Спосіб позапічної обробки сталі
Номер патенту: 59038
Опубліковано: 15.08.2003
Автори: Пащенко Андрій Володимирович, Дворядкін Борис Олександрович, Шевченко Тарас Григорович, Бросєв Олександр Олександрович, Лук'янов Олександр Вікторович

Формула / Реферат
Спосіб позапічної обробки сталі, що включає виплавку сталі в сталеплавильному агрегаті, обробку металу при випуску в ківш твердими шлакоутворюючими сумішами і рідким шлаком, розкислення і легування; перелив металу з одного ковша в інший з наступною обробкою реагентами й інертним газом, який відрізняється тим, що подачу металу з першого ковша в другий припиняють у момент появи пічного шлаку в шиберних затворах першого ковша, причому обробку металу в другому ковші проводять протягом 10-30 хвилин.
Текст
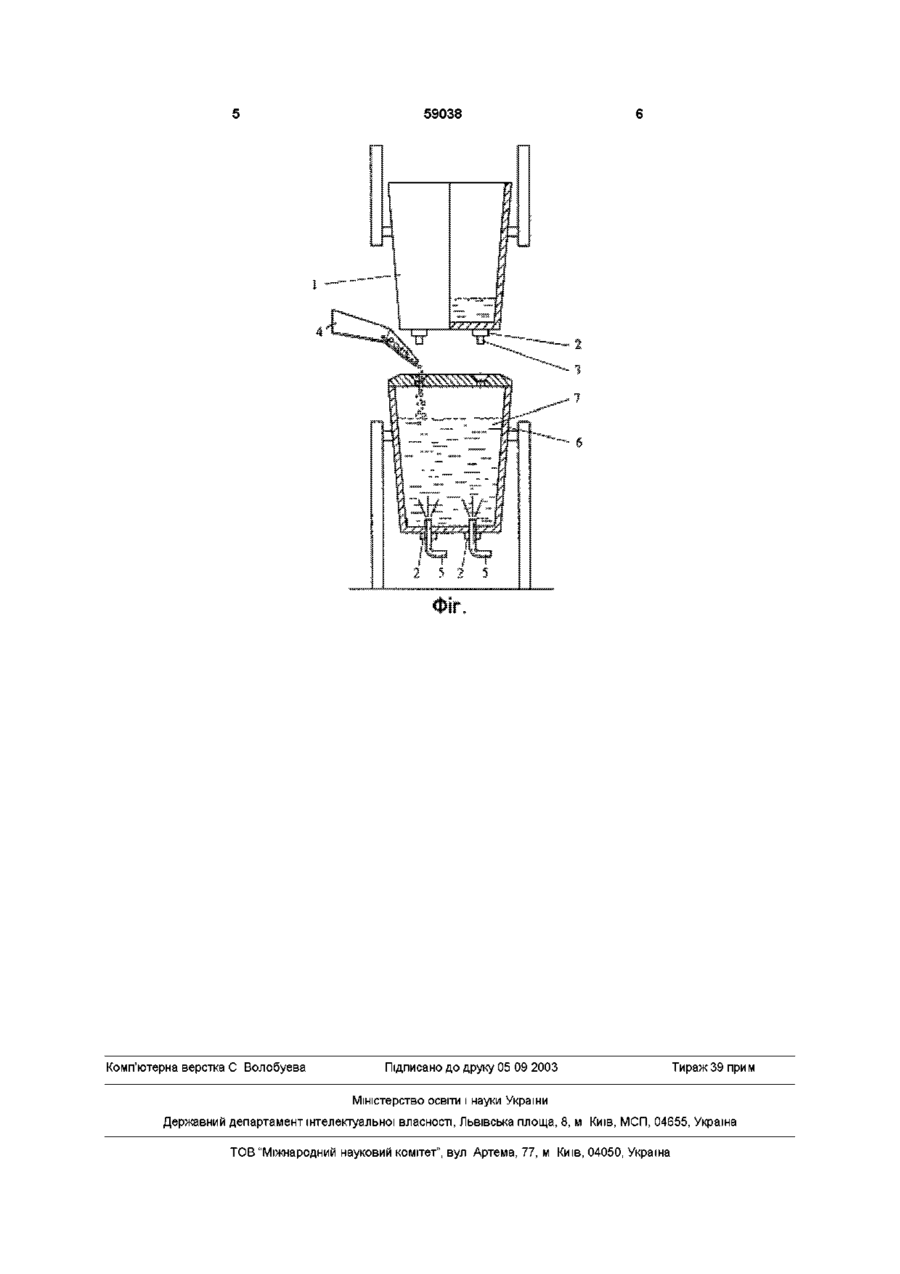
Спосіб позапічної обробки сталі, що включає виплавку сталі в сталеплавильному агрегаті, обробку металу при випуску в ківш твердими шлакоутворюючими сумішами і рідким шлаком, розкислення і легування, перелив металу з одного ковша в інший з наступною обробкою реагентами й інертним газом, який відрізняється тим, що подачу металу з першого ковша в другий припиняють у момент появи пічного шлаку в шиберних затворах першого ковша, причому обробку металу в другому ковші проводять протягом 10-30 хвилин Винахід відноситься до області металурги, зокрема, до виробництва сталі Відомий спосіб виробництва сталі, що включає виплавку сталі у сталеплавильному агрегаті, випуск її в ковш із відсіченням пічного шлаку, розкислення і продування інертним газом (див авт свід № 632731 колишнього СРСР, кл С21С5/48, 1978, БІ № 42) Причиною, що перешкоджає використанню відомої технології для досягнення необхідного технологічного результату є те, що випущений напівпродукт у ковш знаходиться разом зі шлаком і немає можливості провести весь комплекс операцій по позапічної обробці металу, для одержання високоякісних марок сталей Відомий спосіб виробництва сталі, прийнятий як прототип, що включає виплавку металу, випуск металу, відсічення пічного шлаку, введення шлакоутворюючих матеріалів, що вміщують марганець і алюміній в ковш, продувку аргоном (див авт свід № 1768649 колишнього СРСР, кл С21С7/06, 1992, БІ №38) Причиною, що перешкоджає досягненню необхідного технологічного результату прототипом є те, що існуючі методи не дозволяють цілком видаляти пічний шлак з ковша тим самим ускладнюються процеси видалення сірки і неметалевих включень В основу винаходу поставлена задача розробити спосіб позапічної обробки сталі, що забезпечить 100% відсічення пічного шлаку при переливі металу з одного ковша в інший (через шиберні затвори), можливість обробки металу реагентами інертним газом, коректування температури металу, що дозволить одержати задані параметри сталі Поставлена задача вирішується таким чином, що у відомому способі виробництва сталі, що включає виплавку сталі в сталеплавильному агрегаті, обробку металу при випуску в ковш твердими шлакоутворюючими сумішами (ТШС) і рідким шлаком, розкислення і легування, перелив металу з одного ковша в інший з наступною обробкою реагентами й інертним газом, подачу металу з першого ковша в другий припиняють у момент появи пічного шлаку, а обробку металу в другому ковші проводять протягом 10-30 хвилин Загальними для відомих технологічних рішень і запропонованого способу позапічної обробки сталі є ознаки виплавка сталі в сталеплавильному агрегаті, обробка металу при випуску в ковш твердими шлакоутворюючими сумішами і рідким шлаком, розкислення й легування, перелив металу з одного ковша в інший з наступною обробкою реагентами й інертним газом ВІДМІТНИМИ ознаками запропонованого способу позапічної обробки сталі від відомих технологічних рішень є припинення подачі металу з першого ковша в другий у момент появи пічного шлаку в шиберних затворах першого ковша, проведення обробки металу в другому ковші протягом 10-30 хвилин Припинення подачі металу з першого ковша в 00 со о о> ю 59038 другий у момент появи пічного шлаку в шиберних затворах першого ковша забезпечить повне відсічення 100% пічного шлаку і можливість позапічної обробки металу, введення коригувальних добавок феросплавів при мінімальному їх угарі Проведення обробки металу в другому ковші протягом 10-30 хвилин дозволить провести коректування ХІМІЧНОГО складу сталі шляхом обробки реагентами, десульфітацію і дегазацію металу При обробці металу в другому ковші протягом менш 10 хвилин не забезпечується повна обробка металу необхідними реагентами й інертним газом, внаслідок неповного витікання металу з ковша А обробка в другому ковші протягом більш 30хвилин приведе до зниження температури металу, необхідності проведення підігріву металу, погіршення розливання недогрітого металу у виливниці Таким чином, у наявності причиннонаслідковий зв'язок між сукупністю істотних ознак запропонованого способу позапічної обробки сталі з технічним результатом, який можливо одержати, використовуючи винахід у сталеплавильному виробництві Спосіб позапічної обробки металу пояснюється схемою де 1 - проміжний ковш 2 - шиберні затвори 3 - шлак у шиберних затворах 4 - феросплави 5 - підведення аргону 6 - прийомний ковш 7 - перелитий метал Запропонований спосіб позапічної обробки сталі здійснюється таким чином Випуск металу здійснюється в ковш (проміжний(1), що представляє собою звичайний сталерозливальний ковш (футерівка основна) Ковш обладнаний шиберними затворами (2) діаметр стакана 70-120мм У процесі випуску сталі здійснюється розкислення, обробка ТШС продувка металу інертним газом (5) через шиберний затвір (2) Наприкінці випуску сталі з ковша відбирається проба за допомогою пробовідбирача і відправляється в експрес-лабораторію на хіманаліз Температура сталі, що випускається, на 30°С вище ніж по технологічній інструкції Прийомний ковш попередньо підігрівається природним газом до 900°С Прийомний ковш установлюється на спеціально обладнаному стенді, на якому встановлені гідравлічна станція для відкриття шиберних затворів, підведення інертного газу (5) для продувки металу через шиберні затвори, бункера для подачі феросплавів (4), теплоізолюючої суміші в ковш, установка виміру температури Ковш накривається футерованою кришкою з отворами для підведення металу, подачі всіх реагентів, виміру температури Проміжний ковш подається на стенд, де знаходиться прийомний ковш цілком підготовлений до роботи (приєднаний інертний газ, накритий кришкою) За допомогою відкриття шиберних затворів відбувається перелив через отвори в кришці і позапічна обробка металу в прийомному ковші Перелив металу (7) продовжується протягом 10-30 хвилин Після ПОЯВИ В сталерозливному каналі шлаку, шиберні затвори (2) закриваються У прийомному ковші здійснюється продувка металу аргоном (3), обробка реагентами (4), ТШС, коректування температури металу Надалі розливання металу за існуючою технологією Таким чином, запропонований спосіб позапічної обробки сталі забезпечує виробництво високоякісних марок сталей вмістом сірки 0,005% 59038 Комп'ютерна верстка С Волобуева Підписано до друку 05 09 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for out-of-furnace steel processing
Автори англійськоюShevchenko Taras Hryhorovych, Dviroadkin Borys Oleksandrovych, Pashenko Andriy Volodymyrovich, Brosiev Oleksandr Oleksandrovych
Назва патенту російськоюСпособ внепечной обработки стали
Автори російськоюШевченко Тарас Григорьевич, Дворядкин Борис Александрович, Пащенко Андрей Владимирович, Бросев Александр Александрович
МПК / Мітки
МПК: C21C 7/06
Мітки: позапічної, сталі, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/3-59038-sposib-pozapichno-obrobki-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб позапічної обробки сталі</a>
Спосіб позапічної обробки сталі
Номер патенту: 59042
Опубліковано: 15.08.2003
Автори: Дворядкін Борис Олександрович, Лук'янов Олександр Вікторович, Бросєв Олександр Олександрович, Пащенко Андрій Володимирович, Шевченко Тарас Григорович
МПК: C21C 7/064
Мітки: обробки, спосіб, сталі, позапічної
Формула / Реферат:
Спосіб позапічної обробки сталі, що включає виплавку сталі, обробку металу при випуску в перший ківш твердими шлакоутворюючими сумішами, розкислення і легування і переливання металу через шиберні затвори з одного ковша в інший з одночасною обробкою реагентами й інертним газом, який відрізняється тим, що розширюється площа взаємодії струменів металу з газошлаковою емульсією шляхом зміни напрямку струменів металу, подаваних з одного ковша в...
Спосіб позапічноі обробки рідкоі сталі
Номер патенту: 23587
Опубліковано: 02.06.1998
Автори: Бузун Ігор Леонідович, Носоченко Олег Васильович, Буга Ілля Дмитрович, Курдюков Анатолій Андрійович, Ромодикін Сергій Дмитрович, Крутіков Василь Петрович, Оніщук Віталій Прохорович, Бать Юрій Ізраільович, Кисіленко Володимир Васильович, Дюдкін Дмитро Олександрович
МПК: C21C 7/00
Мітки: обробки, рідкоі, спосіб, позапічноі, сталі
Формула / Реферат:
Спосіб позапічної обробки рідкої сталі, який включає випуск розплаву у ківш, присадку розкислювачів - алюмінію, матеріалів, що містять кальцій, легуючих та продувку металу інертним газом під шлаком, який відрізняється тим, що при вмістові [S] у металі перед обробкою < 0,010% швидкість введення у ківш матеріалів, що містять кальцій, складає 0,035-0,052 кг Са/т.хв., а при вмістові [S] у металі перед обробкою > 0.010% швидкість введення...
Спосіб позапічноі обробки рідкої сталі
Номер патенту: 23590
Опубліковано: 02.06.1998
Автори: Бузун Ігор Леонідович, Булянда Олександр Олексійович, Тітієвський Володимир Маркович, Бать Юрій Ізраільович, Буга Ілля Дмитрович, Кисіленко Володимир Васильович, Дюдкін Дмитро Олександрович, Курдюков Анатолій Андрійович
МПК: C21C 7/00
Мітки: спосіб, позапічноі, сталі, обробки, рідкої
Формула / Реферат:
Спосіб позапічної обробки рідкої сталі, що містить у собі подавання в ківш порошкового дроту в стальній оболонці і визначення перед введенням дроту температури та висоти шару металу, який відрізняється тим, що швидкість введення дроту в ківш встановлюють за залежністю:де Н - висота шару рідкої сталі, мd - товщина оболонки, м;Т - температура рідкої сталі, °С;К - коефіцієнт, враховуючий зміну температури...
Спосіб позапічної обробки сталі у ковші
Номер патенту: 35678
Опубліковано: 16.04.2001
Автори: Крутіков Василій Петрович, Курдюков Анатолій Андрійович, Рогоз Ігор Борисович, Бузун Ігор Леонідович, Ромадикін Сергій Дмитрович, Ярославцев Юрій Григорович, Буга Ілля Дмитрович
МПК: C21C 7/00
Мітки: позапічної, ковші, сталі, спосіб, обробки
Формула / Реферат:
1. Спосіб позапічної обробки сталі у ковші, що включає присадку алюмінію, перемішування інертним газом та підігрівання киснем, який відрізняється тим, що при швидкості нагрівання до 5°С/хв. перемішування інертним газом з питомою масовою витратою (0,01...0,05)нм3/т і підігрівання киснем з питомою масовою витратою (0,015... 0,15) нм3/t виконують послідовно за декілька прийомів, а при швидкості нагрівання більшій 5°С /хв. присадку...
Спосіб позапічної обробки високовуглецевої сталі
Номер патенту: 46029
Опубліковано: 15.05.2002
Автори: Бать Юрій Ізраілевич, Дюдкін Дмитро Олександрович, Тітієвський Володимир Маркович, Гринберг Самуіл Юхимович
МПК: C21C 7/06
Мітки: високовуглецевої, позапічної, сталі, спосіб, обробки
Формула / Реферат:
Спосіб позапічної обробки високовуглецевої сталі, що містить в собі введення в розплав алюмінію і силікокальцію, який відрізняється тим, що алюміній вводять в розплав перед введенням силікокальцію, а витрати силікокальцію установлюють з урахуванням ступеня засвоєння кальцію в залежності від засвоєного алюмінію та вмісту сірки в розплаві, при цьому нижню межу вмісту кальцію в розплаві визначають із співвідношення [Ca]=0,01[Al]+0,0016, %, а...
Попередній патент: Пристрій для фіксації черепа
Наступний патент: Спосіб визначення і прогнозування психічного стану хворого на ревматоїдний артрит
Випадковий патент: Електропровідну пасту