Спосіб виготовлення біметалевого підшипника ковзання
Номер патенту: 58552
Опубліковано: 15.08.2003
Автори: Тракшинський Яков Романович, Тракшинський Роман Борисович, Тракшинський Борис Романович, Соловьйов Володимир Андрійович
Формула / Реферат
Спосіб виготовлення біметалевого підшипника ковзання, що включає наплавлення на робочу поверхню підшипника ковзання антифрикційного композиційного матеріалу у вигляді металопорошкової шихти з матричного порошку, сталевого графітизованого дробу та технологічних флюсів, який відрізняється тим, що металопорошкову шихту наносять на підготовлену поверхню безпосередньо у відкриту форму, виконану у вигляді канавки на поверхні підшипника або заготовки для вкладиша у формі гнутого швелера, наплавлення металопорошкової шихти ведуть безперервним переміщенням газокисневого пальника, при цьому матричний порошок металопорошкової шихти являє собою матричний порошок міді.
Текст
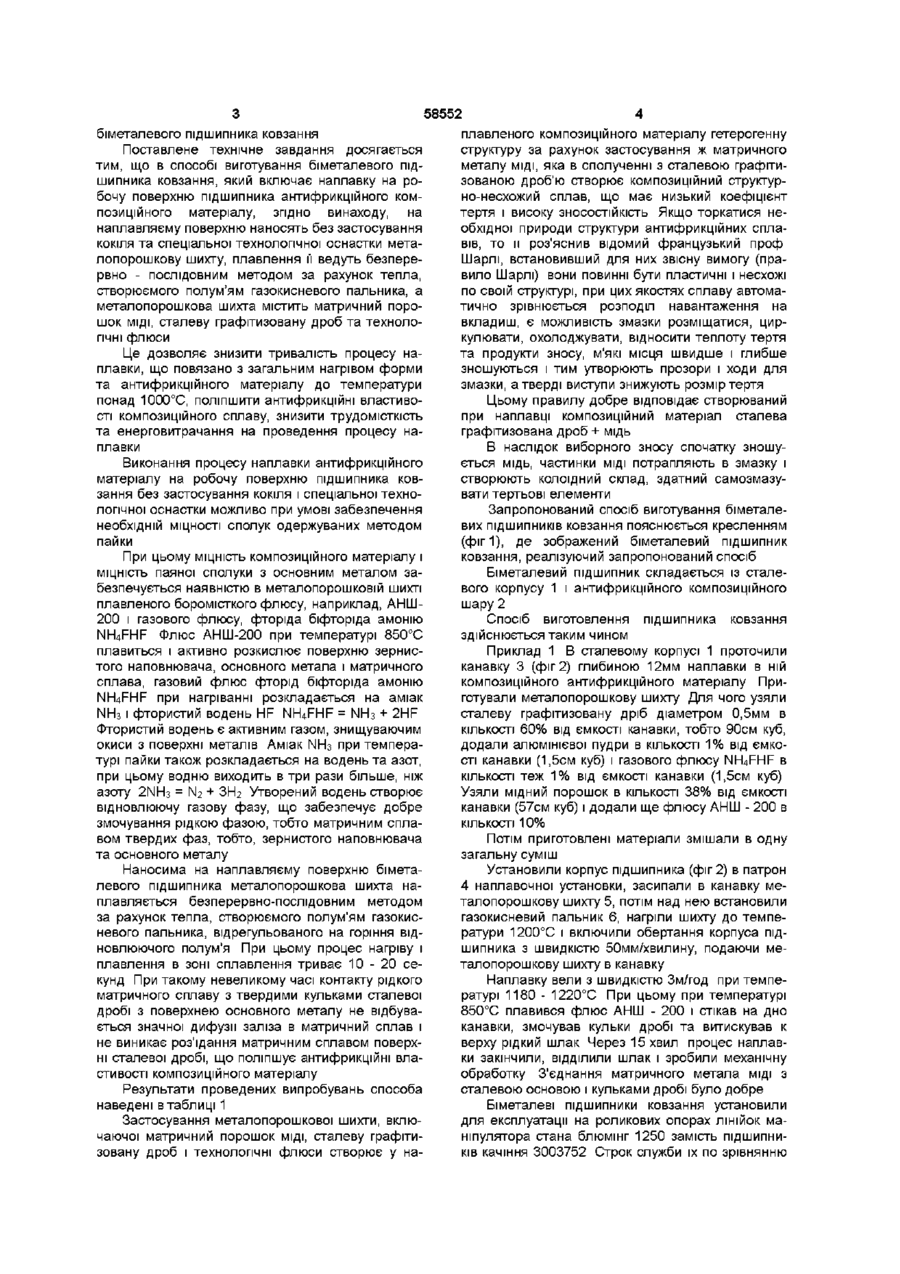
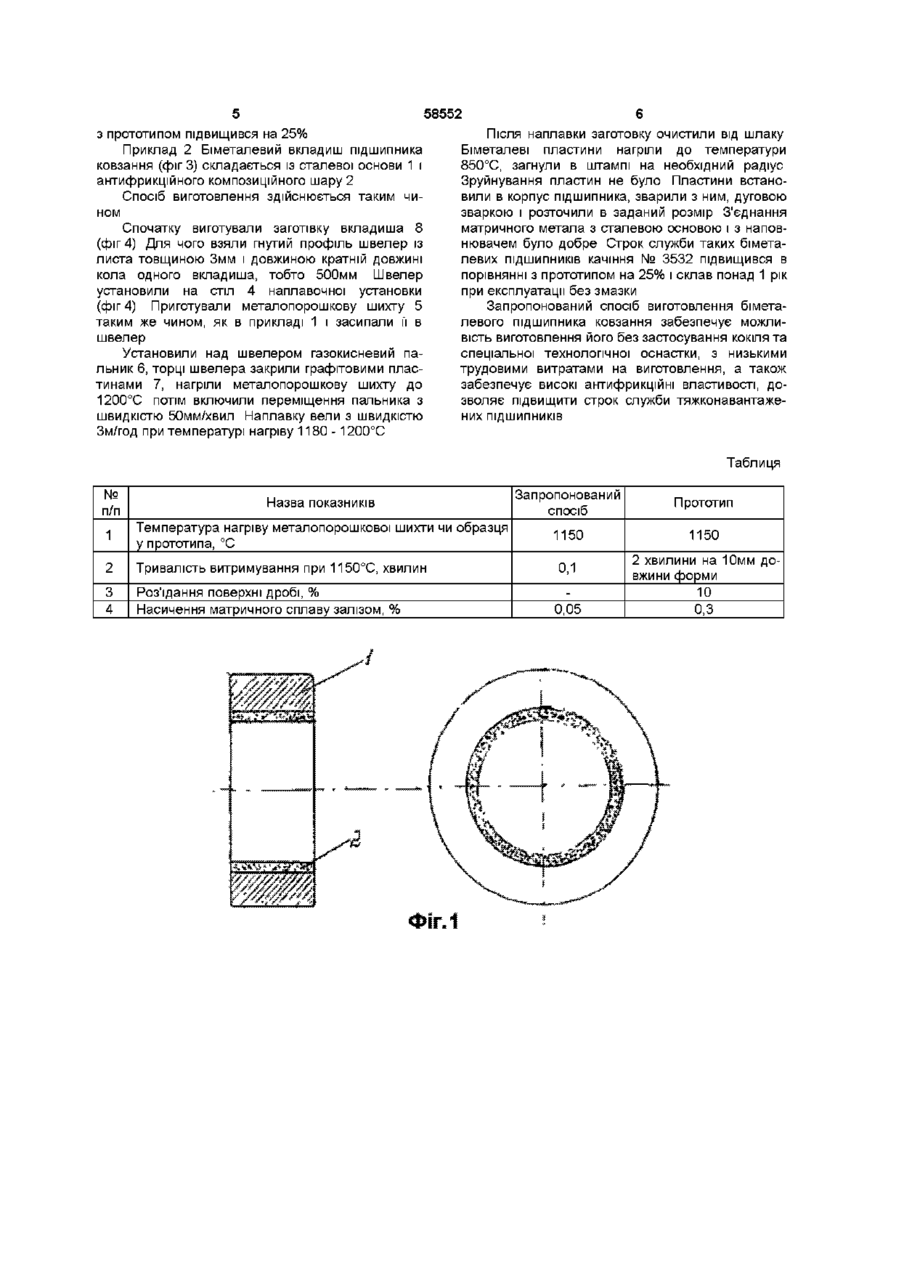
Спосіб виготовлення біметалевого підшипника ковзання, що включає наплавлення на робочу поверхню підшипника ковзання антифрикційного композиційного матеріалу у вигляді металопорошкової шихти з матричного порошку, сталевого графітизованого дробу та технологічних флюсів, який відрізняється тим, що металопорошкову шихту наносять на підготовлену поверхню безпосередньо у відкриту форму, виконану у вигляді канавки на поверхні підшипника або заготовки для вкладиша у формі гнутого швелера, наплавлення металопорошкової шихти ведуть безперервним переміщенням газокисневого пальника, при цьому матричний порошок металопорошкової шихти являє собою матричний порошок МІДІ Винахід відноситься до машинобудування, а саме до виготування ПІДШИПНИКІВ ковзання, призначених для експлуатації в тяжконавантажених вузлах ковзання, в умовах обмеженої змазки, впливу високої температури, абразивного та агресивного середовища і може бути використано в різних галузях господарства, наприклад, для виготування ПІДШИПНИКІВ ковзання валків прокатних станів та іншого устаткування металургійних підприємств, а також для реставрації зношених антифрикційних деталей Відомий спосіб виготування біметалевих порожнистих виробів, включаючий розташування в порожнечі кокіля вставки у вигляді сталевого кільця, заливку метала в порожнечу вставки і після нагріву и до температури, при котрій відношення литневих усадок вставки і метала зовнішнього шару при охолоджуванні відливки складає 0,98 0,6 заливають метал в робочу порожнечу кокіля (авторское свидетельство СССР № 562393 кл В 22Д 19/08, 1977 БИ №23) Недоліком цього способу є низька МІЦНІСТЬ з'єднання, плакіруючого шару із сталевою основою та складність проведення процесу Найбільш близьким по технічній суті та досягаемому результату є спосіб виготовлення біметалевого підшипника ковзання, який включає наплавку на робочу поверхню підшипника антифрикційного композиційного матеріалу (авторское свидетельство СССР № 1822373 A3, БИ №22) Недоліком відомого способу є велика тривалість процесу наплавки, що пов'язана з загальним нагрівом форми та антифрикційного матеріалу до температури понад 1000°С, що призводить при тривалому контакті розплавленого матричного сплаву на основі МІДІ ІЗ сталевою формою і сталевою дроб'ю до активної взаємної дифузії, насиченню матричного сплаву залізом і до роз'єднання матричним сплавом поверхні сталевої дробі, що погіршує антифрикційні властивості композиційного сплаву Відомий спосіб відрізняється великою трудомісткістю та енерговитрачаннями на проведення процесу наплавки В основу винаходу покладено завдання розробити спосіб виготування біметалевого підшипника ковзання, в якому не потрібне виготування кокіля і тривалість процесу наплавки обчислюється секундами, за рахунок нагріву наплавляємої поверхні біметалевого підшипника і плавлення металопорошкової шихти за рахунок тепла, утворюємого газокисневим пальником Створення у наплавленого композиційного матеріалу гетерогенної структури, за рахунок застосування як матеріалу пластичного метала, що забезпечує низький коефіцієнт тертя та високий строк служби О ю ю 00 ю 58552 біметалевого підшипника ковзання Поставлене технічне завдання досягається тим, що в способі виготування біметалевого підшипника ковзання, який включає наплавку на робочу поверхню підшипника антифрикційного композиційного матеріалу, згідно винаходу, на наплавляєму поверхню наносять без застосування кокіля та спеціальної технологічної оснастки металопорошкову шихту, плавлення її ведуть безперервно - послідовним методом за рахунок тепла, створюємого полум'ям газокисневого пальника, а металопорошкова шихта містить матричний порошок МІДІ, сталеву графітизовану дроб та технологічні флюси Це дозволяє знизити тривалість процесу наплавки, що повязано з загальним нагрівом форми та антифрикційного матеріалу до температури понад 1000°С, поліпшити антифрикційні властивості композиційного сплаву, знизити трудомісткість та енерговитрачання на проведення процесу наплавки Виконання процесу наплавки антифрикційного матеріалу на робочу поверхню підшипника ковзання без застосування кокіля і спеціальної технологічної оснастки можливо при умові забезпечення необхідній МІЦНОСТІ сполук одержуваних методом пайки При цьому МІЦНІСТЬ композиційного матеріалу і МІЦНІСТЬ паяної сполуки з основним металом забезпечується наявністю в металопорошковій шихті плавленого боромісткого флюсу, наприклад, АНШ200 і газового флюсу, фторіда біфторіда амонію NH4FHF Флюс АНШ-200 при температурі 850°С плавиться і активно розкислює поверхню зернистого наповнювача, основного метала і матричного сплава, газовий флюс фторід біфторіда амонію NbUFHF при нагріванні розкладається на аміак NH3 і фтористий водень HF NH4FHF = NH 3 + 2HF Фтористий водень є активним газом, знищуваючим окиси з поверхні металів Аміак ІЧНз при температурі пайки також розкладається на водень та азот, при цьому водню виходить в три рази більше, ніж азоту 2І\ІНз = N2 + ЗЬІ2 Утворений водень створює відновлюючу газову фазу, що забезпечує добре змочування рідкою фазою, тобто матричним сплавом твердих фаз, тобто, зернистого наповнювача та основного металу Наносима на наплавляєму поверхню біметалевого підшипника металопорошкова шихта наплавляється безперервно-послідовним методом за рахунок тепла, створюємого полум'ям газокисневого пальника, відрегульованого на горіння відновлюючого полум'я При цьому процес нагріву і плавлення в зоні сплавлення триває 1 0 - 2 0 секунд При такому невеликому часі контакту рідкого матричного сплаву з твердими кульками сталевої дробі з поверхнею основного металу не відбувається значної дифузії заліза в матричний сплав і не виникає роз'їдання матричним сплавом поверхні сталевої дробі, що поліпшує антифрикційні властивості композиційного матеріалу Результати проведених випробувань способа наведені в таблиці 1 Застосування металопорошкової шихти, включаючої матричний порошок МІДІ, сталеву графітизовану дроб і технологічні флюси створює у на плавленого композиційного матеріалу гетерогенну структуру за рахунок застосування ж матричного металу МІДІ, яка в сполученні з сталевою графітизованою дроб'ю створює композиційний структурно-несхожий сплав, що має низький коефіцієнт тертя і високу ЗНОСОСТІЙКІСТЬ Якщо торкатися необхідної природи структури антифрикційних сплавів, то и роз'яснив відомий французький проф Шарлі, встановивший для них звісну вимогу (правило Шарлі) вони повинні бути пластичні і несхожі по своїй структурі, при цих якостях сплаву автоматично зрівнюється розподіл навантаження на вкладиш, є можливість змазки розміщатися, циркулювати, охолоджувати, відносити теплоту тертя та продукти зносу, м'які місця швидше і глибше зношуються і тим утворюють прозори і ходи для змазки, а тверді виступи знижують розмір тертя Цьому правилу добре відповідає створюваний при наплавці композиційний матеріал сталева графітизована дроб + мідь В наслідок виборного зносу спочатку зношується мідь, частинки МІДІ потрапляють в змазку і створюють колоїдний склад, здатний самозмазувати тертьові елементи Запропонований спосіб виготування біметалевих ПІДШИПНИКІВ ковзання пояснюється кресленням (фіг 1), де зображений біметалевий підшипник ковзання, реалізуючий запропонований спосіб Біметалевий підшипник складається із сталевого корпусу 1 і антифрикційного композиційного шару 2 Спосіб виготовлення підшипника ковзання здійснюється таким чином Приклад 1 В сталевому корпусі 1 проточили канавку 3 (фіг 2) глибиною 12мм наплавки в ній композиційного антифрикційного матеріалу Приготували металопорошкову шихту Для чого узяли сталеву графітизовану дріб діаметром 0,5мм в КІЛЬКОСТІ 60% від ємкості канавки, тобто 90см куб, додали алюмінієвої пудри в КІЛЬКОСТІ 1% від ємкості канавки (1,5см куб) і газового флюсу NbUFHF в КІЛЬКОСТІ теж 1% від ємкості канавки (1,5см куб) Узяли мідний порошок в КІЛЬКОСТІ 38% від ємкості канавки (57см куб) і додали ще флюсу АНШ - 200 в КІЛЬКОСТІ 10% Потім приготовлені матеріали змішали в одну загальну суміш Установили корпус підшипника (фіг 2) в патрон 4 наплавочної установки, засипали в канавку металопорошкову шихту 5, потім над нею встановили газокисневий пальник 6, нагріли шихту до температури 1200°С і включили обертання корпуса підшипника з швидкістю 50мм/хвилину, подаючи металопорошкову шихту в канавку Наплавку вели з швидкістю Зм/год при температурі 1180 - 1220°С При цьому при температурі 850°С плавився флюс АНШ - 200 і стікав на дно канавки, змочував кульки дробі та витискував к верху рідкий шлак Через 15хвил процес наплавки закінчили, ВІДДІЛИЛИ шлак і зробили механічну обработку З'єднання матричного метала МІДІ З сталевою основою і кульками дробі було добре Біметалеві підшипники ковзання установили для експлуатації на роликових опорах ЛІНІЙОК маніпулятора стана блюмінг 1250 замість ПІДШИПНИКІВ качіння 3003752 Строк служби їх по зрівнянню 58552 з прототипом підвищився на 25% Приклад 2 Біметалевий вкладиш підшипника ковзання (фігЗ) складається із сталевої основи 1 і антифрикційного композиційного шару 2 Спосіб виготовлення здійснюється таким чином Спочатку виготували заготівку вкладиша 8 (фіг 4) Для чого взяли гнутий профіль швелер із листа товщиною Змм і довжиною кратній довжині кола одного вкладиша, тобто 500мм Швелер установили на стіл 4 наплавочної установки (фіг 4) Приготували металопорошкову шихту 5 таким же чином, як в прикладі 1 і засипали її в швелер Установили над швелером газокисневий пальник 6, торці швелера закрили графітовими пластинами 7, нагріли металопорошкову шихту до 1200°С потім включили переміщення пальника з швидкістю 50мм/хвил Наплавку вели з швидкістю Зм/год при температурі нагріву 1180 -1200°С Після наплавки заготовку очистили від шлаку Біметалеві пластини нагріли до температури 850°С, загнули в штампі на необхідний радіус Зруйнування пластин не було Пластини встановили в корпус підшипника, зварили з ним, дуговою зваркою і розточили в заданий розмір З'єднання матричного метала з сталевою основою і з наповнювачем було добре Строк служби таких біметалевих ПІДШИПНИКІВ качіння № 3532 підвищився в порівнянні з прототипом на 25% і склав понад 1 рік при експлуатації без змазки Запропонований спосіб виготовлення біметалевого підшипника ковзання забезпечує можливість виготовлення його без застосування кокіля та спеціальної технологічної оснастки, з низькими трудовими витратами на виготовлення, а також забезпечує високі антифрикційні властивості, дозволяє підвищити строк служби тяжко на вантажених ПІДШИПНИКІВ Таблиця № п/п Назва показників Запропонований спосіб Прототип 1 Температура нагріву металопорошкової шихти чи образця у прототипа, °С 1150 1150 2 Тривалість витримування при 1150°С, хвилин 0,1 3 4 Роз'їдання поверхні дробі, % Насичення матричного сплаву залізом, % 0,05 2 хвилини на 10мм довжини форми 10 0,3 58552 Комп'ютерна верстка А Крулевський Підписано до друку 05 09 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making bimetallic slide bearing
Автори англійськоюTrakshynskyi Roman Borysovych, Soloviov Volodymyr Andriiovych, Trakshynskyi Borys Romanovych
Назва патенту російськоюСпособ изготовления биметаллического подшипника скольжения
Автори російськоюТракшинский Роман Борисович, Соловьев Владимир Андреевич, Тракшинский Борис Романович
МПК / Мітки
МПК: F16C 33/04, B22D 19/08, F16C 33/12
Мітки: підшипника, ковзання, біметалевого, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/4-58552-sposib-vigotovlennya-bimetalevogo-pidshipnika-kovzannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалевого підшипника ковзання</a>
Спосіб обробки підшипника ковзання
Номер патенту: 57086
Опубліковано: 16.06.2003
Автори: Кутєйніков Анатолій Миколайович, Сніговський Федір Павлович, Скирденко Олег Іванович
МПК: F16C 33/00
Мітки: обробки, ковзання, підшипника, спосіб
Формула / Реферат:
Спосіб обробки підшипника ковзання, що включає механічну обробку металевого корпуса, обробку його імпульсним електромагнітним полем, який відрізняється тим, що обробці імпульсним електромагнітним полем піддають також вал і вкладиш підшипника.
Спосіб виготовлення біметалічного підшипника ковзання
Номер патенту: 4066
Опубліковано: 27.12.1994
Автори: Тракшинський Яків Романович, Тракшинський Борис Романович, Тракшинський Роман Борисович, Соловьйов Володимир Андрійович
МПК: B22D 19/08
Мітки: підшипника, виготовлення, ковзання, біметалічного, спосіб
Формула / Реферат:
Способ изготовления биметаллического подшипника скольжения, включающий подготовку стальной основы подшипника, нагрев, наплавку ее антифрикционным материалом с использованием флюса, выдержку и охлаждение, отличающийся тем, что наплавку осуществляют в герметичной форме, внешнюю сторону которой образует стальная основа подшипника, антифрикционный материал используют в виде смеси тонкодисперсного порошка матричного сплава, стальной...
Спосіб виготовлення біметалевого вкладиша шарніра ковзання універсального шпинделя
Номер патенту: 15826
Опубліковано: 30.06.1997
Автори: Тракшинський Борис Романович, Тракшинський Яків Романович, Скороход Микола Михайлович, Соловьйов Володимир Андрійович, Тракшинський Роман Борисович
МПК: B22D 19/08, B23K 20/00
Мітки: виготовлення, біметалевого, шарніра, спосіб, ковзання, універсального, вкладиша, шпинделя
Формула / Реферат:
Способ изготовления биметаллического вкладыша шарнира скольжения универсального шпинделя, включающий изготовление сплошной стальной сердцевины и наплавку на трущиеся поверхности слоя антифрикционного сплава на основе меди, отличающийся тем, что сердцевину вкладыша изготавливают путем сдавливания стальной трубчатой заготовки, нагретой до 700 - 1300°C в матрице через шаблон-прокладку, а наплавку осуществляют в герметичной стальной форме, при...
Біметалевий матеріал для підшипників ковзання
Номер патенту: 40102
Опубліковано: 16.07.2001
Автори: Решетнік Юрій Володимирович, Блохін Олександр Григорович, Єрмолов Олександр Михайлович
МПК: C22C 9/08, F16C 33/12, F16C 33/62
Мітки: матеріал, підшипників, біметалевий, ковзання
Формула / Реферат:
Біметалевий матеріал для підшипників ковзання, що містить металеву основу з нанесеним антифрикційним шаром на основі порошків міді, зі складом заліза, цинку, молібдену та графіту, який відрізняється тим, що у антифрикційний шар додатково вводиться скло (Na2O • СaO • 6 SiO2), a компоненти використовують у таких співвідношеннях, мас. %: Залізо 5,0 – 25,0 Цинк 0,1 - 12,0 ...
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі
Номер патенту: 45389
Опубліковано: 15.04.2002
Автори: Сорокін Юрій Володимирович, Ульшин Віктор Іванович, Штакун Володимир Анатолійович, Бондар Володимир Григорович, Гогаєв Казбек Олександрович
МПК: B22F 7/06, B22F 3/20, B21K 5/00, B23P 15/28
Мітки: біметалевого, сталі, різального, інструменту, швидкорізальної, конструкційної, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі, який включає отримання біметалевої заготовки, спікання її у вакуумі і гарячу екструзію з одержанням профільної різальної частини, з'єднання її з хвостовою частиною, який відрізняється тим, що отримання біметалевої заготовки здійснюють розміщенням у пресформі двох шарів порошків конструкційної та швидкорізальної сталі з висотою засипки порошку...
Попередній патент: Фармацевтична композиція та фармацевтичний продукт
Наступний патент: Спосіб вилучення золота з золотовмісних поліметалевих матеріалів
Випадковий патент: Теплообмінник для термообробки порошкоподібного матеріалу