Спосіб виготовлення хвильової обмотки для електричних машин і пристрій для його здійснення
Формула / Реферат
1. Спосіб виготовлення хвильової обмотки для статорів або роторів електричних машин, згідно з яким, щонайменше один обмотувальний провід подають через напрямний елемент і намотують на виконане з заглибленнями формуюче тіло, виконане з можливістю обертання шаблона, при цьому під час виготовлення кожного витка хвильової обмотки вказаний провід циклічно вдавлюють у відповідні заглиблення за допомогою радіально рухомих зовнішніх формуючих елементів шаблона в залежності від його кута повороту, після чого витки передають в подовжні шліци приймача секцій обмотки, який аксіально позиціонується перед формуючим тілом і який під час виготовлення намотаних без переривання проводу витків утримується без можливості обертання або виконує позиціонуючий рух, який відрізняється тим, що кінець останнього витка хвильової обмотки остаточно формують у відповідному заглибленні за допомогою щонайменше одного, близько розташованого до напрямного елемента формуючого елемента, причому останній додатково до формуючого руху, що циклічно здійснюється, рухається радіально всередину.
2. Спосіб за п. 1, який відрізняється тим, що шаблон зупиняють по закінченні процесу намотування в тому ж положенні кута повороту, яке він займав на початку процесу намотування, а потім кінець останнього витка виготовленої хвильової обмотки вдавлюють за допомогою формуючого елемента, який рухається радіально всередину, у відповідне заглиблення і формують.
3. Спосіб за п. 2, який відрізняється тим, що по закінченні обертального руху шаблона хвильову обмотку вдавлюють у відповідне заглиблення також за рахунок радіального руху всередину (наступного) формуючого елемента, який під час обертального руху прямував за (попереднім) формуючим елементом, який чеканить кінець обмотки.
4. Спосіб за одним з пп. 1-3, який відрізняється тим, що на формуюче тіло у вигляді гвинтової пружини паралельно в один шар поруч один з одним намотують два або більше проводів, причому формуюче тіло здійснює під час обертального руху осьовий рух подачі, а по закінченні процесу намотування проводи лежать між формуючим тілом і напрямним елементом в одній площині, яка проходить паралельно осі обертання формуючого тіла.
5. Пристрій для виготовлення хвильової обмотки для статорів або роторів електричних машин, який містить напрямний елемент, виконаний з можливістю обертання шаблон, що включає відповідне внутрішньому перерізу хвильової обмотки, яка виготовляється, виконане з заглибленнями формуюче тіло, а також радіально рухомі зовнішні формуючі елементи, які встановлені з можливістю послідовного циклічного входження у відповідні заглиблення під час кожного обороту шаблона в залежності від кута його повороту і з можливістю відведення назад, і забезпечений осьовими шліцами приймач секцій обмотки, який аксіально позиціонується перед формуючим тілом, який під час обертального руху шаблона утримується без можливості обертання або здійснює позиціонуючий рух, який відрізняється тим, що передбачений щонайменше один, близько розташований до напрямного елемента формуючий елемент, встановлений з можливістю переміщення у відповідному заглибленні формуючого тіла в кінці обороту шаблона, виконаного для виготовлення останнього витка хвильової обмотки, і циклічного руху входження і відведення назад в радіально внутрішнє кінцеве положення.
6. Пристрій за п. 5, який відрізняється тим, що містить нерухому кільцеподібну криволінійну напрямну, яка виконана з можливістю забезпечення циклічного радіального руху формуючих елементів при обертальному русі шаблона, при цьому формуючий елемент, який чеканить кінець останнього витка хвильової обмотки, виконаний з можливістю переміщення по закінченні обертального руху шаблона радіально всередину за допомогою додаткового приводу вздовж відгалуження від криволінійної напрямної.
7. Пристрій за п. 6, який відрізняється тим, що шаблон виконаний з можливістю зупинки по закінченні процесу намотування в тому ж положенні кута повороту, яке він займав на початку процесу намотування, при цьому також формуючий елемент, який в процесі намотування безпосередньо прямує за формуючим елементом, який чеканить кінець хвильової обмотки, виконаний з можливістю переміщення по закінченні обертального руху шаблона радіально всередину за допомогою додаткового приводу вздовж відгалуження від криволінійної напрямної.
8. Пристрій за одним з пп. 5-7, який відрізняється тим, що напрямний елемент виконаний з окремими напрямними для декількох паралельних проводів, які намотані одночасно в один шар на формуюче тіло, яке виконує відносно напрямного елемента при кожному обороті осьову подачу, відповідну сумі діаметрів проводів.
Текст
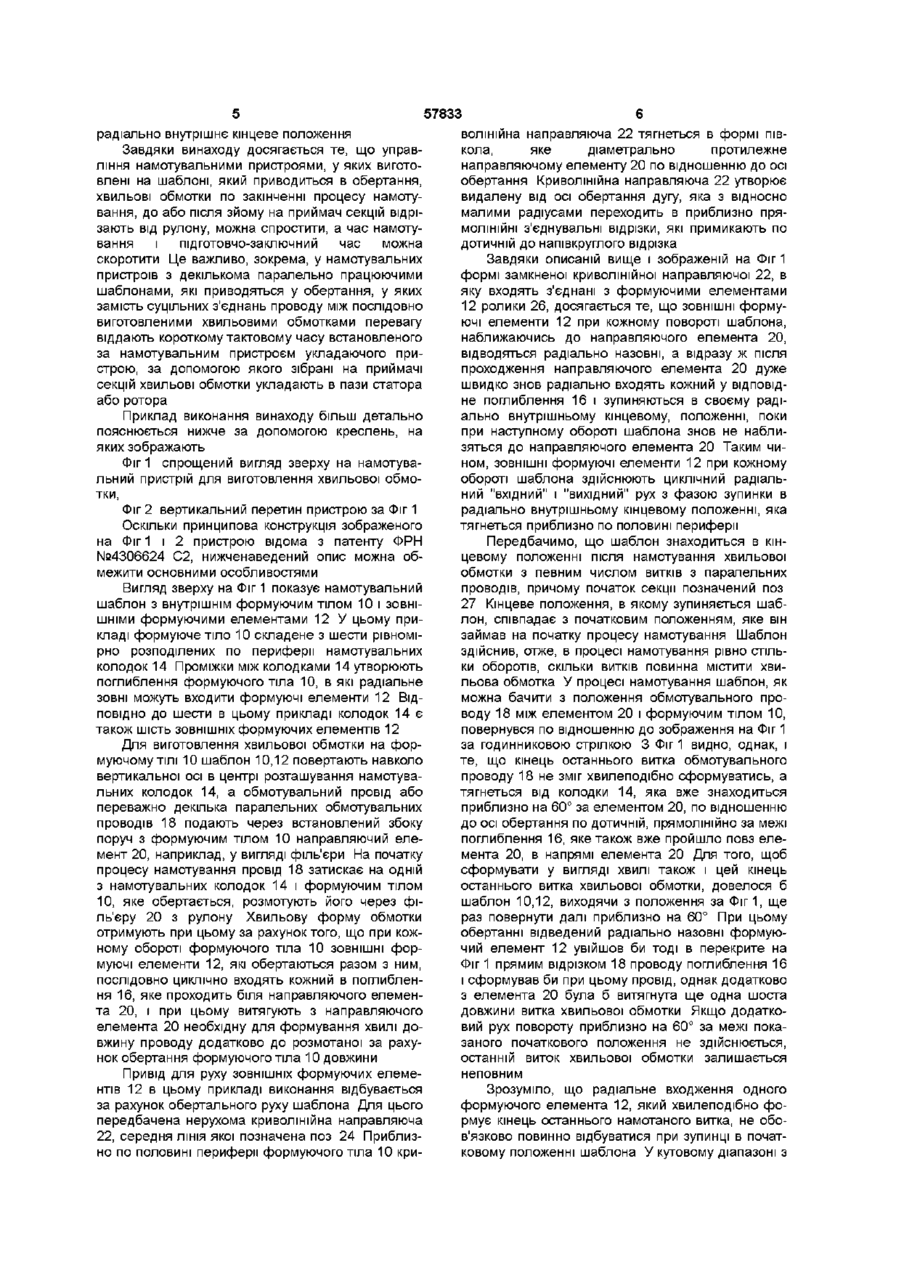
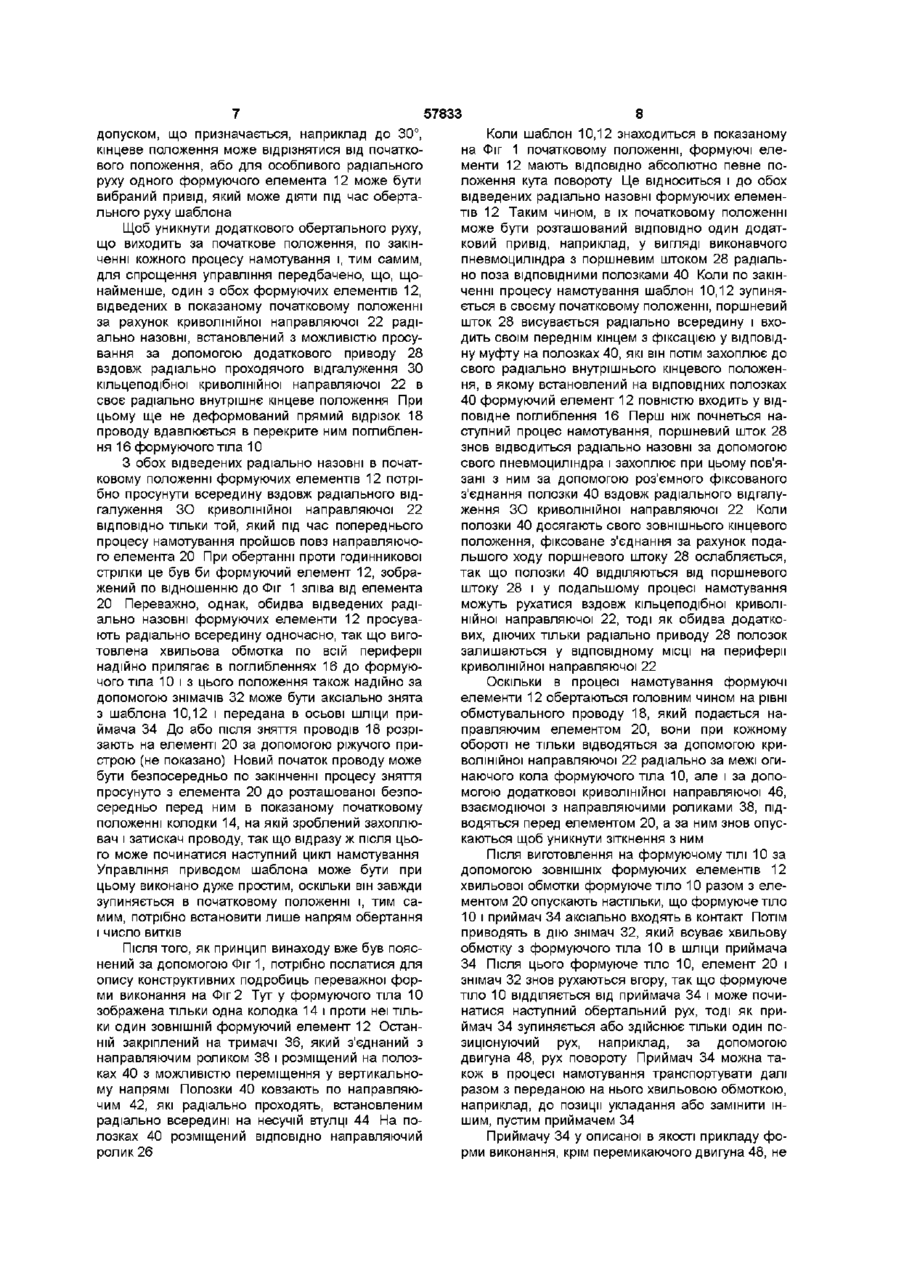
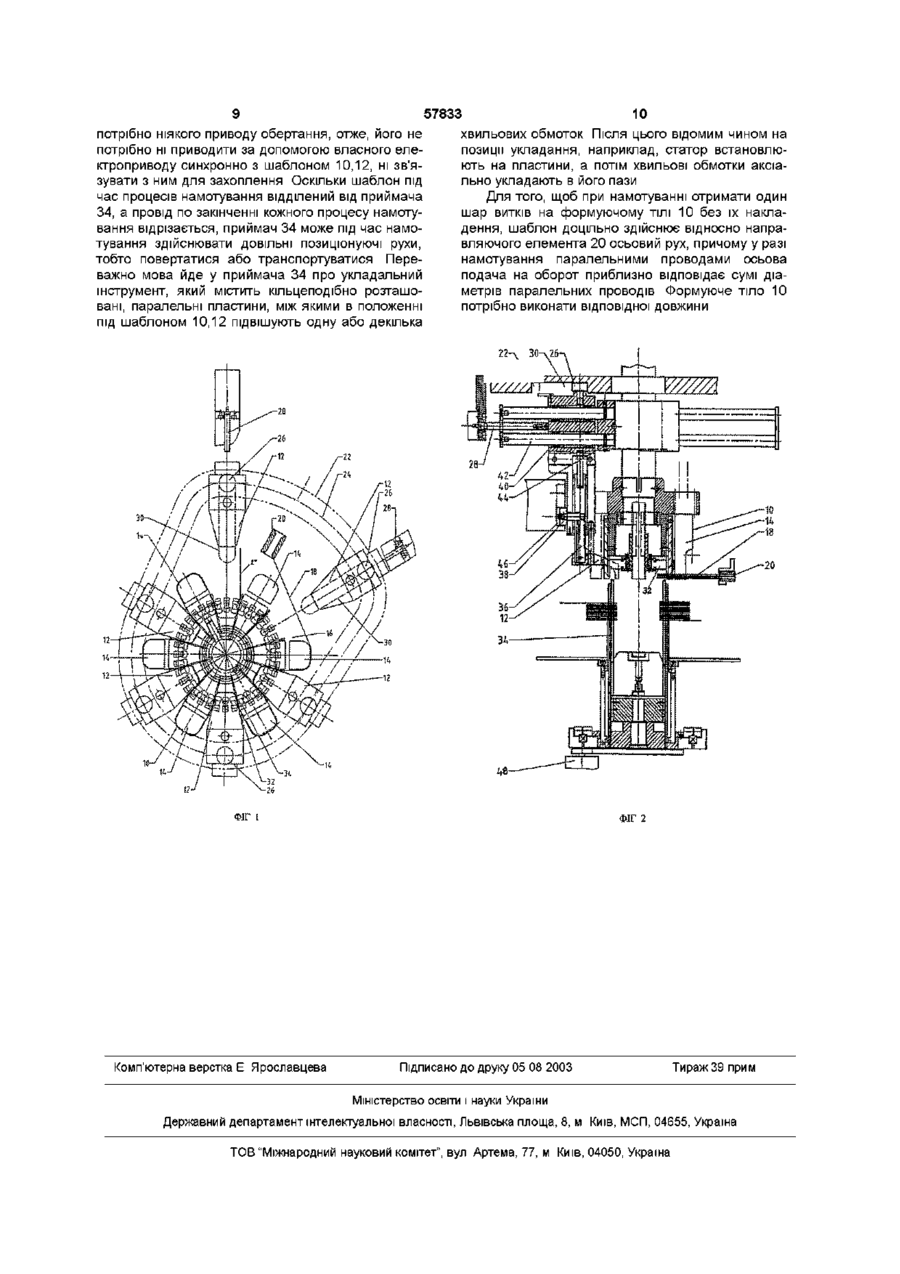
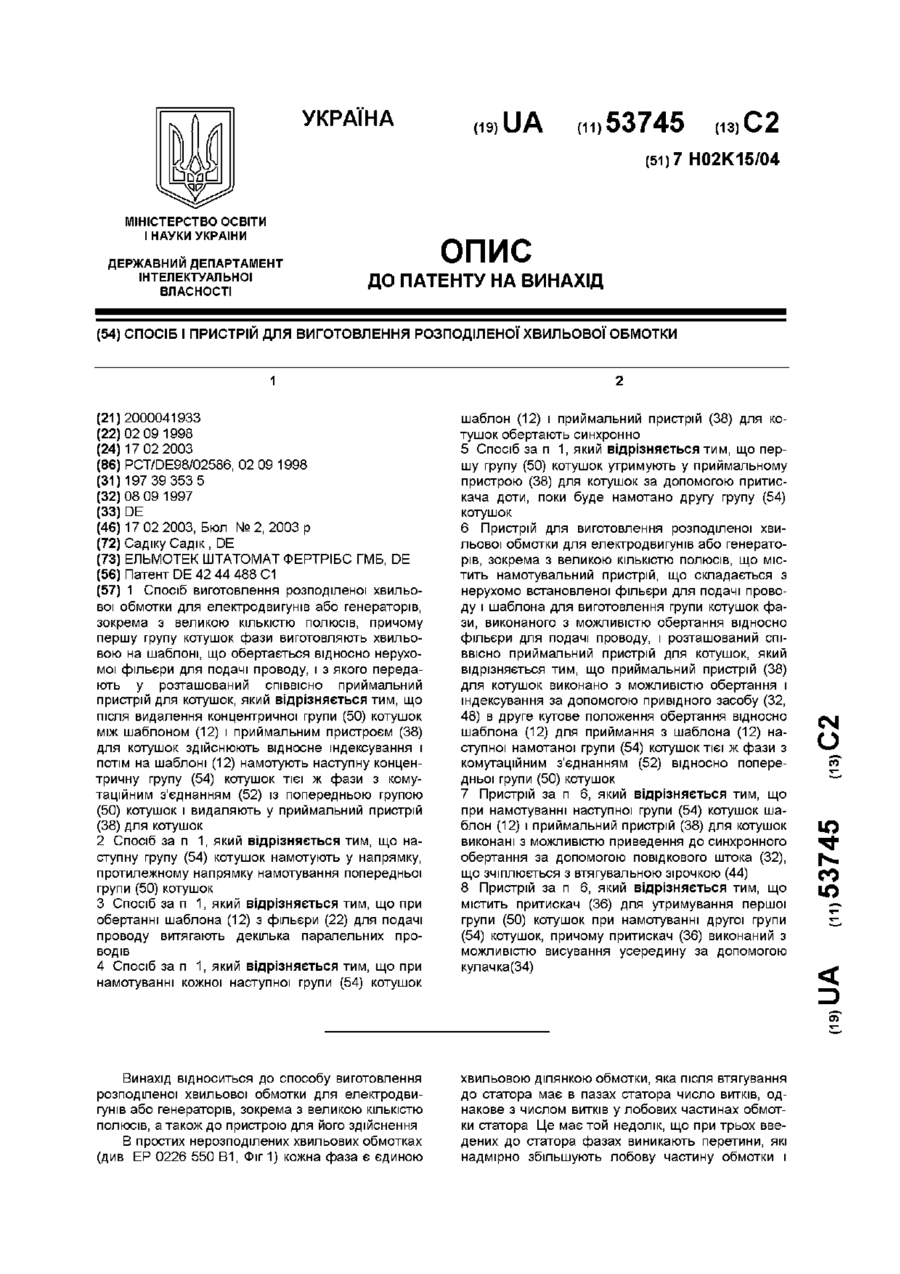
1 Спосіб виготовлення хвильової обмотки для статорів або роторів електричних машин, згідно з яким, щонайменше один обмотувальний провід подають через напрямний елемент і намотують на виконане з заглибленнями формуюче тіло, виконане з можливістю обертання шаблона, при цьому під час виготовлення кожного витка хвильової обмотки вказаний провід циклічно вдавлюють у ВІДПОВІДНІ заглиблення за допомогою радіально рухомих ЗОВНІШНІХ формуючих елементів шаблона в залежності від його кута повороту, після чого витки передають в подовжні шліци приймача секцій обмотки, який аксіально позицюнується перед формуючим тілом і який під час виготовлення намотаних без переривання проводу витків утримується без можливості обертання або виконує позицюнуючий рух, який відрізняється тим, що кінець останнього витка хвильової обмотки остаточно формують у відповідному заглибленні за допомогою щонайменше одного, близько розташованого до напрямного елемента формуючого елемента, причому останній додатково до формуючого руху, що циклічно здійснюється, рухається радіально всередину 2 Спосіб за п 1, який відрізняється тим, що шаблон зупиняють по закінченні процесу намотування в тому ж положенні кута повороту, яке він займав на початку процесу намотування, а потім кінець останнього витка виготовленої хвильової обмотки вдавлюють за допомогою формуючого елемента, який рухається радіально всередину, у відповідне заглиблення і формують 3 Спосіб за п 2, який відрізняється тим, що по закінченні обертального руху шаблона хвильову обмотку вдавлюють у відповідне заглиблення та кож за рахунок радіального руху всередину (наступного) формуючого елемента, який під час обертального руху прямував за (попереднім) формуючим елементом, який чеканить кінець обмотки 4 Спосіб за одним з пп 1-3, який відрізняється тим, що на формуюче тіло у вигляді гвинтової пружини паралельно в один шар поруч один з одним намотують два або більше проводів, причому формуюче тіло здійснює під час обертального руху осьовий рух подачі, а по закінченні процесу намотування проводи лежать між формуючим тілом і напрямним елементом в одній площині, яка проходить паралельно осі обертання формуючого тіла 5 Пристрій для виготовлення хвильової обмотки для статорів або роторів електричних машин, який містить напрямний елемент, виконаний з можливістю обертання шаблон, що включає відповідне внутрішньому перерізу хвильової обмотки, яка виготовляється, виконане з заглибленнями формуюче тіло, а також радіально рухомі ЗОВНІШНІ формуючі елементи, які встановлені з можливістю послідовного циклічного входження у ВІДПОВІДНІ заглиблення під час кожного обороту шаблона в залежності від кута його повороту і з можливістю відведення назад, і забезпечений осьовими шліцами приймач секцій обмотки, який аксіально позицюнується перед формуючим тілом, який під час обертального руху шаблона утримується без можливості обертання або здійснює позицюнуючий рух, який відрізняється тим, що передбачений щонайменше один, близько розташований до напрямного елемента формуючий елемент, встановлений з можливістю переміщення у відповідному заглибленні формуючого тіла в КІНЦІ обороту шаблона, виконаного для виготовлення останнього витка хвильової обмотки, і циклічного руху входження і відведення назад в радіально внутрішнє кінцеве положення 6 Пристрій за п 5, який відрізняється тим, що містить нерухому кільцеподібну криволінійну напрямну, яка виконана з можливістю забезпечення циклічного радіального руху формуючих елементів при обертальному русі шаблона, при цьому формуючий елемент, який чеканить кінець останнього витка хвильової обмотки, виконаний з можливістю О со го 00 ю 57833 переміщення по закінченні обертального руху шаблона радіально всередину за допомогою додаткового приводу вздовж відгалуження від криволінійної напрямної 7 Пристрій за п 6, який відрізняється тим, що шаблон виконаний з можливістю зупинки по закінченні процесу намотування в тому ж положенні кута повороту, яке він займав на початку процесу намотування, при цьому також формуючий елемент, який в процесі намотування безпосередньо прямує за формуючим елементом, який чеканить кінець хвильової обмотки, виконаний з можливістю переміщення по закінченні обертального руху шаблона радіально всередину за допомогою додаткового приводу вздовж відгалуження від криволінійної напрямної 8 Пристрій за одним з пп 5-7, який відрізняється тим, що напрямний елемент виконаний з окремими напрямними для декількох паралельних проводів, які намотані одночасно в один шар на формуюче тіло, яке виконує відносно напрямного елемента при кожному обороті осьову подачу, відповідну сумі діаметрів проводів Винахід відноситься до способу і пристрою для виготовлення хвильової обмотки для статорів або роторів електричних машин, в якому, щонайменше, один обмотувальний провід, який подається через направляючий елемент, намотують на виконане з поглибленнями формуюче тіло шаблона, який приводиться у обертання, при цьому під час виготовлення кожного витка хвильової обмотки провід циклічно вдавлюють за допомогою радіальне рухомих ЗОВНІШНІХ формуючих елементів шаблона у ВІДПОВІДНІ поглиблення в залежності від його кута повороту, після чого витки передають в подовжні шліци приймача секцій обмотки, який аксіальне позиціонується перед формуючим тілом, і який під час виготовлення намотаних без переривання проводу витків втримують без можливості обертання або який здійснює позицюнуючий рух Спосіб, реалізований згідно з патентом ФРН №4306624 С2 з поворотним приймачем секцій, однак, з таким, що не приводиться синхронно з шаблоном, має той недолік, що шаблон для виготовлення хвильової обмотки з певним числом витків після ВІДПОВІДНОГО числа оборотів в залежності від величини і перетину в різній мірі доводиться повертати ще далі за межі початкового положення, оскільки кінець останнього витка остаточно формують за допомогою діючого на останній ДІЛЬНИЦІ периферії, циклічно рухомого формуючого елемента тільки після проходження початкового або основного положення Задача усунення цього недоліку вирішується, згідно з винаходом, за рахунок того, що кінець останнього витка хвильової обмотки остаточно формують у відповідному поглибленні за допомогою, щонайменше, одного, близько розташованого до направляючого елемента формуючого елемента, причому останній додатково до формуючого руху, що циклічно здійснюється, рухається радіально всередину Додатковий рух всередину відбувається в іншому кутовому положенні повороту шаблона, ніж при формуючому русі, що здійснюється ЦИКЛІЧНО Задача усунення цього недоліку вирішується також тим, що в запропонованому пристрої, який містить направляючий елемент, виконаний з можливістю обертання шаблон, який включає в себе відповідне внутрішньому перетину хвильової обмотки, яка виготовляється, виконане з поглибленнями формуюче тіло, а також радіально рухомі ЗОВНІШНІ формуючі елементи, які встановлені з можливістю послідовного циклічного входження у ВІДПОВІДНІ поглиблення під час кожного обороту шаблона в залежності від його кута повороту і з можливістю відведення назад, і забезпечений осьовими шліцами приймач секцій обмотки, який аксіальне позиціонується перед формуючим тілом, який під час обертального руху шаблона утримується без можливості обертання або здійснює позицюнуючий рух, ВІДПОВІДНО до винаходу, передбачений, щонайменше, один, близько розташований до направляючого елемента формуючий елемент, встановлений з можливістю переміщення у відповідному поглибленні формуючого тіла в КІНЦІ обороту шаблона, виконаного для виготовлення останнього витка хвильової обмотки, і циклічного руху входження і відведення назад в Найближчим аналогом заявлених способа і пристрою є спосіб і пристрій ВІДПОВІДНО до патенту ФРН №4306624 С2 При цьому першу хвильову обмотку виготовляють на шаблоні, відрізають від рулону і знімають на приймач секцій обмотки, потім таким же чином виготовляють іншу хвильову обмотку, відрізають і після руху повороту приймача секцій знімають на нього і т д Приймачу секцій необхідно при цьому здійснювати тільки позицюнуючі рухи, переважно тільки поворотні рухи, а в окремих випадках, можливо, і поступальні рухи Його необов'язково приводити в рух синхронно з шаблоном, як це відбувається при здійсненні способів намотування, при яких на шаблоні, який обертається, після намотування і зйому петльових або хвильових обмоток без переривання проводу виготовляють іншу обмотку, як, наприклад, ВІДПОВІДНО до європейської заявки №0574841 А1, міжнародної заявки № WO 98/25444 і заявки ФРН №19739353 5 Працювати з приймачами секцій без синхронного приводу доцільно, наприклад, тоді, коли для досягнення короткого технологічного часу хвильові обмотки, які включаються послідовно, виготовляють в паралельному режимі на різних шаблонах, потім передають на один і той же приймач секцій, після чого закладають в статор або ротор, як, наприклад, ВІДПОВІДНО ДО європейської заявки №0818874 А1, де, правда, обмотувальний провід безперервно формують хвилеподібне не в процесі намотування, а секції спільно збирають в хвильову обмотку лише по закінченні процесу намотування 57833 радіально внутрішнє кінцеве положення Завдяки винаходу досягається те, що управління намотувальними пристроями, у яких виготовлені на шаблоні, який приводиться в обертання, хвильові обмотки по закінченні процесу намотування, до або після зйому на приймач секцій відрізають від рулону, можна спростити, а час намотування і підготовчо-заключний час можна скоротити Це важливо, зокрема, у намотувальних пристроїв з декількома паралельно працюючими шаблонами, які приводяться у обертання, у яких замість суцільних з'єднань проводу між послідовно виготовленими хвильовими обмотками перевагу віддають короткому тактовому часу встановленого за намотувальним пристроєм укладаючого пристрою, за допомогою якого зібрані на приймачі секцій хвильові обмотки укладають в пази статора або ротора Приклад виконання винаходу більш детально пояснюється нижче за допомогою креслень, на яких зображають Фіг 1 спрощений вигляд зверху на намотувальний пристрій для виготовлення хвильової обмотки, Фіг 2 вертикальний перетин пристрою за Фіг 1 Оскільки принципова конструкція зображеного на Фіг 1 і 2 пристрою відома з патенту ФРН №4306624 С2, нижченаведений опис можна обмежити основними особливостями Вигляд зверху на Фіг 1 показує намотувальний шаблон з внутрішнім формуючим тілом 10 і ЗОВНІШНІМИ формуючими елементами 12 У цьому прикладі формуюче тіло 10 складене з шести рівномірно розподілених по периферії намотувальних колодок 14 Проміжки між колодками 14 утворюють поглиблення формуючого тіла 10, в які радіальне зовні можуть входити формуючі елементи 12 ВІДПОВІДНО до шести в цьому прикладі колодок 14 є також шість ЗОВНІШНІХ формуючих елементів 12 Для виготовлення хвильової обмотки на формуючому ТІЛІ 10 шаблон 10,12 повертають навколо вертикальної осі в центрі розташування намотувальних колодок 14, а обмотувальний провід або переважно декілька паралельних обмотувальних проводів 18 подають через встановлений збоку поруч з формуючим тілом 10 направляючий елемент 20, наприклад, у вигляді філь'єри На початку процесу намотування провід 18 затискає на одній з намотувальних колодок 14 і формуючим тілом 10, яке обертається, розмотують його через філь'єру 20 з рулону Хвильову форму обмотки отримують при цьому за рахунок того, що при кожному обороті формуючого тіла 10 ЗОВНІШНІ формуючі елементи 12, які обертаються разом з ним, послідовно циклічно входять кожний в поглиблення 16, яке проходить біля направляючого елемента 20, і при цьому витягують з направляючого елемента 20 необхідну для формування хвилі довжину проводу додатково до розмотаної за рахунок обертання формуючого тіла 10 довжини Привід для руху ЗОВНІШНІХ формуючих елементів 12 в цьому прикладі виконання відбувається за рахунок обертального руху шаблона Для цього передбачена нерухома криволінійна направляюча 22, середня ЛІНІЯ якої позначена поз 24 Приблизно по половині периферії формуючого тіла 10 кри волінійна направляюча 22 тягнеться в формі півкола, яке діаметрально протилежне направляючому елементу 20 по відношенню до осі обертання Криволінійна направляюча 22 утворює видалену від осі обертання дугу, яка з відносно малими радіусами переходить в приблизно прямолінійні з'єднувальні відрізки, які примикають по дотичній до напівкруглого відрізка Завдяки описаній вище і зображеній на Фіг 1 формі замкненої криволінійної направляючої 22, в яку входять з'єднані з формуючими елементами 12 ролики 26, досягається те, що ЗОВНІШНІ формуючі елементи 12 при кожному повороті шаблона, наближаючись до направляючого елемента 20, відводяться радіально назовні, а відразу ж після проходження направляючого елемента 20 дуже швидко знов радіально входять кожний у відповідне поглиблення 16 і зупиняються в своєму радіально внутрішньому кінцевому, положенні, поки при наступному обороті шаблона знов не наблизяться до направляючого елемента 20 Таким чином, ЗОВНІШНІ формуючі елементи 12 при кожному обороті шаблона здійснюють циклічний радіальний "вхідний" І "ВИХІДНИЙ" рух з фазою зупинки в радіально внутрішньому кінцевому положенні, яка тягнеться приблизно по половині периферії Передбачимо, що шаблон знаходиться в кінцевому положенні після намотування хвильової обмотки з певним числом витків з паралельних проводів, причому початок секції позначений поз 27 Кінцеве положення, в якому зупиняється шаблон, співпадає з початковим положенням, яке він займав напочатку процесу намотування Шаблон здійснив, отже, в процесі намотування рівно стільки оборотів, скільки витків повинна містити хвильова обмотка У процесі намотування шаблон, як можна бачити з положення обмотувального проводу 18 між елементом 20 і формуючим тілом 10, повернувся по відношенню до зображення на Фіг 1 за годинниковою стрілкою 3 Фіг 1 видно, однак, і те, що кінець останнього витка обмотувального проводу 18 не зміг хвилеподібно сформуватись, а тягнеться від колодки 14, яка вже знаходиться приблизно на 60° за елементом 20, по відношенню до осі обертання по дотичній, прямолінійно за межі поглиблення 16, яке також вже пройшло повз елемента 20, в напрямі елемента 20 Для того, щоб сформувати у вигляді хвилі також і цей кінець останнього витка хвильової обмотки, довелося б шаблон 10,12, виходячи з положення за Фіг1, ще раз повернути далі приблизно на 60° При цьому обертанні відведений радіально назовні формуючий елемент 12 увійшов би тоді в перекрите на Фіг 1 прямим відрізком 18 проводу поглиблення 16 і сформував би при цьому провід, однак додатково з елемента 20 була б витягнута ще одна шоста довжини витка хвильової обмотки Якщо додатковий рух повороту приблизно на 60° за межі показаного початкового положення не здійснюється, останній виток хвильової обмотки залишається неповним Зрозуміло, що радіальне входження одного формуючого елемента 12, який хвилеподібно формує кінець останнього намотаного витка, не обов'язково повинно відбуватися при зупинці в початковому положенні шаблона У кутовому діапазоні з 57833 допуском, що призначається, наприклад до 30°, кінцеве положення може відрізнятися від початкового положення, або для особливого радіального руху одного формуючого елемента 12 може бути вибраний привід, який може діяти під час обертального руху шаблона Щоб уникнути додаткового обертального руху, що виходить за початкове положення, по закінченні кожного процесу намотування і, тим самим, для спрощення управління передбачено, що, щонайменше, один з обох формуючих елементів 12, відведених в показаному початковому положенні за рахунок криволінійної направляючої 22 радіально назовні, встановлений з можливістю просування за допомогою додаткового приводу 28 вздовж радіально проходячого відгалуження ЗО кільцеподібної криволінійної направляючої 22 в своє радіально внутрішнє кінцеве положення При цьому ще не деформований прямий відрізок 18 проводу вдавлюється в перекрите ним поглиблення 16 формуючого тіла 10 З обох відведених радіально назовні в початковому положенні формуючих елементів 12 потрібно просунути всередину вздовж радіального відгалуження ЗО криволінійної направляючої 22 ВІДПОВІДНО тільки той, який під час попереднього процесу намотування пройшов повз направляючого елемента 20 При обертанні проти годинникової стрілки це був би формуючий елемент 12, зображений по відношенню до Фіг 1 зліва від елемента 20 Переважно, однак, обидва відведених радіально назовні формуючих елементи 12 просувають радіально всередину одночасно, так що виготовлена хвильова обмотка по всій периферії надійно прилягає в поглибленнях 16 до формуючого тіла 10 і з цього положення також надійно за допомогою знімачів 32 може бути аксіально знята з шаблона 10,12 і передана в осьові шліци приймача 34 До або після зняття проводів 18 розрізають на елементі 20 за допомогою ріжучого пристрою (не показано) Новий початок проводу може бути безпосередньо по закінченні процесу зняття просунуто з елемента 20 до розташованої безпосередньо перед ним в показаному початковому положенні колодки 14, на якій зроблений захоплювач і затискач проводу, так що відразу ж після цього може починатися наступний цикл намотування Управління приводом шаблона може бути при цьому виконано дуже простим, оскільки він завжди зупиняється в початковому положенні і, тим самим, потрібно встановити лише напрям обертання і число витків Після ТОГО, ЯК принцип винаходу вже був пояснений за допомогою Фіг 1, потрібно послатися для опису конструктивних подробиць переважної форми виконання на Фіг 2 Тут у формуючого тіла 10 зображена тільки одна колодка 14 і проти неї тільки один ЗОВНІШНІЙ формуючий елемент 12 Останній закріплений на тримачі 36, який з'єднаний з направляючим роликом 38 і розміщений на полозках 40 з можливістю переміщення у вертикальному напрямі Полозки 40 ковзають по направляючим 42, які радіально проходять, встановленим радіально всередині на несучій втулці 44 На полозках 40 розміщений ВІДПОВІДНО направляючий ролик 26 8 Коли шаблон 10,12 знаходиться в показаному на Фіг 1 початковому положенні, формуючі елементи 12 мають ВІДПОВІДНО абсолютно певне положення кута повороту Це відноситься і до обох відведених радіально назовні формуючих елементів 12 Таким чином, в їх початковому положенні може бути розташований ВІДПОВІДНО ОДИН додатковий привід, наприклад, у вигляді виконавчого пневмоциліндра з поршневим штоком 28 радіально поза ВІДПОВІДНИМИ полозками 40 Коли по закінченні процесу намотування шаблон 10,12 зупиняється в своєму початковому положенні, поршневий шток 28 висувається радіально всередину і входить своїм переднім кінцем з фіксацією у відповідну муфту на полозках 40, які він потім захоплює до свого радіально внутрішнього кінцевого положення, в якому встановлений на ВІДПОВІДНИХ полозках 40 формуючий елемент 12 повністю входить у відповідне поглиблення 16 Перш ніж почнеться наступний процес намотування, поршневий шток 28 знов відводиться радіально назовні за допомогою свого пневмоциліндра і захоплює при цьому пов'язані з ним за допомогою роз'ємного фіксованого з'єднання полозки 40 вздовж радіального відгалуження ЗО криволінійної направляючої 22 Коли полозки 40 досягають свого зовнішнього кінцевого положення, фіксоване з'єднання за рахунок подальшого ходу поршневого штоку 28 ослабляється, так що полозки 40 ВІДДІЛЯЮТЬСЯ ВІД поршневого штоку 28 і у подальшому процесі намотування можуть рухатися вздовж кільцеподібної криволінійної направляючої 22, тоді як обидва додаткових, діючих тільки радіально приводу 28 полозок залишаються у відповідному МІСЦІ на периферії криволінійної направляючої 22 Оскільки В процесі намотування формуючі елементи 12 обертаються головним чином на рівні обмотувального проводу 18, який подається направляючим елементом 20, вони при кожному обороті не тільки відводяться за допомогою криволінійної направляючої 22 радіально за межі огинаючого кола формуючого тіла 10, але і за допомогою додаткової криволінійної направляючої 46, взаємодіючої з направляючими роликами 38, підводяться перед елементом 20, а за ним знов опускаються щоб уникнути зіткнення з ним Після виготовлення на формуючому ТІЛІ 10 за допомогою ЗОВНІШНІХ формуючих елементів 12 хвильової обмотки формуюче тіло 10 разом з елементом 20 опускають настільки, що формуюче тіло 10 і приймач 34 аксіально входять в контакт Потім приводять в дію знімач 32, який всуває хвильову обмотку з формуючого тіла 10 в шліци приймача 34 Після ЦЬОГО формуюче тіло 10, елемент 20 і знімач 32 знов рухаються вгору, так що формуюче тіло 10 ВІДДІЛЯЄТЬСЯ від приймача 34 і може починатися наступний обертальний рух, тоді як приймач 34 зупиняється або здійснює тільки один позицюнуючий рух, наприклад, за допомогою двигуна 48, рух повороту Приймач 34 можна також в процесі намотування транспортувати далі разом з переданою на нього хвильовою обмоткою, наприклад, до позиції укладання або замінити іншим, пустим приймачем 34 Приймачу 34 у описаної в якості прикладу форми виконання, крім перемикаючого двигуна 48, не 57833 потрібно ніякого приводу обертання, отже, його не потрібно ні приводити за допомогою власного електроприводу синхронно з шаблоном 10,12, ні зв'язувати з ним для захоплення Оскільки шаблон під час процесів намотування відділений від приймача 34, а провід по закінченні кожного процесу намотування відрізається, приймач 34 може під час намотування здійснювати ДОВІЛЬНІ позицюнуючі рухи, тобто повертатися або транспортуватися Переважно мова йде у приймача 34 про укладальний інструмент, який містить кільцеподібно розташовані, паралельні пластини, між якими в положенні під шаблоном 10,12 підвішують одну або декілька 10 хвильових обмоток Після ЦЬОГО ВІДОМИМ ЧИНОМ на позиції укладання, наприклад, статор встановлюють на пластини, а потім хвильові обмотки аксіально укладають в його пази Для того, щоб при намотуванні отримати один шар витків на формуючому ТІЛІ 10 без їх накладення, шаблон доцільно здійснює відносно направляючого елемента 20 осьовий рух, причому у разі намотування паралельними проводами осьова подача на оборот приблизно відповідає сумі діаметрів паралельних проводів Формуюче тіло 10 потрібно виконати відповідної довжини ФІГ 2 Комп'ютерна верстка Е Ярославцева Підписано до друку 05 08 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for producing a wave winding of an electric machine and a device for the realization of the method
Назва патенту російськоюСпособ изготовления волновой обмотки электрической машины и устройство для осуществления способа
МПК / Мітки
МПК: H02K 15/04
Мітки: електричних, хвильової, обмотки, виготовлення, пристрій, машин, здійснення, спосіб
Код посилання
<a href="https://ua.patents.su/5-57833-sposib-vigotovlennya-khvilovo-obmotki-dlya-elektrichnikh-mashin-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення хвильової обмотки для електричних машин і пристрій для його здійснення</a>
Спосіб і пристрій для виготовлення розподіленої хвильової обмотки
Номер патенту: 53745
Опубліковано: 17.02.2003
Автор: Садіку Садік
МПК: H02K 15/04
Мітки: спосіб, пристрій, хвильової, виготовлення, обмотки, розподіленої
Формула / Реферат:
1. Спосіб виготовлення розподіленої хвильової обмотки для електродвигунів або генераторів, зокрема з великою кількістю полюсів, причому першу групу котушок фази виготовляють хвильовою на шаблоні, що обертається відносно нерухомої фільєри для подачі проводу, і з якого передають у розташований співвісно приймальний пристрій для котушок, який відрізняється тим, що після видалення концентричної групи (50) котушок між шаблоном (12) і приймальним...
Спосіб виявлення короткозамкнутих витків в обмотках електричних машин та пристрій для його здійснення
Номер патенту: 36791
Опубліковано: 16.04.2001
Автор: Манько Василь Михайлович
МПК: G01R 31/06
Мітки: короткозамкнутих, електричних, виявлення, спосіб, машин, обмотках, пристрій, витків, здійснення
Текст:
...4, вимірювального датчика 5, комутаційного блока 6, стрілочного 7 і звукового 8 індикаторів. Блок живлення 1 живить електрикою звуковий генератор 2 і підсилювач напруги 3 за участю комутаційного блока 6. Напруга звукового генератора частотою 500-1000Гц і величиною 30-50 В подається на підковоподібний електромагніт 4, який конструктивно зв’язаний з вимірювальним датчиком 5, тобто вони об'єднані в єдиний вузол – контролюючий датчик....
Пристрій для формування і бандажування лобових частин обмотки статорів електричних машин
Номер патенту: 66
Опубліковано: 29.08.1997
Автори: Сисоєв Валентин Сергійович, Гольцов Вячеслав Михайлович, Петренюк Володимир Михайлович
МПК: H02K 15/00
Мітки: електричних, формування, частин, машин, бандажування, лобових, обмотки, пристрій, статорів
Формула / Реферат:
Устройство для формования и бан-дажирования лобовых частей обмотки статоров электрических машин, содержащее основание, оправку с отверстием по центру и оправку, внутри которой расположен подвижный элемент с возможностью возвратно-поступательного движения, отличающееся тем, что подвижный элемент выполнен на конце с замком для удержания оправки с отверстием по центру в рабочем состоянии с помощью замыкающей шайбы и формующего стакана, а...
Пазонний спосіб моделювання електричних машин та пристрій для його здійснення
Номер патенту: 28324
Опубліковано: 16.10.2000
Автори: Куценко Юрій Васильович, Бондаренко Михайло Федорович, Чередніков Ілля Павлович, Чередніков Павел Ілліч
Мітки: пазонний, моделювання, здійснення, електричних, пристрій, спосіб, машин
Формула / Реферат:
1. Пазонный способ моделирования электрических машин, включающий интегральную модуляцию энергоемкого параметра пазонных систем электрической структуры, изменение интервала времени между экстремумами скорости изменения параметра за период, при этом выполняют условия квантового пазонного резонанса, возбуждают колебания в пазонных системах путем квантования и вложения пазонов энергии в собственные колебания, составляют эквивалентные схемы связей...
Спосіб контролю виткової ізоляції обмоток електричних машин та апаратів і пристрій для його здійснення
Номер патенту: 33736
Опубліковано: 15.02.2001
Автори: Макуха Юрій Михайлович, Бешта Олександр Степанович, Желдак Тімур Анатолійович
МПК: G01R 31/12, G01R 31/34
Мітки: обмоток, здійснення, електричних, пристрій, контролю, виткової, апаратів, машин, ізоляції, спосіб
Текст:
...По осі ординат відкладена миттєва напруга відгуку У вольтах. На фіг. 2 подана осцилограма аналогічного перехідного процесу при іспиті якорі двигуна того ж типу, що має короткозамкнені витки. Позначення – подібно до фіг. 1. На фіг. 3 наведена функціональна схема пристрою для контролю виткової ізоляції обмоток електричних машин та апаратів, де 1 - регульоване джерело напруги, 2 - накопичувальний конденсатор, 3 - силовий ключ, 4 - перша...
Попередній патент: Спосіб збудження сейсмічних коливань
Наступний патент: Контейнер для сипких матеріалів
Випадковий патент: Спосіб оцінки фізіологічного статусу риб