізу з'єднаний з кінцем (n-1)-го паралельного проводу ходу обмотки 4 після розрізу і далі кінці всіх паралельних проводів кожного ходу обмотки до розрізу з'єднані з кінцями всіх паралельних проводів кожного ходу обмотки після розрізу таким же чином. Новим є також те, що при n > 6 паралельні проводи можуть бути розділені на групи і транспозицію здійснюють усередині групи паралельних проводів. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак корисної моделі і технічним результатом, що досягається, полягає в наступному. За рахунок того, що в місці виконання зосередженої транспозиції гвинтової обмотки, виконаної одно - або багатоходовою, паралельні проводи розрізають, а їхні кінці розташовують за зовнішнім діаметром обмотки, значно зменшуються її габарити, зокрема висота, тому що транспозиція виконується за межами обмотки, а в місці її виконання формується горизонтальний канал, порівнянний з розміром проводу. При цьому процес намотування істотно спрощується, тому що при виконанні гвинтової обмотки таким способом з'являється можливість виконувати її намотування не всіма паралельними проводами кожного ходу одночасно, а одним і більш паралельним проводом. Це дозволяє використовувати менш складне і громіздке устаткування, яке можна розмістити на невеликих виробничих площах. Для виготовлення такої обмотки достатньо одного барабана. Кінці паралельних проводів, розташовані за зовнішнім діаметром обмотки, з'єднують між собою таким чином, що перший із пронумерованих по зростаючій від внутрішнього діаметра обмотки до зовнішнього діаметра обмотки паралельних проводів ходу до розрізу з'єднаний з кінцем n-го паралельного проводу ходу обмотки після розрізу, кінець другого паралельного проводу ходу обмотки до розрізу з'єднаний з кінцем (n - 1)-го паралельного проводу ходу обмотки після розрізу і далі кінці всіх паралельних проводів кожного ходу обмотки до розрізу з'єднані з кінцями всіх паралельних проводів кожного ходу обмотки після розрізу. З'єднання виконують у виді пайки або зварювання. При виконанні транспозиції таким способом стає можливим формування вертикальних каналів для охолодження, завдяки чому обмотка в процесі роботи інтенсивно охолоджується, що сприяє підвищенню надійності електротехнічного пристрою, у якому ця обмотка використовується. Характеристики електротехнічного пристрою при цьому зберігаються на високому рівні. Забезпечується рівномірне струморозподілення, втрати залишаються на припустимому рівні. Суть корисної моделі пояснюється кресленням, де схематично представлена зосереджена транспозиція паралельних проводів гвинтової обмотки. Кожен виток гвинтової обмотки, у якій здійснена загальна транспозиція, містить паралельні проводи 1, 2, 3, 4, і 5, відповідно. Паралельні проводи після розрізу і виведення їхніх кінців за зовнішній діаметр обмотки пронумеровані по зростаючій від внутрішнього діаметра обмотки до зовнішнього діаметра обмотки. Кінці виведених за зовнішній діаметр обмотки проводів до розрізу розташовані 5 34584 над кінцями виведених за зовнішній діаметр обмотки проводів після розрізу. Потім здійснена транспозиція паралельних проводів шляхом з'єднання кінця проводу 1 до розрізу з кінцем проводу 5 після розрізу, кінця проводу 2 до розрізу з кінцем проводу 4 після розрізу, кінця проводу 3 до розрізу з кінцем проводу 3 після розрізу. Гвинтову обмотку виготовляють таким чином. Гвинтову одно - або багатоходову обмотку виготовляють шляхом намотування витків, кожний з який містить п паралельних проводів, де n ³ 3- ціле число, що утворюють m рядів, де m ³ 3 - ціле число, при цьому ряди розташовують перпендикулярно осі обмотки. Намотування здійснюють одним і більш паралельними проводами одночасно. Між визначеними рядами виконують транспозицію паралельних проводів. У місці виконання зосередженої транспозиції гвинтової обмотки, виконаної одно - або багатоходовою, паралельні проводи розрізають, їхні кінці виводять за зовнішній діаметр обмотки через спеціально створений для цього горизонтальний канал і з'єднують між собою таким чином, щоб кінці паралельних проводів кожного ходу обмотки до розрізу і кінці паралельних проводів того ж ходу обмотки після розрізу були розташовані в різних площинах, нумерують паралельні проводи кожного ходу по зростаючій від Комп’ютерна в ерстка О. Рябко 6 внутрішнього діаметра обмотки до зовнішнього діаметра обмотки від 1 до n. Потім кінці проводів обмотки кожного ходу до розрізу з'єднують з кінцями проводів обмотки того ж ходу після розрізу таким чином, що перший із пронумерованих паралельних проводів ходу до розрізу з'єднаний з кінцем n-го паралельного проводу ходу обмотки після розрізу, кінець другого паралельного проводу ходу обмотки до розрізу з'єднаний з кінцем (n-1)-го паралельного проводу ходу обмотки після розрізу. Далі кінці всіх паралельних проводів кожного ходу обмотки до розрізу з'єднують з кінцями всіх паралельних проводів кожного ходу обмотки після розрізу таким же чином. При n ³ 6 паралельні проводи можуть бути розділені на групи і транспозицію здійснюють усередині групи паралельних проводів. З'єднання кінців проводів обмотки здійснюють за допомогою зварювання або пайки. При виготовленні такої гвинтової обмотки забезпечується зниження трудомісткості і підвищення технологічності її виго товлення, а також зменшення її габаритів, зокрема висоти. Гвинтова обмотка, що заявляється, може бути виготовлена на відомому устаткуванні з використанням відомих матеріалів і засобів, що підтверджує промислову придатність об'єкта. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing a screw -type winding
Автори англійськоюArfanytskyi Serhii Vadymovych
Назва патенту російськоюСпособ изготовления винтовой обмотки
Автори російськоюАрфаницкий Сергей Вадимович
МПК / Мітки
МПК: H01F 27/28
Мітки: обмотки, гвинтової, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/3-34584-sposib-vigotovlennya-gvintovo-obmotki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гвинтової обмотки</a>
Гвинтова обмотка

Номер патенту: 34583
Опубліковано: 11.08.2008
Автор: Арфаницький Сергій Вадимович
МПК: H01F 27/28
Формула / Реферат:
1. Гвинтова обмотка, що складається з витків, кожний з яких містить n паралельних проводів, де n 3 - ціле число, що утворюють m рядів, де m 3 - ціле число, при цьому ряди розташовані перпендикулярно осі обмотки, а між рядами виконана транспозиція паралельних проводів, яка відрізняється тим, що в місці...
Спосіб і пристрій для виготовлення розподіленої хвильової обмотки
Номер патенту: 53745
Опубліковано: 17.02.2003
Автор: Садіку Садік
МПК: H02K 15/04
Мітки: виготовлення, пристрій, спосіб, хвильової, розподіленої, обмотки
Формула / Реферат:
1. Спосіб виготовлення розподіленої хвильової обмотки для електродвигунів або генераторів, зокрема з великою кількістю полюсів, причому першу групу котушок фази виготовляють хвильовою на шаблоні, що обертається відносно нерухомої фільєри для подачі проводу, і з якого передають у розташований співвісно приймальний пристрій для котушок, який відрізняється тим, що після видалення концентричної групи (50) котушок між шаблоном (12) і приймальним...
Спосіб виготовлення хвильової обмотки для електричних машин і пристрій для його здійснення
Номер патенту: 57833
Опубліковано: 15.07.2003
Автор: Садіку Садік
МПК: H02K 15/04
Мітки: здійснення, пристрій, обмотки, виготовлення, хвильової, спосіб, електричних, машин
Формула / Реферат:
1. Спосіб виготовлення хвильової обмотки для статорів або роторів електричних машин, згідно з яким, щонайменше один обмотувальний провід подають через напрямний елемент і намотують на виконане з заглибленнями формуюче тіло, виконане з можливістю обертання шаблона, при цьому під час виготовлення кожного витка хвильової обмотки вказаний провід циклічно вдавлюють у відповідні заглиблення за допомогою радіально рухомих зовнішніх формуючих...
Спосіб виготовлення обмотки електротехнічного пристрою
Номер патенту: 21392
Опубліковано: 02.12.1997
Автор: Сич Іван Петрович
Мітки: пристрою, обмотки, спосіб, електротехнічного, виготовлення
Формула / Реферат:
Спосіб виготовлення обмотки електротехнічного пристрою, за яким формують необхідну сукупність витків і розміщують її у пристрої, який відрізняється тим, що вказані витки формують з провода, який складається з мідної жили, нанесеного на неї шару олов'яно-свинцевого припою та ізоляційної оболонки.
Спосіб виготовлення багатошарової обмотки статора електричної машини
Номер патенту: 30838
Опубліковано: 11.03.2008
Автори: Юр'єв Олексій Семенович, Іванов Віктор Олексійович, Гавріш Віктор Григорович
МПК: H02K 3/04
Мітки: багатошарової, обмотки, статора, електричної, машини, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення багатошарової обмотки статора електричної машини, який полягає у тому, що спочатку виконують формування котушок на шаблоні, потім здійснюють набір котушок в обмотки, після чого укладають обмотки в сердечник статора, а потім послідовно з'єднують обмотки, який відрізняється тим, що як котушки використовують шаблонні одновиткові котушки, які потім послідовно з'єднують у хвильові обмотки, після чого одержані хвильові...
Попередній патент: Гвинтова обмотка
Наступний патент: Спосіб виготовлення склокерамічного виробу
Випадковий патент: Спосіб одержання 95%-ої мурашиної кислоти