Спосіб пресування виробів з порошкових матеріалів і прес-форма для його здійснення
Номер патенту: 75885
Опубліковано: 15.06.2006
Автори: Двіліс Едгар Сєргєєвіч, Хасанов Олєг Леонідовіч, Соколов Віталій Міхайловіч, Похолков Юрій Пєтровіч

Формула / Реферат
1. Спосіб пресування виробів з порошкових матеріалів, який полягає в тому, що вміщують порошковий матеріал в формоутворюючу порожнину прес-форми, обмежену активними і пасивними формоутворюючими поверхнями суцільних або складових формоутворюючих елементів прес-форми, здійснюють взаємне переміщення формоутворюючих елементів прес-форми вздовж осі пресування, при цьому здійснюють передачу зусилля пресування від формоутворюючих елементів прес-форми порошковому матеріалу через активні формоутворюючі поверхні, і формують поверхні виробу з порошкового матеріалу, паралельні осі пресування, за допомогою пасивних формоутворюючих поверхонь суцільних або складових формоутворюючих елементів прес-форми, який відрізняється тим, що при формуванні поверхонь виробу з порошкового матеріалу, паралельних осі пресування, використовують частини щонайменше однієї пасивної формоутворюючої поверхні, що знаходяться на суцільних або складових формоутворюючих елементах, розділених вздовж осі пресування, переміщують формоутворюючі елементи прес-форми так що, щонайменше одну безперервну поверхню виробу з порошкового матеріалу, паралельну осі пресування, формують за допомогою вказаних частин щонайменше однієї пасивної формоутворюючої поверхні, розділеної вздовж осі пресування, які належать різним формоутворюючим елементам, при цьому різні формоутворюючі елементи переміщують в протилежних напрямах.
2. Спосіб пресування за п. 1, який відрізняється тим, що пресування здійснюють за допомогою зустрічного переміщення суцільних або складових формоутворюючих елементів вздовж прямолінійної осі пресування.
3. Спосіб пресування за п. 1, який відрізняється тим, що пресування здійснюють за допомогою зустрічного переміщення суцільних або складових формоутворюючих елементів вздовж криволінійної осі пресування.
4. Спосіб пресування за п. 3, який відрізняється тим, що як криволінійну вісь пресування використовують дугу кола.
5. Спосіб пресування за п. 3, який відрізняється тим, що як криволінійну вісь пресування використовують елемент гвинтової лінії з постійним або змінним кроком.
6. Спосіб пресування за п. 1, який відрізняється тим, що при пресуванні виробів з порошкових матеріалів до суцільних або складових формоутворюючих елементів прес-форми прикладають механічні коливання.
7. Спосіб пресування за п. 6, який відрізняється тим, що використовують механічні коливання ультразвукового діапазону частот.
8. Спосіб пресування за п. 6, який відрізняється тим, що прикладають механічні коливання до суцільних або складових формоутворюючих елементів прес-форми, що містять велику частину пасивної формоутворюючої поверхні.
9. Спосіб пресування за п. 1, який відрізняється тим, що при пресуванні виробів з внутрішньою порожниною або з розвиненою поверхнею використовують формоутворюючі елементи, у яких різниця між площами пасивних формоутворюючих поверхонь, що належать різнонаправленим формоутворюючим елементам прес-форми, мінімальна.
10. Прес-форма для пресування виробів з порошкових матеріалів, що містить два суцільних або складових формоутворюючих елементи, призначених для формування формоутворюючої порожнини, обмеженої активними і пасивними формоутворюючими поверхнями, і розміщеними з можливістю взаємного переміщення вздовж осі пресування, при цьому активні формоутворюючі поверхні призначені для передачі зусилля пресування від формоутворюючих елементів до порошкового матеріалу, а пасивні формоутворюючі поверхні для формування поверхонь виробу з порошкового матеріалу, паралельних осі пресування, яка відрізняється тим, що суцільні або складові формоутворюючі елементи прес-форми, розділені вздовж осі пресування, містять частину щонайменше однієї безперервної пасивної формоутворюючої поверхні, розділеної вздовж осі пресування, при цьому на кожному з формоутворюючих елементів розташовані щонайменше одна частина щонайменше однієї безперервної пасивної формоутворюючої поверхні, розділеної вздовж осі пресування і призначеної для формування поверхонь виробу з порошкового матеріалу, паралельних осі пресування, і частина щонайменше однієї активної формоутворюючої поверхні, призначеної для передачі зусилля пресування.
11. Прес-форма за п. 10, яка відрізняється тим, що кожний з суцільних або складових формоутворюючих елементів прес-форми містить частини пасивних і частини активних формоутворюючих поверхонь, що обмежують множину порожнин, призначених для пресування множини виробів з порошкового матеріалу.
12. Прес-форма за п. 11, яка відрізняється тим, що множина виробів з порошкового матеріалу має однакову форму.
13. Прес-форма за п. 11, яка відрізняється тим, що множина виробів з порошкового матеріалу має різну форму.
14. Прес-форма за п. 11, яка відрізняється тим, що на торці щонайменше одного з суцільних або складових формоутворюючих елементів виконана щонайменше одна проточка для завантаження порошкового матеріалу в щонайменше одну формоутворюючу порожнину прес-форми,
15. Прес-форма за п. 11, яка відрізняється тим, що формоутворюючі елементи виконані з можливістю їх взаємного переміщення в протилежних напрямах вздовж осі пресування.
16. Прес-форма за п. 15, яка відрізняється тим, що вісь пресування вибрана з групи, що складається з прямолінійної осі пресування, криволінійної осі пресування і дуги кола і елемента гвинтової лінії з постійним або змінним кроком.
17. Прес-форма за п. 10, яка відрізняється тим, що додатково містить засіб для запобігання неосьовому переміщенню суцільних або складових формоутворюючих елементів.
18. Прес-форма за п. 17, яка відрізняється тим, що як засіб для запобігання неосьовому переміщенню суцільних або складових формоутворюючих елементів використаний конструктивний елемент, вибраний з групи, що складається з бандажа, обойми, шарніра загальної осі взаємного переміщення формоутворюючих елементів, шліцьового зачеплення суцільних або складових формоутворюючих елементів один з одним, байонетного зачеплення суцільних або складових формоутворюючих елементів, еластичної оболонки.
19. Прес-форма за п. 17, яка відрізняється тим, що як засіб для запобігання неосьовому переміщенню суцільних або складових формоутворюючих елементів використаний щонайменше один з суцільних або складових формоутворюючих елементів.
20. Прес-форма за п. 10, яка відрізняється тим, що на суцільних або складових формоутворюючих елементах виконана щонайменше одна проточка для утворення додаткової порожнини, призначеної для збору газу або рідини, що витісняється при пресуванні порошкового матеріалу.
21. Прес-форма за п. 20, яка відрізняється тим, що додаткова порожнина виконана з можливістю збільшення її об’єму при взаємному переміщенні суцільних або складових формоутворюючих елементів прес-форми.
22. Прес-форма за п. 10, яка відрізняється тим, що кількість складових частин формоутворюючих елементів прес-форми відповідає кількості заглибин/виступів виробу, що пресується з порошкового матеріалу.
23. Прес-форма за п. 10, яка відрізняється тим, що для пресування виробів з внутрішньою порожниною або з розвиненою поверхнею формоутворюючі елементи прес-форми виконані так, що різниця між площами пасивних формоутворюючих поверхонь, що належать різнонаправленим формоутворюючим елементам прес-форми, мінімальна.
Текст
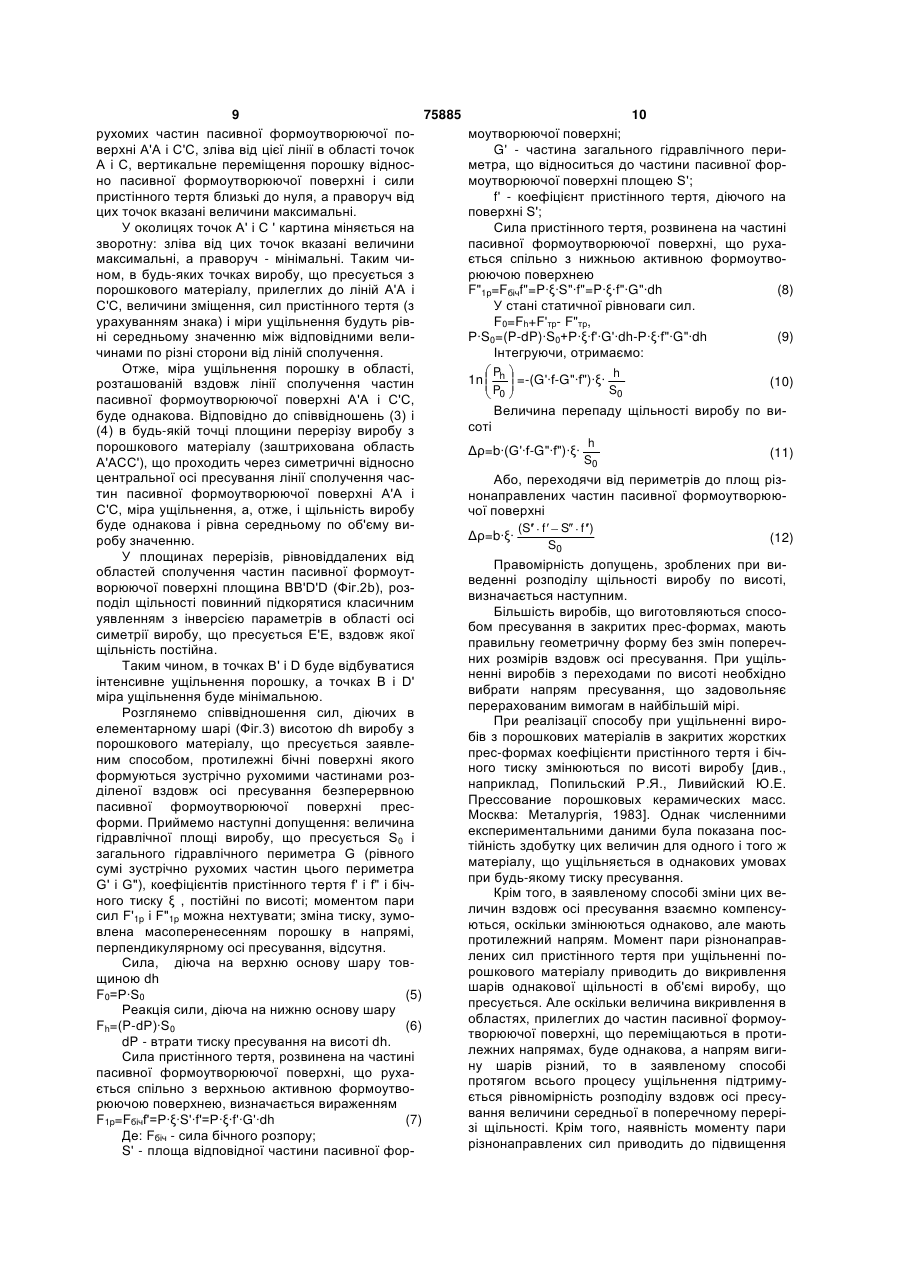
1. Спосіб пресування виробів з порошкових матеріалів, який полягає в тому, що вміщують порошковий матеріал в формоутворюючу порожнину прес-форми, обмежену активними і пасивними формоутворюючими поверхнями суцільних або складових формоутворюючих елементів прес-форми, здійснюють взаємне переміщення формоутворюючих елементів прес-форми вздовж осі пресування, при цьому здійснюють передачу зусилля пресування від формоутворюючих елементів прес-форми порошковому матеріалу через активні формоутворюючі поверхні, і формують поверхні виробу з порошкового матеріалу, паралельні осі пресування, за допомогою пасивних формоутворюючих поверхонь суцільних або складових формоутворюючих елементів прес-форми, який відрізняється тим, що при формуванні поверхонь виробу з порошкового матеріалу, паралельних осі пресування, використовують частини щонайменше однієї пасивної формоутворюючої поверхні, що знаходяться на суцільних або складових формоутворюючих елементах, розділених вздовж осі пресування, переміщують формоутворюючі елементи прес-форми так що, щонайменше одну безперервну поверхню виробу з порошкового матеріалу, паралельну осі пресування, формують за допомогою вказаних 2 (19) 1 3 75885 4 складових формоутворюючих елементи, признається з прямолінійної осі пресування, криволінійчених для формування формоутворюючої пороної осі пресування і дуги кола і елемента гвинтожнини, обмеженої активними і пасивними форвої лінії з постійним або змінним кроком. 17. Прес-форма за п. 10, яка відрізняється тим, моутворюючими поверхнями, і розміщеними з можливістю взаємного переміщення вздовж осі що додатково містить засіб для запобігання непресування, при цьому активні формоутворюючі осьовому переміщенню суцільних або складових поверхні призначені для передачі зусилля пресуформоутворюючих елементів. 18. Прес-форма за п. 17, яка відрізняється тим, вання від формоутворюючих елементів до порошкового матеріалу, а пасивні формоутворюючі що як засіб для запобігання неосьовому переміповерхні для формування поверхонь виробу з щенню суцільних або складових формоутворююпорошкового матеріалу, паралельних осі пресучих елементів використаний конструктивний елевання, яка відрізняється тим, що суцільні або мент, вибраний з групи, що складається з складові формоутворюючі елементи прес-форми, бандажа, обойми, шарніра загальної осі взаємнорозділені вздовж осі пресування, містять частину го переміщення формоутворюючих елементів, щонайменше однієї безперервної пасивної форшліцьового зачеплення суцільних або складових моутворюючої поверхні, розділеної вздовж осі формоутворюючих елементів один з одним, бапресування, при цьому на кожному з формоутвойонетного зачеплення суцільних або складових рюючих елементів розташовані щонайменше формоутворюючих елементів, еластичної обоодна частина щонайменше однієї безперервної лонки. 19. Прес-форма за п. 17, яка відрізняється тим, пасивної формоутворюючої поверхні, розділеної вздовж осі пресування і призначеної для формущо як засіб для запобігання неосьовому перемівання поверхонь виробу з порошкового матеріащенню суцільних або складових формоутворююлу, паралельних осі пресування, і частина щочих елементів використаний щонайменше один з найменше однієї активної формоутворюючої суцільних або складових формоутворюючих елеповерхні, призначеної для передачі зусилля прементів. 20. Прес-форма за п. 10, яка відрізняється тим, сування. 11. Прес-форма за п. 10, яка відрізняється тим, що на суцільних або складових формоутворюющо кожний з суцільних або складових формоутчих елементах виконана щонайменше одна проворюючих елементів прес-форми містить частини точка для утворення додаткової порожнини, припасивних і частини активних формоутворюючих значеної для збору газу або рідини, що поверхонь, що обмежують множину порожнин, витісняється при пресуванні порошкового матеріпризначених для пресування множини виробів з алу. 21. Прес-форма за п. 20, яка відрізняється тим, порошкового матеріалу. 12. Прес-форма за п. 11, яка відрізняється тим, що додаткова порожнина виконана з можливістю що множина виробів з порошкового матеріалу збільшення її об’єму при взаємному переміщенні має однакову форму. суцільних або складових формоутворюючих еле13. Прес-форма за п. 11, яка відрізняється тим, ментів прес-форми. 22. Прес-форма за п. 10, яка відрізняється тим, що множина виробів з порошкового матеріалу має різну форму. що кількість складових частин формоутворюючих 14. Прес-форма за п. 11, яка відрізняється тим, елементів прес-форми відповідає кількості заглищо на торці щонайменше одного з суцільних або бин/виступів виробу, що пресується з порошковоскладових формоутворюючих елементів виконаго матеріалу. 23. Прес-форма за п. 10, яка відрізняється тим, на щонайменше одна проточка для завантаження порошкового матеріалу в щонайменше одну фощо для пресування виробів з внутрішньою порормоутворюючу порожнину прес-форми, жниною або з розвиненою поверхнею формоут15. Прес-форма за п. 11, яка відрізняється тим, ворюючі елементи прес-форми виконані так, що що формоутворюючі елементи виконані з можлирізниця між площами пасивних формоутворюювістю їх взаємного переміщення в протилежних чих поверхонь, що належать різнонаправленим напрямах вздовж осі пресування. формоутворюючим елементам прес-форми, міні16. Прес-форма за п. 15, яка відрізняється тим, мальна. що вісь пресування вибрана з групи, що склада Даний винахід відноситься до порошкової металургії, а більш точно - до способу пресування виробів з порошкових матеріалів і прес-форми для його реалізації, і може бути використаний в різних галузях промисловості. Відомий спосіб одноосного одностороннього пресування порошкових матеріалів в закритих прес-формах [див., наприклад, "Порошковая металлургия. Материали, технология, свойства, области применения», И.М.Федорченко, И.Н.Францевич, И.Д.Радомысельський і др.- Київ: Наукова думка, 1985], що складаються з матриці, що містить пасивну, не забезпечуючу передачу зусилля пресування порошку, що пресується формоутворюючу поверхню, і пуансонів, що містять здатні передавати зусилля пресування порошку, що пресується формоутворюючі поверхні. Пресування здійснюють за допомогою передачі зусилля пресування порошку через активну формоутворюючу поверхню одного з пуансонів. Відомий 5 75885 6 спосіб забезпечує виготовлення деталей І і II груп ці і заставному стрижні, формуються зовнішня і складності з величиною фактора форми, близьвнутрішня бічні поверхні виробу, а активними кою до одиниці. формоутворюючими поверхнями, розташованиПри виготовленні цим способом деталей III ми на пуансонах, формуються торцеві поверхні групи складності для зниження величини перепавиробу. Здійснюється спільне зустрічне переміду щільності по висоті виробу в два рази в порівщення жорстко пов'язаних матриці з одним пренянні з односторонньою схемою пресування реасуючим пуансоном і стрижня з іншим пресуючим лізовують двосторонню схему одноосного пуансоном і передача зусилля пресування через пресування. Для забезпечення тих же умов у виактивні формоутворюючі поверхні. Така схема робах IV-VII груп складності, що мають різні педозволяє отримувати вироби в формі втулки з реходи по висоті, застосовують складові пуансобільш рівномірним розподілом щільності по висони з елементами, що незалежно переміщаються і ті виробу. спеціалізовані багатоходові преси з синхронізаціПри однакових умовах тертя на обох пасивєю і регулюванням робочого ходу їх елементів. них формоутворюючих поверхнях, що обмежують Основним недоліком відомого способу є те, внутрішню і зовнішню бічні поверхні виробу при що розподіл середньої щільності виробу з поройого пресуванні зі зустрічним переміщенням матшкового матеріалу в перерізі, перпендикулярнориці і заставного стрижня, перепад середньої му осі пресування, по його висоті і по його об'єму щільності в перпендикулярному осі пресування у всіх схемах пресування має явно виражений перерізі по її висоті не може бути рівним нулю, нерівномірний характер з вигином шарів однакооскільки визначається різницею в площах противої щільності в напрямі рушення пресуючого пуастоячих бічних поверхонь - зовнішньої і внутрішнсона [Штерн М.Б., Сердюк Г.Г., Максименко Л.А., ньої. Трухан Ю.В., Шуляков Ю.М. Феноменологические Перепад середніх в поперечному перерізі ветеории прессования порошков - Київ: Наукова личин осьового тиску ΔΡ і щільність порошкового думка, 1982]. тіла Δρ по його висоті при пресуванні втулки зі В умовах серійного виробництва виробів з зустрічним переміщенням матриці і стрижня запорошкових матеріалів І, II, III груп складності лежить від коефіцієнтів пристінного тертя f і бічвикористовуються багатомісні прес-форми, труного тиску ζ, висоти виробу h і величини зовнішдомісткість виготовлення набагато разів зростає, нього r1 і внутрішнього r2 радіусів втулки, що оскільки кількість формоутворюючих елементів ущільнюється: (пуансони і порожнини багатомісної матриці) відh ΔΡ=2·f·Pб· (1) повідає кількості виробів, що пресується за один r2 r1 раз. Приформуванні виробів складної форми з h Δρ=2·f·ξ· розвиненою поверхнею і для усунення руйнуючо(2) r2 r1 го впливу пружної післядії застосовують роз'ємні де: Рб - середній по висоті виробу бічний матриці [Клячко Л.И., Уманський A.M., Бобров тиск. В.Н. Оборудование і оснастка для формования Спосіб пресування втулок зі зустрічним пепорошковых материалов. Москва: Металургия, реміщенням матриці і заставного стрижня має 1986], що збільшує кількість елементів пресістотний недолік. При формуванні виробу у виформи, ускладнює процес її виготовлення і ексгляді втулки отримання рівномірного розподілу плуатації, але не вирішує проблеми отримання щільності по висоті виробу неможливе, оскільки прийнятної однакової щільності пресування по площі його бічних поверхонь (зовнішньої і внутвисоті. рішньої) не можуть бути рівні. При пресуванні Найближчим технічним рішенням є спосіб порошків, що складно формуються, це є причипресування втулок зі зустрічним переміщенням ною розшарування довгомірних виробів, привоматриці і заставного стрижня, що полягає в тому, дить до їх нерівномірній усадці і недопустимих що вміщують порошковий матеріал в формоутзмін форми при подальшому сплавленні. ворюючу порожнину прес-форми, обмежену акПотрібно зазначити, що сучасні умови підвитивними і пасивними формоутворюючими поверщеної вимоги до чистоти матеріалів порошкової хнями суцільних або складових технології, її здешевлення і спрощення операцій формоутворюючих елементів прес-форми, здійспідготовки не дозволяють застосовувати змазки нюють взаємне переміщення формоутворюючих при виготовленні відповідальних деталей. Крім елементів прес-форми вздовж осі пресування, того, зниження параметрів пристінного тертя техпри цьому здійснюють передачу зусилля пресунологічними змазками не дозволяє додержати вання від формоутворюючих елементів пресумову рівної щільності. Відмінність співвідношенформи порошковому матеріалу через активні ня площ зустрічно рухомих частин пасивної форформоутворюючі поверхні і формують поверхні моутворюючої поверхні приведе до необхідності виробу з порошкового матеріалу, паралельні осі підбору складу змазки, що зменшує коефіцієнт пресування, за допомогою пасивних формоутвопристінного тертя пропорційно цьому співвіднорюючих поверхонь суцільних або складових фошенню. рмоутворюючих елементів прес-форми [див., Відома прес-форма для одноосного пресунаприклад, Попильский Р.Я., Пивинский Ю.Е. вання порошкових виробів в закритому об'ємі, що Пресование порошковых керамических масс. складається з трьох формоутворюючих елеменМосква: Металургия, 1983]. тів: матриці і двох пуансонів. Пуансони безпосеУ вказаному способі пасивними формоутворедньо сприймають зусилля пресування перерірюючими поверхнями, розташованими на матри 7 75885 8 зом, що повторює форму торцевих поверхонь бу пресування і виведення для перепаду щільновиробу, які вони формують своїми активними сті по висоті порошкового виробу, виготовленого формоутворюючими поверхнями, а матриця обзаявленим способом. межує бічну, паралельну осі пресування поверхНа Фіг.1а,b,с представлені прес-форми для ню виробу і сприймає зусилля бічного тиску з одноосного одностороннього пресування циліндбоку порошку, що пресується своєю пасивною ричного виробу з порошкових матеріалів. На формоутворюючою поверхнею [И.М.Федорченко, Фіг.2а,b,с представлені відповідні схеми ущільИ.Н.Францевич, И.Д.Радомысельский і др. Поронення порошкового виробу. Жирними лініями шковая металлургия. Материалы, технология, позначені місця рухомого в процесі ущільнення свойства, області применения. Киев: Наукова зчленування частин загальної формоутворюючої думка, 1985]. поверхні. Переріз формоутворюючого елемента пресНа Фіг.1а представлена відома прес-форма форми, що сприймає зусилля пресування, заледля здійснення відомого способу одноосного оджить від гідравлічної площі порошкового виробу. ностороннього пресування циліндричного виробу Це підвищує вимоги до якості матеріалу пресз порошкового матеріалу, що містить перший форми і її обробки, зменшує термін її служби і формоутворюючий елемент 1, що має активну істотно обмежує допустимий діапазон тиску преформоутворюючу поверхню 2 і другий формоутсування, особливо для виробів, що мають малий ворюючий елемент 3, що має пасивну формоутпереріз в напрямі осі пресування. ворюючу поверхню 4, які формують формоутвоНаявність на елементах прес-форми замкнерюючу порожнину 5. На Фіг.2а представлена них пасивних формоутворюючих поверхонь, прясхема ущільнення циліндричного тіла з порошкомий доступ до яких утруднений і до якості яких вого матеріалу. пред'являються підвищені вимоги, ускладнює їх На дільниці виробу з порошкового матеріалу, обробку в процесі виготовлення, обслуговування прилеглій до лінії 6 (Фіг.1а) рухомого зчленування в процесі експлуатації прес-форм. активної формоутворюючої поверхні 2 формоутПри виготовленні у відомій прес-формі довворюючого елемента 1 і пасивної формоутворюгомірних виробів з пластичних порошків, схильючої поверхні 4, тобто по контуру кола А', В', С' і них до запресування повітря, або з порошків з D' (Фіг.2а), величина переміщення порошку відвеликим вмістом рідини або технологічної зв'язки носно пасивної формоутворюючої поверхні, сили видалення їх із замкненого об'єму порожнини пристінного тертя і міра ущільнення мають найбіматриці в процесі пресування утруднене. льші значення. А в місцях нерухомого зчленуванНайближчим технічним рішенням пристрою ня, тобто по контуру кола А, В, С, D переміщення для реалізації заявленого способу є прес-форма і сили пристінного тертя близькі до нуля і, відподля пресування порошкових виробів в формі втувідно, міра ущільнення порошку мінімальна [див., лки, яка містить два суцільних або складових наприклад, Штерн М.Б. і др. Феноменологические формоутворюючих елемента, призначених для теории прессования порошков.- Київ: Наукова формування формоутворюючої порожнини, обдумка, 1982, стор.140]. меженої активними і пасивними формоутворююНа половині відстані між пересувною і неручими поверхнями, і розміщеної з можливістю взахомою активними формоутворюючими поверхємного переміщення вздовж осі пресування, при нями, тобто по контуру а, b, с, d вказані величини цьому передача зусилля пресування від формоумають середні значення. При цьому величина творюючих елементів до порошкового матеріалу середньої щільності в перерізі а, b, с, d є середздійснюється через активні формоутворюючі поньою щільністю по всьому об'єму виробу, що верхні, а пасивні формоутворюючі поверхні призпресується. Розподіл щільності порошкового тіла начені для формування поверхонь виробу з попо його висоті залежить від співвідношення висорошкового матеріалу, паралельних осі ти і діаметра виробу і може бути рівномірним пресування [див, наприклад И.М.Федорченко, тільки у разі досягнення 100% ущільнення. И.Н.Францевич, И.Д.Радомысельский і др. ПороЗ теорії пресування порошкових матеріалів в шковая металлургия. Материалы, технология, закритих пресі-формах [див., наприклад, Попильсвойства, області применения. Киев: Наукова ский Р.Я. і др. Прессование порошковых керамидумка, 1985]. ческих масс. -Москва: Металлургия, 1983] відомо, У випадку монолітного об'єднання одного пущо за рахунок пристінного тертя перепади щільансона і заставного стрижня в одному формоутності Δρ по висоті виробу, що пресується в ворюючому елементі, а іншого пуансона з матрицентральній частині (Фіг.2а,b) вздовж осі ЕеЕ' цею в іншому формоутворюючому елементі така завжди менше, ніж у стінок вздовж лінії АаА', а прес-форма забезпечує деяке розширення допувеличина середньої щільності вздовж будьстимого діапазону тиску пресування. якої її вертикалі однакова в будь-який момент Жорстке з'єднання матриці і одного з пуансопресування нів значно утрудняє або унеможливлює витяган(3) Δρ(АаА') Δρ(ЕеЕ') ня спресованого виробу. Крім того, в цьому при(АаА')=(ЕеЕ')=(СсС') (4) строї є конструктивне обмеження для збільшення На Фіг.1а представлена прес-форма для пресприймаючого зусилля пресування перерізу пуасування виробів з порошкових матеріалів. У схемі нсона за рахунок його об'єднання із заставним пресування циліндричного виробу з порошкового стрижнем. Тому фактичний виграш в розширенні матеріалу згідно із заявленим способом (Фіг. 2b) діапазону тиску пресування не є істотним. в області виробу з порошкового матеріалу, приАналітичне обґрунтування заявленого спосолеглій до лінії рухомого зчленування зустрічно 9 75885 рухомих частин пасивної формоутворюючої поверхні А'А і С'С, зліва від цієї лінії в області точок А і С, вертикальне переміщення порошку відносно пасивної формоутворюючої поверхні і сили пристінного тертя близькі до нуля, а праворуч від цих точок вказані величини максимальні. У околицях точок А' і С ' картина міняється на зворотну: зліва від цих точок вказані величини максимальні, а праворуч - мінімальні. Таким чином, в будь-яких точках виробу, що пресується з порошкового матеріалу, прилеглих до ліній А'А і С'С, величини зміщення, сил пристінного тертя (з урахуванням знака) і міри ущільнення будуть рівні середньому значенню між відповідними величинами по різні сторони від ліній сполучення. Отже, міра ущільнення порошку в області, розташованій вздовж лінії сполучення частин пасивної формоутворюючої поверхні А'А і С'С, буде однакова. Відповідно до співвідношень (3) і (4) в будь-якій точці площини перерізу виробу з порошкового матеріалу (заштрихована область А'АСС'), що проходить через симетричні відносно центральної осі пресування лінії сполучення частин пасивної формоутворюючої поверхні А'А і С'С, міра ущільнення, а, отже, і щільність виробу буде однакова і рівна середньому по об'єму виробу значенню. У площинах перерізів, рівновіддалених від областей сполучення частин пасивної формоутворюючої поверхні площина BB'D'D (Фіг.2b), розподіл щільності повинний підкорятися класичним уявленням з інверсією параметрів в області осі симетрії виробу, що пресується Ε'Ε, вздовж якої щільність постійна. Таким чином, в точках В' і D буде відбуватися інтенсивне ущільнення порошку, а точках В і D' міра ущільнення буде мінімальною. Розглянемо співвідношення сил, діючих в елементарному шарі (Фіг.3) висотою dh виробу з порошкового матеріалу, що пресується заявленим способом, протилежні бічні поверхні якого формуються зустрічно рухомими частинами розділеної вздовж осі пресування безперервною пасивної формоутворюючої поверхні пресформи. Приймемо наступні допущення: величина гідравлічної площі виробу, що пресується S0 і загального гідравлічного периметра G (рівного сумі зустрічно рухомих частин цього периметра G' і G"), коефіцієнтів пристінного тертя f' і f" і бічного тиску ξ , постійні по висоті; моментом пари сил F'1p і F"1p можна нехтувати; зміна тиску, зумовлена масоперенесенням порошку в напрямі, перпендикулярному осі пресування, відсутня. Сила, діюча на верхню основу шару товщиною dh F0=P·S0 (5) Реакція сили, діюча на нижню основу шару Fh=(P-dP)·S0 (6) dP - втрати тиску пресування на висоті dh. Сила пристінного тертя, розвинена на частині пасивної формоутворюючої поверхні, що рухається спільно з верхньою активною формоутворюючою поверхнею, визначається вираженням F1p=Fбічf'=Ρ·ξ·S'·f'=Ρ·ξ·f'·G'·dh (7) Де: Fбіч - сила бічного розпору; S' - площа відповідної частини пасивної фор 10 моутворюючої поверхні; G' - частина загального гідравлічного периметра, що відноситься до частини пасивної формоутворюючої поверхні площею S'; f' - коефіцієнт пристінного тертя, діючого на поверхні S'; Сила пристінного тертя, розвинена на частині пасивної формоутворюючої поверхні, що рухається спільно з нижньою активною формоутворюючою поверхнею F"1p=Fбічf"=P·ξ·S"·f"=P·ξ·f"·G"·dh (8) У стані статичної рівноваги сил. F0=Fh+F'тp- F"тp, Ρ·S0=(P-dP)·S0+Ρ·ξ·f'·G'·dh-Ρ·ξ·f"·G"·dh (9) Інтегруючи, отримаємо: 1n Ph h =-(G'·f-G"·f")·ξ· P0 S0 (10) Величина перепаду щільності виробу по висоті Δρ=b·(G'·f-G"·f")·ξ· h S0 (11) Або, переходячи від периметрів до площ різнонаправлених частин пасивної формоутворюючої поверхні Δρ=b·ξ· (S f S f ) S0 (12) Правомірність допущень, зроблених при виведенні розподілу щільності виробу по висоті, визначається наступним. Більшість виробів, що виготовляються способом пресування в закритих прес-формах, мають правильну геометричну форму без змін поперечних розмірів вздовж осі пресування. При ущільненні виробів з переходами по висоті необхідно вибрати напрям пресування, що задовольняє перерахованим вимогам в найбільшій мірі. При реалізації способу при ущільненні виробів з порошкових матеріалів в закритих жорстких прес-формах коефіцієнти пристінного тертя і бічного тиску змінюються по висоті виробу [див., наприклад, Попильский Р.Я., Ливийский Ю.Е. Прессование порошковых керамических масс. Москва: Металургія, 1983]. Однак численними експериментальними даними була показана постійність здобутку цих величин для одного і того ж матеріалу, що ущільняється в однакових умовах при будь-якому тиску пресування. Крім того, в заявленому способі зміни цих величин вздовж осі пресування взаємно компенсуються, оскільки змінюються однаково, але мають протилежний напрям. Момент пари різнонаправлених сил пристінного тертя при ущільненні порошкового матеріалу приводить до викривлення шарів однакової щільності в об'ємі виробу, що пресується. Але оскільки величина викривлення в областях, прилеглих до частин пасивної формоутворюючої поверхні, що переміщаються в протилежних напрямах, буде однакова, а напрям вигину шарів різний, то в заявленому способі протягом всього процесу ущільнення підтримується рівномірність розподілу вздовж осі пресування величини середньої в поперечному перерізі щільності. Крім того, наявність моменту пари різнонаправлених сил приводить до підвищення 11 75885 12 міри пластичної деформації порошкового матерірхні замкненої порожнини формоутворюючого алу з переважанням зсувної складової, що сприелемента при витяганні виробу, підвищити екояє формуванню дрібнозернистої (нанокристалічномічність виробництва, експлуатації і обслуговуної) структури при виробництві конструкційних і вання прес-форм, знизити вимоги до міцнісних і функціональних виробів, і забезпечує рішення пружних характеристик матеріалу прес-форм. поставленої задачі. В основу даного винаходу поставлена також На дільницях прилеглих до лінії сполучення задача створення прес-форми для пресування зустрічно рухомих частин пасивної формоутвовиробів з порошкових матеріалів, конструктивне рюючої поверхні буде відбуватися перенесення виконання якої дозволить підвищити рівномірпорошку в перпендикулярному осі пресування ність розподілу щільності виробу з порошкового напрямі через наявність градієнта щільності по матеріалу по всьому об'єму виробу, що, в свою обидві сторони від цієї лінії. Масоперенесення чергу, дозволить полегшити видалення рідини порошку в об'ємі виробу, що пресується приведе і/або технологічної зв'язки і запресованого повітдо зміни характеру розподілу щільності виробу з ря з об'єму пресованих виробів, розширити допупорошкового матеріалу. Однак при наявності стимий діапазон тиску пресування, розширити великого числа рухомих в різних напрямах віднономенклатуру і підвищити якість виробів із поросно виробу, що ущільняється, частин пасивної шкових матеріалів всіх груп складності, виключиформоутворюючої поверхні (Фіг.1b, 2с) області ти руйнуючий вплив сил пристінного тертя на підвищеної і зниженої щільності будуть знаходиповерхні замкненої порожнини формоутворюючотися поряд, переходячи одна в одну через обласго елемента при витяганні виробу, підвищити ті вертикальних перерізів із середньою щільністю економічність виробництва, експлуатації і обслу(заштриховані області). говування прес-форм, знизити вимоги до міцнісЧим ближче будуть розташовані області з ріних і пружних характеристик матеріалу пресзним характером ущільнення (чим частіше вони форм. будуть чергуватися), тим легше буде відбуватися Поставлена задача вирішується тим, що в масоперенесення між цими областями і тим способі пресування виробів з порошкових матебільш інтенсивною буде зсувна складова дефорріалів, який полягає в тому, що вміщують порошмації порошкового матеріалу. Крім того, перерозковий матеріал в формоутворюючу порожнину поділ матеріалу, що ущільняється буде відбувапрес-форми, обмежену активними і пасивними тися протягом всього процесу пресування, формоутворюючими поверхнями суцільних або сприяючи вирівнюванню щільності по всьому складових формоутворюючих елементів пресоб'єму, оскільки приведений характер її розподілу форми, здійснюють взаємне переміщення форбуде виявлятися у виробі, що пресується з момемоутворюючих елементів прес-форми вздовж осі нту додатку мінімального навантаження, коли пресування, при цьому здійснюють передачу зупорошок знаходиться в стані насипної щільності і силля пресування від формоутворюючих елемейого перерозподіл ще не обмежено міцними зв'янтів прес-форми порошковому матеріалу через зками, а сили тертя між частками мінімальні. активні формоутворюючі поверхні і формують Оскільки в площині будь-якого перерізу вироповерхні виробу з порошкового матеріалу, парабу з порошкового матеріалу, перпендикулярного лельні осі пресування, за допомогою пасивних напряму пресування згідно із заявленим спософормоутворюючих поверхонь суцільних або бом, області зниженої і підвищеної щільності черскладових формоутворюючих елементів пресгуються з областями із середньою по об'єму виформи, згідно з винаходом, робу щільністю, то середня по цих перерізах при формуванні поверхонь виробу з порошщільність однакова на будь-якій висоті виробу. кового матеріалу, паралельних осі пресування, Виникнення вздовж ліній сполучення частин розвикористовують частини щонайменше однієї паділеної вздовж осі пресування єдиної пасивної сивної формоутворюючої поверхні, що знахоформоутворюючої поверхні різнонаправлених, дяться на суцільних або складових формоутвоале однакових по сумарній величині сил пристінрюючих елементах, розділених вздовж осі ного тертя, приводить до вирівнювання щільності пресування, по всьому об'єму виробу. переміщують формоутворюючі елементи У заявленому способі здійснюється вирівнюпрес-форми так, що щонайменше одну безперевання розподілу щільності виробу з порошкового рвну поверхню виробу з порошкового матеріалу, матеріалу по всьому об'єму різнонаправленими паралельну осі пресування, формують за допосилами пристінного тертя. могою вказаних частин щонайменше однієї пасиВ основу даного винаходу поставлена задача вної формоутворюючої поверхні, розділеній створення способу пресування виробів з порошвздовж осі пресування, які належать різним форкових матеріалів, в якому забезпечується підвимоутворюючим елементам, при цьому різні форщення рівномірності розподілу щільності виробу з моутворюючі елементи переміщують в протилепорошкового матеріалу по всьому об'єму виробу, жних напрямах. і який дозволить полегшити видалення рідини Корисно, щоб пресування здійснювали за доі/або технологічної зв'язки і запресованого повітпомогою зустрічного переміщення суцільних або ря з об'єму пресованих виробів, розширити допускладових формоутворюючих елементів вздовж стимий діапазон тиску пресування, розширити прямолінійної осі пресування. номенклатуру і підвищити якість виробів з порошВигідно, щоб пресування здійснювали за докових матеріалів всіх груп складності, виключити помогою зустрічного переміщення суцільних або руйнуючий вплив сил пристінного тертя на повескладових формоутворюючих елементів вздовж 13 75885 14 криволінійної осі пресування. щення в протилежних напрямах вздовж осі преКорисно, щоб як криволінійна вісь пресувансування. ня використали дугу кола або елемент гвинтової Доцільно, щоб вісь пресування була вибрана лінії з постійним або змінним кроком. з групи, що складається з прямолінійної осі преДоцільно, щоб при пресуванні виробів з посування, криволінійної осі пресування і дуги кола і рошкових матеріалів до суцільних або складових елемента гвинтової лінії з постійним або змінним формоутворюючих елементів прес-форми приккроком. ладали механічні коливання, причому використоКорисно, щоб прес-форма додатково містила вували механічні коливання ультразвукового діазасіб для запобігання не осьовому переміщенню пазону частот. суцільних або складових формоутворюючих елеКорисно, щоб прикладали механічні коливанментів, в якості якого був би використаний консня до суцільних або складових формоутворюютруктивний елемент, вибраний з групи, що склачих елементів прес-форми, що містять велику дається з бандажа, обойми, шарніра загальної частину пасивної формоутворюючої поверхні. осі взаємного переміщення формоутворюючих Доцільно також, щоб при пресуванні виробів елементів, шліцьового зачеплення суцільних або з внутрішньою порожниною або з розвиненою складових формоутворюючих елементів один з поверхнею використали формоутворюючі елемеодним, байонетного зачеплення суцільних або нти, в яких різниця між площами пасивних форскладових формоутворюючих елементів, еластимоутворюючих поверхонь, що належать різноначної оболонки. правленим формоутворюючим елементам пресВигідно, щоб як засіб для запобігання неформи, мінімальна. осьовому переміщенню суцільних або складових Поставлена задача вирішується також тим, формоутворюючих елементів був використаний що в прес-формі для пресування виробів з порощонайменше один з суцільних або складових шкових матеріалів, що містить два суцільних або формоутворюючих елементів. складових формоутворюючих елемента, признаДоцільно, щоб на суцільних або складових ченій для формування формоутворюючої порожформоутворюючих елементах була виконана нини, обмеженої активними і пасивними формоущонайменше одна проточка для утворення додатворюючими поверхнями, і розміщеної з ткової порожнини, призначеної для збору газу можливістю взаємного переміщення вздовж осі або рідини, що витісняється при пресуванні попресування, причому передача зусилля пресурошкового матеріалу. вання від формоутворюючих елементів до пороКорисно, щоб додаткова порожнина була вишкового матеріалу здійснюється через активні конана з можливістю збільшення її об'єму при формоутворюючі поверхні, а пасивні формоутвовзаємному переміщенні суцільних або складових рюючі поверхні призначені для формування поформоутворюючих елементів прес-форми. верхонь виробу з порошкового матеріалу, параВигідно, щоб кількість складових частин фолельних осі пресування, згідно з винаходом, рмоутворюючих елементів прес-форми відповісуцільні або складові формоутворюючі еледала кількості западин/виступів виробу, що пременти прес-форми, розділені вздовж осі пресусується з порошкового матеріалу. вання, містять частину щонайменше однієї безДоцільно, щоб для пресування виробів з внуперервної пасивної формоутворюючої поверхні, трішньою порожниною або з розвиненою поверхрозділеної вздовж осі пресування, нею формоутворюючі елементи прес-форми бупри цьому на кожному з формоутворюючих ли виконані так, що різниця між площами елементів розташовані щонайменше одна частипасивних формоутворюючих поверхонь, що нана щонайменше однієї безперервної пасивної лежать різнонаправленим формоутворюючим формоутворюючої поверхні, розділеної вздовж елементам прес-форми, мінімальна. осі пресування і призначеної для формування Запропонований спосіб пресування виробів з поверхонь виробу з порошкового матеріалу, папорошкоподібних матеріалів дозволяє виключити ралельних осі пресування, і частина щонайменнедоліки, властиві відомим способам завдяки ше однієї активної формоутворюючої поверхні, тому, що частини формоутворюючих поверхонь, призначеної для передачі зусилля пресування. що складають загальну пасивну формоутворююДоцільно, щоб кожний з суцільних або склачу поверхню, в процесі пресування пересуваютьдових формоутворюючих елементів прес-форми ся відносно виробу, що пресується, в протилежмістив частини пасивних і частини активних форних напрямах. Різнонаправлені сили пристінного моутворюючих поверхонь, що обмежують мнотертя, виникаючі вздовж цієї поверхні, взаємно жину порожнин, призначених для пресування компенсуються. У заявленому способі використомножини виробів з порошкового матеріалу. вують кількість формоутворюючих елементів Корисно, щоб множина виробів з порошковопрес-форми, мінімально необхідну для несилового матеріалу мала однакову або різну форму. го витягання виробу з прес-форми. При цьому не Вигідно, щоб на торці щонайменше одного з відбувається руйнуючої дії тертя об формоутвосуцільних або складових формоутворюючих елерюючі поверхні. Формоутворюючі елементи пресментів була виконана щонайменше одна проточформи не містять замкнених важкодоступних ка для завантаження порошкового матеріалу в формоутворюючих поверхонь. Величина перпенщонайменше одну формоутворюючу порожнину дикулярного напряму пресування мінімального прес-форми. перерізу формоутворюючих елементів пресКорисно, щоб формоутворюючі елементи буформи, що піддаються механічному зусиллю, ли виконані з можливістю їх взаємного переміможе бути вибрана незалежно від їх гідравлічної 15 75885 16 площі. як шляхом зменшення значення коефіцієнта приВ отриманих виробах величина перепаду стінного тертя, діючого на більшій частині пасивщільності Δρ по висоті h пресування визначаєтьної формоутворюючої поверхні, так і шляхом збіся вираженням льшення значення коефіцієнта пристінного тертя, діючого на меншій частині цієї поверхні. Підви(S f S f ) Δρ=b·ξ· (13) щувати значення коефіцієнта пристінного тертя, S0 збільшуючи тим самим втрати тиску пресування, де: b - коефіцієнт пресування (константа, що економічно недоцільно. Тому виконання умови характеризує міру ущільнення порошку, що прерівномірної щільності виробу повинно забезпечусується); ватися зниженням значення коефіцієнта пристінξ - коефіцієнт бічного тиску; ного тертя, діючого на більшій частині пасивної S' - частина пасивної формоутворюючої поформоутворюючої поверхні. верхні, що належить одному формоутворюючому Виходячи з вираження (13), зміна параметрів елементу прес-форми; пристінного тертя повинна бути селективною. f' - коефіцієнт тертя порошку, що пресується Тобто, знизивши значення коефіцієнта пристіннооб частину пасивної формоутворюючої поверхні го тертя, діючого на більшій частині поверхні, площею S', що належить одному формоутворюнеобхідно уникати відповідного зниження коефіючому елементу прес-форми; цієнта пристінного тертя у меншої її частини. S" - частина пасивної формоутворюючої поАктивне і оперативне управління параметраверхні, що належить іншому формоутворюючому ми пристінного тертя в процесі пресування пороелементу прес-форми; шкових матеріалів можна здійснити шляхом доf" - коефіцієнт тертя порошку, що пресується давання механічних коливань. У цьому випадку об частину пасивної формоутворюючої поверхні сила пристінного тертя діє у стінки прес-форми, площею S", що належить іншому формоутворющо коливається, не весь час, а тільки в моменти ючому елементу прес-форми; зіткнення поверхонь, що труться. Селективність S0 - гідравлічна площа пресування (проекція дії коливань на параметри пристінного тертя моактивної формоутворюючої поверхні на площину, жна забезпечити їх підведенням до елемента перпендикулярну осі пресування). прес-форми, що несе на собі велику частину паЗ вираження (13) видно, що розподіл середсивної формоутворюючої поверхні. Оскільки зуньої в перпендикулярному осі пресування перерістрічно рухомі елементи прес-форми в процесі зі щільності по висоті виробу, крім коефіцієнта пресування акустично пов'язані один з одним бічного тиску і геометричних параметрів виробу, тільки через вироби з порошкового матеріалу, то залежить від співвідношення величин сил тертя, небажане зниження коефіцієнта тертя, діючого діючих на різнонаправлених частинах розділеної вздовж меншої частини пасивної формоутворювздовж осі пресування пасивної формоутворююючої поверхні, буде меншим. Чим вище частота чої поверхні, що формують єдину замкнену параколивань, тим більше вони будуть затухати у вилельну осі пресування поверхню. Перепад щільробі з порошкового матеріалу. Застосування для ності по висоті пресування відсутній при рівності цих цілей коливань низької частоти може виявиплощ протилежно рухомих частин єдиної замкнетися мало ефективним. Таким чином, для селекної пасивної формоутворюючої поверхні (S'=S") і тивного зниження сили пристінного тертя в пропри однакових умовах пристінного тертя на цих цесі пресування порошкових матеріалів доцільне частинах (f=f''). Загальна умова отримання вирозастосування коливань ультразвукового діапазобу рівномірної щільності, виготовленого за заявну частот. леному способом: Наявність на кожному з формоутворюючих S'·f'=S"·f'' (14) елементів заявленої прес-форми активної і часСпосіб формування виробів, що мають в одтини пасивної формоутворюючої поверхні забезній з проекцій форму кола або його сегмента, печує умову створення різнонаправлених сил дозволяє провести формування бездефектних пристінного тертя і виникнення незмінного по виробів складної конфігурації з мінімальним певеличині тиску пресування, що передається всім репадом щільності вздовж осі пресування, що не шарам виробу з порошкового матеріалу і забезє прямою лінією. печує однакову міру їх ущільнення. При неможливості дотримання умов рівності У формоутворюючих елементів заявленої площ різнонаправлених частин пасивної формоупрес-форми переріз, що сприймає зусилля претворюючої поверхні, коли співвідношення (S'/S") сування, значно перевищує величину гідравлічне дорівнює одиниці, для максимального досягного перерізу виробу, що пресується, що дозвонення основного технічного результату необхідно ляє значно підвищити тиск пресування за межі пропорціонально змінити величину відношення максимально допустимого значення механічного (f''/f') технологічними прийомами або зовнішнім напруження для матеріалу елементів пресвпливом так, щоб відповідні добутки площ на форми. Цим забезпечується розширення діапакоефіцієнти пристінного тертя були рівні. При зону тиску пресування і зниження вимог до якості формуванні виробу з крізним отвором, вісь якого матеріалу прес-форм для пресування порошкоспівпадає з віссю пресування, напрям рушення вих матеріалів. заставного елемента, що формує цей отвір, потНадалі винахід пояснюється описом переварібно вибирати з дотриманням умови мінімальної жних варіантів його втілення з посиланнями на різниці між величинами зустрічно рухомих частин супроводжуючі креслення, на яких: пасивної формоутворюючої поверхні. Фіг.1(а,b,с) зображають прес-форму (а) для Досягнення технічного результату можливо 17 75885 18 одноосного одностороннього пресування циліндцьому передача зусилля пресування від формоуричного виробу з порошкових матеріалів (b,с) творюючих елементів 1, 3 до порошкового матедля заявленого способу; ріалу здійснюється через активні формоутворюФіг.2(а,b,с) зображають схему ущільнення ючі поверхні 2, а пасивні формоутворюючі порошкового матеріалу при пресуванні виробів; поверхні 4 призначені для формування поверФіг.3 зображає розподіл сил, діючих в малохонь виробу з порошкового матеріалу, паралельму шарі виробу з порошкового матеріалу, що них осі пресування. пресується, згідно з винаходом; Штрихуванням позначені площини розрізів Фіг.4 зображає загальний вигляд прес-форми елементів прес-форми. Для наочності деякі складля пресування виробів з порошкових матеріалів, дові частини формоутворюючих елементів не що містить два формоутворюючих елементи, що зображені, зображені зі зміщенням вздовж осі має відповідно активні і пасивні формоутворюючі пресування в положенні, призначеному для заваповерхні, згідно з винаходом; нтаження порошку, або позначені тонкими лініяФіг.5 зображає загальний вигляд прес-форми ми, як виконані з прозорого матеріалу. з десятьма різнонаправленими частинами пасивЗгідно з винаходом суцільні або складові фоної формоутворюючої поверхні, що чергуються, рмоутворюючі елементи 1, 3 прес-форми, роздізгідно з винаходом; лені вздовж осі у-у пресування, містять частину Фіг.6 зображає загальний вигляд прес-форми щонайменше однієї безперервної пасивної фордля серійного виготовлення однотипних виробів з моутворюючої поверхні 4, розділеній вздовж осі порошкових матеріалів у вигляді прямокутних пресування. брусків, згідно з винаходом; При цьому на кожному з формоутворюючих Фіг.7(а,b) зображають загальний вигляд преселементів 1, 3 розташовані щонайменше одна форми для пресування виробу у вигляді сегмента частина щонайменше однієї безперервної пасивкільця прямокутного перерізу вздовж криволінійної формоутворюючої поверхні 4, розділеній ної осі, і сегмент кільця прямокутного перерізу, вздовж осі пресування і призначеній для формузгідно з винаходом; вання поверхонь виробу з порошкового матеріаФіг.8(а,b) зображають загальний вигляд преслу, паралельних осі пресування, і частина щоформи для пресування множини виробів у виглянайменше однієї активної формоутворюючої ді сегмента кільця прямокутного перерізу вздовж поверхні 2, призначеної для передачі зусилля криволінійної осі, і сегменти кільця прямокутного пресування. перерізу, згідно з винаходом; Для полегшення завантаження порошку, виФіг.9(а,b) зображає загальний вигляд пресдалення запресованого повітря або рідини через форми для пресування виробу в формі спіралі, зазори сполучення, а також для полегшення визгідно з винаходом; готовлення, збирання і обслуговування пресФіг.10 зображає загальний вигляд пресформи формоутворюючі елементи 1, 3 виконані форми для одноосного пресування виробу у вискладовими (Фіг.5), що містять множину складогляді прямокутного бруска, згідно з винаходом; вих елементів 7, 8, відповідно. Фіг.11(а,b) зображають загальний вигляд Можливий варіант виконання прес-форми, прес-форми для пресування виробу у вигляді коли кожний з суцільних або складових формоутшестерні циліндричної зубчатої передачі і шестеворюючих елементів 1, 3 (Фіг.6) містить частини рню циліндричної зубчатої передачі, згідно з випасивних і частини активних формоутворюючих находом; поверхонь 2, 4, що обмежують множину порожФіг.12(а,b) зображають загальний вигляд нин 9, призначених для пресування множини випрес-форми для пресування виробу у вигляді робів з порошкового матеріалу. шестерні конічної зубчатої передачі і шестерню При цьому множина виробів з порошкового конічної зубчатої передачі, згідно з винаходом; матеріалу може мати однакову форму або різну Фіг.13 зображає загальний вигляд пресформу (не показані). форми для двовісного пресування виробу у виНа торці 10 (Фіг.4) щонайменше одного з сугляді прямокутного бруска, згідно з винаходом; цільних або складових формоутворюючих елеФіг.14 (а,b) зображають загальний вигляд ментів 1,3 виконана щонайменше одна проточка прес-форми для пресування виробу в формі сег11 для завантаження порошкового матеріалу в мента сфери і сегмент сфери, згідно з винахоформоутворюючу порожнину 5 прес-форми. дом; Формоутворюючі елементи 1,3 виконані з Фіг.15 зображає прес-форму, що має еластиможливістю їх взаємного переміщення в протичну оболонку для пресування в гідро-, газостатах лежних напрямах вздовж осі у-у пресування. Наі додатковою порожниною для збору повітря, що прям переміщення показаний стрілками. витісняється при пресуванні, згідно з винаходом. Вісь у-у пресування вибрана з групи, що Прес-форма (Фіг.4) для пресування виробів з складається з прямолінійної осі пресування порошкових матеріалів згідно з винаходом міс(Фіг.4, 5, 6), криволінійної осі пресування (не потить у варіанті, що описується два суцільних фоказана), дуги кола (Фіг.7, 8) і елемента гвинтової рмоутворюючих елемента 1, 3, що мають активні лінії (Фіг.9) з постійним або змінним кроком. і пасивні формоутворюючі поверхні 2, 4, відповідПрес-форма додатково містить засіб 12 но. Формоутворюючі поверхні 2, 4 обмежують (Фіг.4) для запобігання неосьовому переміщенню формоутворюючу порожнину 5. Формоутворюючі суцільних або складових формоутворюючих елементи 1, 3 розміщені з можливістю взаємного елементів 1, 3. переміщення вздовж осі у-у пресування. При Як вказаний засіб 12 для запобігання неосьо 19 75885 20 вому переміщенню суцільних або складових фовищі гідро-, газостата, оскільки зменшення загармоутворюючих елементів 1, 3 може бути викольного об'єму формоутворюючих елементів з ристаний конструктивний елемент, вибраний з порошковим матеріалом, взятих в оболонку, могрупи, що складається з бандажа (Фіг.10), обойми жливе тільки при їх зустрічному осьовому пере(Фіг.4, 5), шарніра (Фіг.7, 8) загальної осі взаємноміщенні. При знятті тиску під дією сил пружної го переміщення формоутворюючих елементів, післядії станеться одночасне всебічне звільнення шліцьового зачеплення (Фіг.6, 9) суцільних або виробу. складових формоутворюючих елементів один з Для збору матеріалу повітря, що витісняється одним, байонетного зачеплення (Фіг.6) суцільних при ущільненні порошкового формоутворюючі або складових формоутворюючих елементів, елементи, як було указано, можуть мати додателастичної оболонки (Фіг.15). кові порожнини 17 (фіг. 15). Для активного збору Як засіб 12 для запобігання неосьовому пеповітря, що витісняється додаткова порожнина реміщенню суцільних або складових формоутвоможе збільшуватися в об'ємі в процесі ущільненрюючих елементів може бути використаний щоня порошку. найменше один з суцільних або складових Спосіб пресування виробів з порошкових маформоутворюючих елементів 1, 3 (Фіг.7). теріалів здійснюється таким чином. Для пресування виробів з крізним отвором Вміщують порошковий матеріал 18 (Фіг.4) в 13, вісь якого співпадає з віссю у-у пресування, формоутворюючу порожнину 5 прес-форми, обвикористовують заставний елемент 14 (Фіг.11). межену активними і пасивними формоутворююНапрям рушення заставного елемента 14, що чими поверхнями 2, 4 суцільних або складових формує крізний отвір, вибирається з дотриманформоутворюючих елементів 1, 3, відповідно, ням умови мінімальної різниці між величинами прес-форми. площ зустрічно рухомих частин пасивної формоЗдійснюють взаємне переміщення формоутутворюючої поверхні. ворюючих елементів 1, 3 пресформи вздовж осі При пресуванні виробів типу циліндричної у-у пресування, при цьому здійснюють передачу шестерні фрези або крильчатки (Фіг.11), (не показусилля пресування від формоутворюючих елезана) кількість складових елементів 7, 8 (Фіг.5) ментів 1, 3 прес-форми порошковому матеріалу формоутворюючих елементів 1, 3 прес-форми 18 через активні формоутворюючі поверхні 2. відповідає кількості западин/виступів виробу, що Формують поверхні виробу з порошкового пресується з порошкового матеріалу. Для забезматеріалу, паралельні осі пресування, за допомопечення рівної щільності виробів, що пресуються, гою пасивних формоутворюючих поверхонь 2 по всьому об'єму підвищують міру зсувної плассуцільних або складових формоутворюючих елетичної деформації порошкового матеріалу також ментів 1, 3 прес-форми. шляхом збільшення кількості складових елеменЗгідно з винаходом, в заявленому способі тів формоутворюючих елементів прес-форми при формуванні поверхонь виробу з порошкового (Фіг.5). матеріалу, паралельних осі пресування, викорисРеалізація заявленого способу можлива і в товують частини щонайменше однієї пасивної схемі двовісного пресування (Фіг.13) з викорисформоутворюючої поверхні, що знаходяться на танням додаткових заставних елементів 15 (посуцільних або складових формоутворюючих елеказаний тільки один заставний елемент), розміментах 1,3, розділених вздовж осі пресування. щених в формоутворюючих елементах 1, 3. Переміщують формоутворюючі елементи Пресування можна здійснювати по роздільній прес-форми так, що щонайменше одну безпересхемі, тобто здійснюють пресування вздовж однірвну поверхню порошкового виробу, паралельну єї осі за допомогою зустрічного переміщення фоосі пресування, формують за допомогою вказармоутворюючих елементів 1, 3, або з одночасним них частин щонайменше однієї пасивної формоуущільненням порошкового матеріалу в двох нетворюючої поверхні, розділеній вздовж осі пресупаралельних напрямах. вання, які належать різним формоутворюючим Для формування виробів у вигляді сегмента елементам. При цьому різні формоутворюючі порожнистого тіла обертання (Фіг.14) пресування елементи переміщують в протилежних напрямах здійснюється вздовж дуги кола поворотом фор(показано стрілками). моутворюючого елемента 3 в складовому форПресування здійснюють за допомогою зустрімоутворюючому елементі 1, який одночасно вичного переміщення суцільних або складових фоконує функцію утримання елемента 3 від рмоутворюючих елементів вздовж прямолінійної неосьових переміщень. осі пресування або вздовж криволінійної осі преНа Фіг.15 представлена прес-форма, що має сування. еластичну оболонку 16 для пресування виробів з При цьому як криволінійну вісь пресування порошкових матеріалів в гідро-, газостатах і довикористовують дугу кола або елемент гвинтової даткову порожнину 17 для збору повітря, що вилінії з постійним або змінним кроком. тісняється з порошкового матеріалу при пресуДоцільно, щоб при пресуванні виробів з пованні. рошкових матеріалів до суцільних або складових Утримання формоутворюючих елементів 1, 3 формоутворюючих елементів прес-форми прикзовнішнім зусиллям притискання можна реалізуладали механічні коливання. При цьому викорисвати вмістивши завантажені порошком і захищені товують механічні коливання ультразвукового еластичною оболонкою 16 формоутворюючі еледіапазону частот. менти 1, 3. Ущільнення відбувається при плавноУ деяких випадках прикладають механічні му або імпульсному підвищенні тиску в середоколивання до суцільних або складових формоут 21 75885 22 ворюючих елементів прес-форми, що містять Оскільки формоутворюючі елементи в провелику частину пасивної формоутворюючої поцесі пресування акустично пов'язані один з одним верхні. тільки через порошковий матеріал, який поглинає При виробництві довгомірних виробів зміна механічні коливання високої частоти нелінійно, коефіцієнта пристінного тертя по висоті привото, змінюючи величину ультразвукового впливу, дить до необхідності використання ультразвукоможна досягти необхідного співвідношення веливих коливань, направлених паралельно пасивній чин коефіцієнтів пристінного тертя у різних часформоутворюючій поверхні. Як правило, цей натин пасивної формоутворюючої поверхні різної прям співпадає з напрямом осі пресування. У площі. цьому випадку розподіл амплітуди коливань фоПриклад рмоутворюючих елементів вздовж осі пресування Способом пресування згідно з винаходом без буде таким, що убуває по мірі убування значення застосування змазок, пластифікаторів і ультразкоефіцієнта пристінного тертя. Характер зміни вукових коливань були виготовлені деталі сьомої амплітуди коливань вздовж пасивної формоутвогрупи складності з необробленого плазмохімічнорюючої поверхні можна підібрати, приводячи у го ультрадисперсного порошку технічної кераміки відповідність довжину хвилі резонансній довжині складу ZrO2-3% мол. Y2O3. При цьому жодного формоутворюючого елемента - хвилеводу шлядефектного виробу отримано не було. хом зміни частоти коливань. Розрахунковий перепад щільності по висоті Для рівновісних і малогабаритних виробів, виробу, виготовленого відомим способом односзміною коефіцієнта пристінного тертя вздовж осі тороннього статичного пресування, склав близько пресування яких можна нехтувати, доцільне за4%. стосування ультразвукових коливань, направлеДля виробів, виготовлених заявленим спосоних перпендикулярно пасивній формоутворюючої бом, виміряний перепад щільності склав близько поверхні. У цьому випадку ультразвукове осна0,5%, з чим добре узгоджується розрахована по щення не заважає проведенню ущільнення матевираженню (13) величина перепаду 0,7 0,3%, в ріалу, оскільки розташовується вздовж осі, перзалежності від реалізації плаваючої або зустрічпендикулярної осі пресування. ної схеми рушення заставного елемента. НенуПри пресуванні виробів з крізним отвором, льовий перепад щільності визначається тим, що вісь якого співпадає з віссю пресування, напрям умову рівності частин пасивної формоутворюючої рушення заставного елемента, що формує цей поверхні додержати в повній мірі неможливо. отвір, вибирають з дотриманням умови мінімальЗапропонований спосіб дозволяє пресувати ної різниці між величинами площ зустрічно рухобездефектні вироби з порошкових матеріалів мих частин пасивної формоутворюючої поверхні. шляхом ущільнення порошку в закритій пресПресування за заявленим способом не можформі при додаванні зовнішнього зусилля взаємна класифікувати ні як одностороннє, ні як двосним зустрічним переміщенням двох її суцільних тороннє, оскільки точки нульового переміщення або складових формоутворюючих елементів, в порошку відносно різних частин пасивної формокожному з яких частина пасивної поверхні об'єдутворюючої поверхні знаходяться на різних висонується з частиною активної поверхні престах, а вздовж вертикальної лінії їх рухомого споформи так, щоб в процесі формування вони лучення не визначені. складали загальну замкнену формоутворюючу Контроль закінчення процесу пресування поверхню. може здійснюватися «по тиску» і «до упора». У Прес-форма дозволяє реалізувати рівність різних реалізаціях заявленого способу дозування вироблення площ зустрічно рухомих частин загапорошку може здійснюватися по масі і по об'єму. льної пасивної формоутворюючої поверхні на Для пресування виробів складної форми або відповідні коефіцієнти пристінного тертя, при з розвиненою поверхнею не завжди вдається цьому розподіл середньої в перерізі, перпендиконструктивно розділити загальну пасивну форкулярному осі пресування, щільності виробу з моутворюючу поверхню прес-форми на зустрічно порошкового матеріалу буде рівномірним вздовж рухомі частини рівної площі. У цих випадках для цієї осі. отримання виробу рівної щільності відповідно до Реалізація способу можлива і у випадках, ковираження (13) зменшують величину діючого на ли пасивна формоутворююча поверхня частково більшій поверхні коефіцієнта пристінного тертя виконує функцію активної формоутворюючої попропорційно відношенню цих площ, виконавши верхні. Це відбувається при пресуванні виробів з умову (14). перерізом, що плавно змінюється по висоті, наЗменшити коефіцієнт пристінного тертя можприклад, вироби конічної, сферичної, пірамідальна за допомогою технологічної змазки, нанесеної ної форми, коли пасивна формоутворююча повена відповідну поверхню, або підвівши ультразвурхня розташована під деяким, відмінним від нуля, кові механічні коливання до одного з формоутвокутом до осі пресування. рюючих елементів прес-форми. Ультразвукові Пресування за заявленим способом може буколивання необхідно підводити з урахуванням ти здійснене по одноосній і багатоосній схемам. наступних особливостей. По типу додавання навантаження ущільнення У процесі ущільнення потрібно знизити коематеріалу може бути статичним і динамічним. фіцієнт тертя, діючий у поверхні більшої площі. По практичному застосуванню заявлений Тому підводити коливання необхідно до формоуспосіб не прив'язаний до конкретного типу пресотворюючого елемента, несучого на собі велику вого обладнання. Та або Інша реалізація способу частину пасивної формоутворюючої по-верхні. можлива з використанням будь-яких типів пресів: 23 75885 24 універсальних і спеціалізованих гідравлічних, єдиний формоутворюючий елемент, несучий на одно- і багатоходових пресів, гідро-, газостатів. собі формоутворюючі поверхні для формування Запропонована схема пресування спрощує множини однотипних виробів простої форми. виготовлення і експлуатацію багатомісних пресКрім виробів простої геометричної форми, форм, оскільки дозволяє використати одну просзаявлений спосіб дозволяє виготовляти вироби ту у виготовленні деталь для ущільнення відразу будь-якої групи складності і проводити ущільнендекількох виробів шляхом поєднання однотипних ня матеріалу вздовж криволінійної осі (дуга кола, формоутворюючих елементів різних прес-форм в гвинтова лінія з постійним кроком). 25 Комп’ютерна верстка Т. Чепелева 75885 Підписне 26 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and mould of extrusion of articles made of powder materials
Назва патенту російськоюСпособ прессования изделий из порошковых материалов и пресс-форма для его осуществления
МПК / Мітки
МПК: B30B 15/02, B22F 3/03, B22F 3/02
Мітки: здійснення, порошкових, прес-форма, виробів, пресування, спосіб, матеріалів
Код посилання
<a href="https://ua.patents.su/13-75885-sposib-presuvannya-virobiv-z-poroshkovikh-materialiv-i-pres-forma-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб пресування виробів з порошкових матеріалів і прес-форма для його здійснення</a>
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Блохін Олександр Григорович, Кандиба Валерія Юр'ївна
МПК: B22C 15/00, B30B 15/02
Мітки: порошкових, пресування, прес-форма, матеріалів
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Спосіб пресування виробів з порошкових матеріалів
Номер патенту: 67218
Опубліковано: 15.06.2004
Автори: Бондаренко Олена Володимирівна, Блохін Олександр Григорович
МПК: B22F 3/18
Мітки: матеріалів, виробів, спосіб, пресування, порошкових
Формула / Реферат:
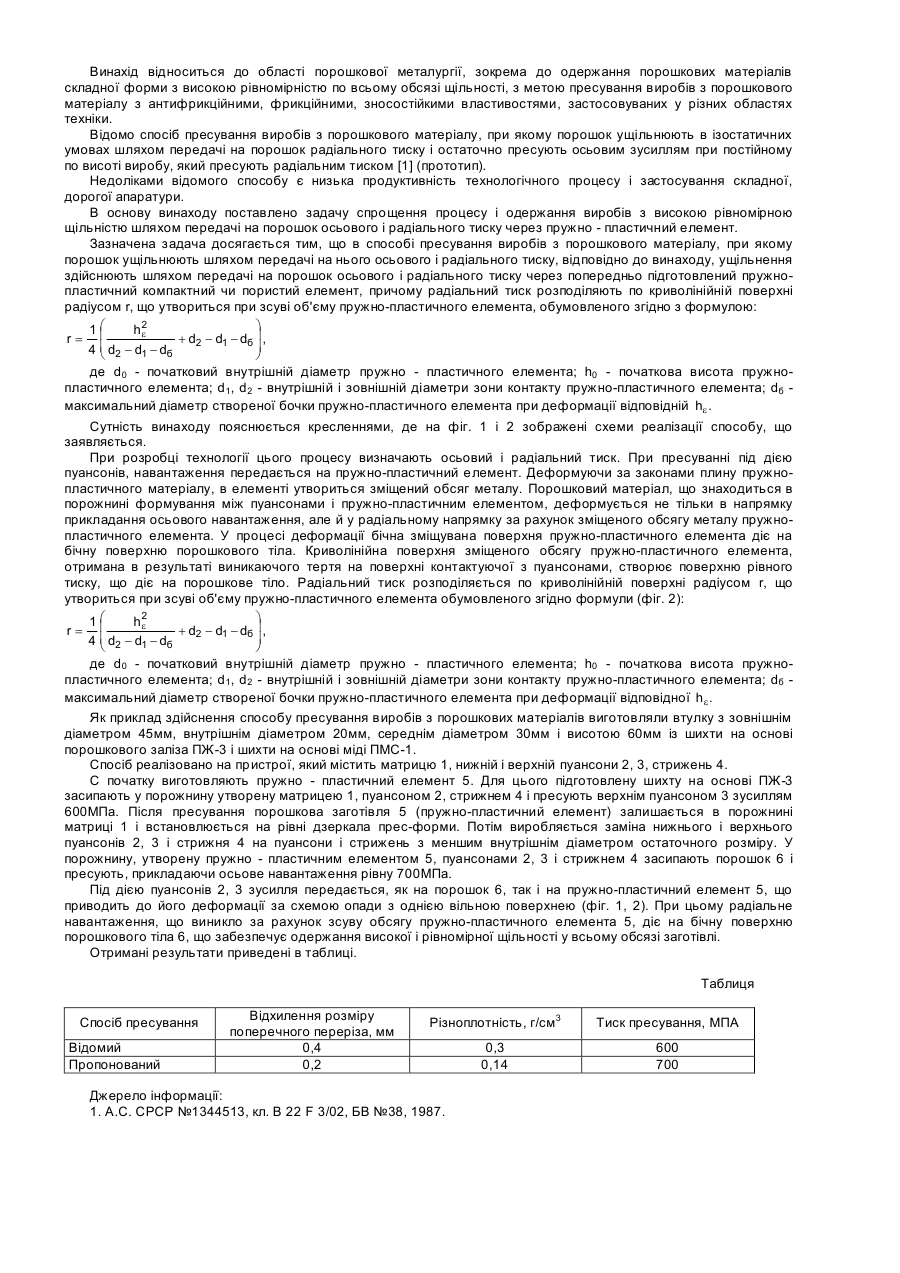
Спосіб пресування виробів з порошкових матеріалів, при якому порошок ущільнюють шляхом передачі на порошок осьового і радіального тиску, який відрізняється тим, що ущільнення здійснюють шляхом передачі на порошок осьового і радіального тиску через попередньо підготовлений пружно-пластичний компактний або пористий елемент, причому радіальний тиск розподіляють по криволінійній поверхні радіусом r, що утворюється при зсуві об'єму...
Спосіб пресування прутків з металевих порошкових матеріалів і стружки та пристрій для його здійснення
Номер патенту: 67213
Опубліковано: 15.06.2004
Автори: Ковалівський Олексій Вікторович, Блохін Олександр Григорович
МПК: B22F 3/20, B30B 11/02
Мітки: спосіб, прутків, металевих, стружки, матеріалів, порошкових, пресування, здійснення, пристрій
Формула / Реферат:
1. Спосіб пресування прутків з металевих порошкових матеріалів і стружки, що включає нагрівання і пресування за допомогою витікання в напрямку, перпендикулярному осі пресування, при одночасній екструзії з витяжкою 14...30, який відрізняється тим, що процес витікання здійснюють під кутом до напрямку, перпендикулярного осі пресування, при цьому нагрівання матеріалу, що пресують, у взаємно перпендикулярних напрямках і під кутом до напрямку,...
Прес-форма для порошкових матеріалів

Номер патенту: 69826
Опубліковано: 15.09.2004
Автори: Сітало Олександр Вікторович, Завражний Олександр Іванович
МПК: B28B 3/00
Мітки: матеріалів, порошкових, прес-форма
Формула / Реферат:
1. Прес-форма для порошкових матеріалів, що включає корпус з вікнами, бокові та торцеві облицювальні пластини, яка відрізняється тим, що між корпусом та боковими і торцевими облицювальними пластинами виконані щілинні порожнини, у яких розміщена безусадочна епоксидна смола, при цьому довжини щілинних порожнин між боковими облицювальними пластинами та корпусом дорівнюють довжині виробу, що пресується, а довжини щілинних порожнин між торцевими...
Установка для пресування виробів із порошкових матеріалів
Номер патенту: 46758
Опубліковано: 17.06.2002
Автори: Половина Юрій Никифорович, Половина Микола Никифорович
МПК: B22F 3/02, B30B 12/00
Мітки: установка, порошкових, матеріалів, пресування, виробів
Формула / Реферат:
Установка для пресування виробів з порошкових матеріалів, яка має станину, привід, рухому поперечину, вузол пресування, виконаний з силовими органами, закріпленими на рухомій поперечині, і робочими циліндрами з розміщеними в них робочими органами, взаємозв'язаними з силовими органами за допомогою клинових поверхонь, і механізми зворотного ходу рухомої поперечини і робочих органів, яка відрізняється тим, що її оснащено обмежувачами ходу...
Попередній патент: Автомобільний кран
Наступний патент: Протизапальний, противиразковий, ранозагоювальний і антимікробний лікарський засіб
Випадковий патент: Муфта