Спосіб охолодження склепіння мартенівської печі
Номер патенту: 35508
Опубліковано: 25.09.2008
Автори: Харін Олексій Костянтинович, Матвієнков Сергій Анатолійович, Прахнін Вячеслав Леонідович, Сущенко Андрій Вікторович, Лисенко Валерій Федорович, Стариковський Микола Леонідович, Безчерев Олександр Сергійович

Формула / Реферат
Спосіб охолодження склепіння мартенівської печі, що включає струминне обдування через сопла зовнішньої поверхні склепіння газоподібним охолоджувачем, який відрізняється тим, що обдування зовнішньої поверхні центральної частини головного склепіння здійснюють автономно-зонально та безперервно, починаючи з моменту підвищення температури зовнішньої поверхні склепіння до 400-600 °С та до закінчення кампанії печі з головного склепіння, причому кількість зон автономно регульованого обдування зовнішньої поверхні центральної частини головного склепіння складає 2-16.
Текст
Спосіб охолодження склепіння мартенівської печі, що включає струминне обдування через сопла зовнішньої поверхні склепіння газоподібним охолоджувачем, який відрізняється тим, що обдування зовнішньої поверхні центральної частини головного склепіння здійснюють автономнозонально та безперервно, починаючи з моменту підвищення температури зовнішньої поверхні склепіння до 400-600 °С та до закінчення кампанії печі з головного склепіння, причому кількість зон автономно регульованого обдування зовнішньої поверхні центральної частини головного склепіння складає 2-16. (19) (21) u200804268 (22) 04.04.2008 (24) 25.09.2008 (46) 25.09.2008, Бюл.№ 18, 2008 р. (72) МАТВІЄНКОВ СЕРГІЙ АН АТОЛІЙОВИЧ, U A, ПРАХНІН В'ЯЧЕСЛАВ ЛЕОНІДОВИЧ, U A, ЛИСЕНКО ВАЛЕРІЙ ФЕДОРОВИЧ, U A, СУЩЕНКО АНДРІЙ ВІКТОРОВИЧ, U A, ХАРІН ОЛЕКСІЙ КОСТЯНТИНОВИЧ, UA, БЕЗЧЕРЕВ ОЛЕКС АНДР СЕРГІЙОВИЧ, UA, СТАРИКОВСЬКИЙ МИКОЛА ЛЕОНІДОВИЧ, U A (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МАРІУПОЛЬСЬКИЙ МЕТАЛУРГІЙНИЙ КОМБІНАТ ІМЕНІ ІЛЛІЧА", U A 3 35508 зносі склепінних вогнетривів після виключення обдування має місце суттєвий перегрів склепіння: температура зовнішньої поверхні досягає 400600°С та більше, що підсилює втрата теплоти випромінюванням в навколишнє середовище; температура внутрішньої поверхні склепіння підвищується до 1750°С та більше, що призводить до негативних структурних перетворень у вогнетривах склепіння, зниження їх стійкості та підвищення швидкості зносу; внаслідок зменшення товщини склепіння всі вказані вище негативні процеси підсилюються; 2) здійснюється обдування всієї поверхні склепіння мартенівської печі; на практиці, як правило, склепіння по поверхні зношується нерівномірно; тому доцільно охолоджувати саме ті дільниці, які мають максимальний знос, концентруючи на них всю енергію газоподібного охолоджувача; при обдуванні ж всього склепіння, в тому числі "незношених місць" охолоджувач використовується неефективно; 3) не визначено умови початку безперервного обдування склепіння. В основу корисної моделі поставлено завдання вдосконалити спосіб охолоджування склепіння мартенівської печі, в якому за рахунок визначення оптимальних умов початку обдування, його тривалості та встановлення кількості зон автономно регульованого обдування склепіння печі, поліпшуються умови роботи склепінних вогнетривів та їх металевих підвісок (кріплень), підвищується стійкість склепіння та зменшуються теплові втрати через нього, поліпшується тепловий баланс мартенівської плавки, що в остаточному підсумку призводить до зменшення питомих витрат вогнетривів та палива на виплавляння сталі, зменшення кількості ремонтів печі і збільшення виробництва сталі, та, в остаточному підсумку, зменшення її собівартості. Для вирішення поставленого завдання в способі охолоджування склепіння мартенівської печі, що включає стр уминне обдування через сопла зовнішньої поверхні склепіння газоподібним охолоджувачем, обдування зовнішньої поверхні центральної частини головного склепіння здійснюють автономно-зонально та безперервно, починаючи з моменту підвищення температури зовнішньої поверхні склепіння до 400-600°С та до закінчення кампанії печі з головного склепіння, причому кількість зон автономно регульованого обдування зовнішньої поверхні центральної частини головного склепіння складає 2-16. Центральна частина головного склепіння найбільш сильно зношується в порівнянні з його іншими частинами. її стійкість визначає стійкість всього склепіння та тривалість кампанії з футерівки печі в цілому. Робити безперервне обдування інших частин склепіння (перехідної частини та головок) є недоцільним, оскільки: 1) знос їх вогнетривів невеликий; 2) це суттєво ускладнює систему обдування та 3) призведе до перевитрати газуохолоджувача. Автономно-зональне обдування зовнішньої поверхні центральної частини головного склепіння припускає розподілення зовнішньої поверхні центральної частини головного склепіння на зони, обдування кожної з яких здійснюється автономно 4 (незалежно однієї від іншої). Це дозволяє більш раціонально використовувати газ-охолоджувач, тобто більш ефективно використовувати тиск охолоджувача для підвищення кінетичної енергії струменів та інтенсивності тепловіддачі від поверхні головного склепіння в місцях його локального зносу (дозволяє мінімальною витратою газа - охолоджувача забезпечувати стійкість головного склепіння в цілому). Безперервне обдування зовнішньої поверхні центральної частини головного склепіння, починаючи з моменту підвищення температури зовнішньої поверхні склепіння до 400-600°С та до закінчення кампанії печі з головного склепіння, забезпечує максимальну стійкість футерівки склепіння. Якщо температура початку безперервного обдування зовнішньої поверхні центральної частини головного склепіння буде меншою за 400°С, то в цьому випадку товщина та стан вогнетривів склепіння є достатніми для ефективної теплової роботи печі та забезпечення високої стійкості склепіння; техніко-економічної доцільності в безперервному обдуванні склепіння немає. Якщо температура початку безперервного обдування зовнішньої поверхні центральної частини головного склепіння буде більшою за 600°С, то в цьому випадку товщина та стан вогнетривів склепіння вже є неприйнятними для ефективної теплової роботи печі та забезпечення високої стійкості склепіння; в цьому випадку мають місце великі теплові втрати через склепіння агрегату, суттєво підвищується ймовірність раннього виходу з ладу його вогнетривів. Якщо кількість зон автономно регульованого обдування зовнішньої поверхні центральної частини головного склепіння буде меншою за 2, то в цьому випадку суттєво та безпідставно підвищується витрата газу-о холоджувача на обдування склепіння; техніко-економічна доцільність самого процесу стає сумнівною. Якщо кількість зон автономно регульованого обдування зовнішньої поверхні центральної частини головного склепіння буде більшою за 16, то в цьому випадку суттєво ускладнюється конструкція системи обдування, її виготовлення та керування нею. Це все призводить до надмірних витрат на монтаж та експлуатацію системи обдування. В якості газу-охолоджувача в системі обдування може використовуватися: стисле повітря, перегрітий водяний пар, азот. Тиск газуохолоджувача перед соплами для струминного обдування складає 0,5-15,0 ат. Приклад конкретної реалізації способу охолоджування склепіння мартенівської печі для 650-т й 900-т мартенівських печей ВАТ «ММК ім. Ілліча» (м. Маріуполь, Україна). В процесі щотижневого комісійного огляду стану устаткування та елементів конструкції 650-т й 900-т мартенівських печей, що проводиться обслуговуючим персоналом мартенівського цеху разом з співробітниками центральної лабораторії комбінату, а також щоденного огляду стану устаткування та елементів конструкції 650-т й 900-т мартенівських печей, що проводиться обслуговую 5 35508 чим персоналом мартенівського цеху, виявляються (у випадку наявності таких) ділянки істотного локального зносу футерівки центральної частини головних склепінь печей, що характеризуються «почервонінням» - підвищенням температури зовнішньої поверхні футерівки до 450-550°С. У випадку виявлення ділянок локального зносу футерівки центральної частини головного склепіння печі, включають подачу стислого повітря на зону «Системи обдування печі», де виявлена ділянка локального зносу футерівки центральної частини головного склепіння печі. Подачу стислого повітря в цю зону не припиняють до моменту зупинки печі на холодний ремонт. «Система обдування печі» має чотири зони обдування центральної частини головного склепіння мартенівської печі, що відповідають відповідно. 1) лівої задньої, 2) правої задньої, 3) правої передньої й 4) правої задньої частинам центральної частини головного склепіння. Комп’ютерна в ерстка Д. Шев ерун 6 Використання запропонованого способу за рахунок забезпечення оптимальних умов початку обдування, її тривалості та встановлення кількості зон автономно регульованого обдування склепіння печі, дозволяє поліпшити умови роботи склепінних вогнетривів та їх металевих підвісок (кріплень), підвищити стійкість склепіння та зменшити теплові втрати через нього, поліпшити тепловий баланс мартенівської плавки, що в остаточному підсумку призведе до зменшення питомих витрат вогнетривів та палива на виплавляння сталі, кількості ремонтів печі і збільшення продуктивності сталі, та. в остаточному підсумку, зменшення її собівартості. Джерела інформації 1. Зуев Б. П., Грызлов И. Е., Жерновский B. C. Повышение производительности большегрузных мартеновских печей. – Донецк: Донбасс. - 1973. 112 с. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cooling ceiling of open-hearth furnace
Автори англійськоюMatvienko Serhiy Anatoliiovych, Prakhnin Viacheslav Leonidovych, Lysenko Valerii Fedorovych, Suschenko Andrii Viktorovych, Kharin Oleksii Kostiantynovych, Bezcherev Oleksandr Serhiiovych, Starykovskyi Mykola Leonidovych
Назва патенту російськоюСпособ охлаждения свода мартеновской печи
Автори російськоюМатвиенко Сергей Анатолиевич, Прахнин Вячеслав Леонидович, Лысенко Валерий Федорович, Сущенко Андрей Викторович, Харин Алексей Константинович, Безчерев Александр Сергеевич, Стариковский Николай Леонидович
МПК / Мітки
МПК: F23C 1/00
Мітки: склепіння, охолодження, мартенівської, печі, спосіб
Код посилання
<a href="https://ua.patents.su/3-35508-sposib-okholodzhennya-sklepinnya-martenivsko-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб охолодження склепіння мартенівської печі</a>
Пристрій для охолодження пилу в шлаковику мартенівської печі

Номер патенту: 67595
Опубліковано: 15.01.2007
Автори: Коваль Володимир Павлович, Соловйов Дмитро Іванович
МПК: B01D 51/00, B01D 47/06, F27B 3/10
Мітки: мартенівської, шлаковику, пилу, охолодження, печі, пристрій
Формула / Реферат:
1. Пристрій для охолодження пилу в шлаковику мартенівської печі, який має вертикальний канал зі вхідним отвором в шлаковик, розпилювачі води, розміщені в стінці вертикального каналу, який відрізняється тим, що розпилювачі води є відцентровими з відношенням площі соплового отвору до площі тангенціальних каналів , при цьому сопла спрямовані донизу під кутом
Спосіб опалювання мартенівської печі

Номер патенту: 53388
Опубліковано: 15.08.2006
Автор: Коваль Володимир Павлович
МПК: F23D 11/10, F23D 17/00, C21C 5/04
Мітки: опалювання, спосіб, печі, мартенівської
Формула / Реферат:
Спосіб виготовлення головного убору, що полягає у виготовленні верху виробу, розкрої деталей підкладки: стінки й денця, сточуванні бічних зрізів стінки і з'єднанні її за допомогою нитки з денцем і верхом головного убору, який відрізняється тим, що стінку підкладки гофрують по вертикалі й сточують з денцем, стягаючи гофри до довжини лінії з'єднання з денцем, при цьому по верхньому краю стінки формують бортик із хвилеподібним фігурним краєм за...
Спосіб опалення мартенівської печі
Номер патенту: 32374
Опубліковано: 12.05.2008
Автори: Прахнін Вячеслав Леонідович, Безчерев Олександр Сергійович, Фентісов Ігор Миколайович, Стариковський Микола Леонідович, Лисенко Валерій Федорович, Сущенко Андрій Вікторович, Матвієнков Сергій Анатолійович
МПК: F23C 1/00
Мітки: мартенівської, опалення, спосіб, печі
Формула / Реферат:
1. Спосіб опалення мартенівської печі, що включає подання в робочий простір печі палива, кисню в факел та змінення теплового навантаження по періодах плавки "заправлення", "завалення", "прогрівання", "заливання чавуну", "плавлення","доведення" та "випуск", який відрізняється тим, що при тривалості періоду "прогрівання"
Спосіб продувки ванни мартенівської печі
Номер патенту: 11384
Опубліковано: 15.12.2005
Автори: Климанчук Владислав Владиславович, Годинський Олександр Анатолійович, Лещенко Єгор Миколайович, Бойко Володимир Семенович, Сущенко Андрій Вікторович, Коваль Сергій Олексійович, Харін Олексій Костянтинович, Безчерев Олександр Сергійович, Стариковський Микола Леонідович, Прахнін Вячеслав Леонідович, Комар Сергій Михайлович
МПК: C21C 5/32
Мітки: продувки, печі, мартенівської, спосіб, ванни
Формула / Реферат:
Спосіб продувки ванни мартенівської печі, що включає подачу газоподібного кисню в ванну мартенівської печі з регламентованою інтенсивністю її продувки, який відрізняється тим, що питому інтенсивність продувки ванни киснем регламентують в залежності від питомої витрати чавуну в металошихті плавки, та встановлюють з такого співвідношення: де
Склепіння мартенівської печі
Номер патенту: 15811
Опубліковано: 30.06.1997
Автори: Луговой Станіслав Іванович, Кір'язєв Петро Миколайович, Петров Олександр Володимирович, Жердєв Олександр Сергійович, Бурцев Геннадій Георгійович, Рибінов Володимир Артемійович, Скороход Микола Михайлович
МПК: F27D 1/02
Мітки: мартенівської, склепіння, печі
Формула / Реферат:
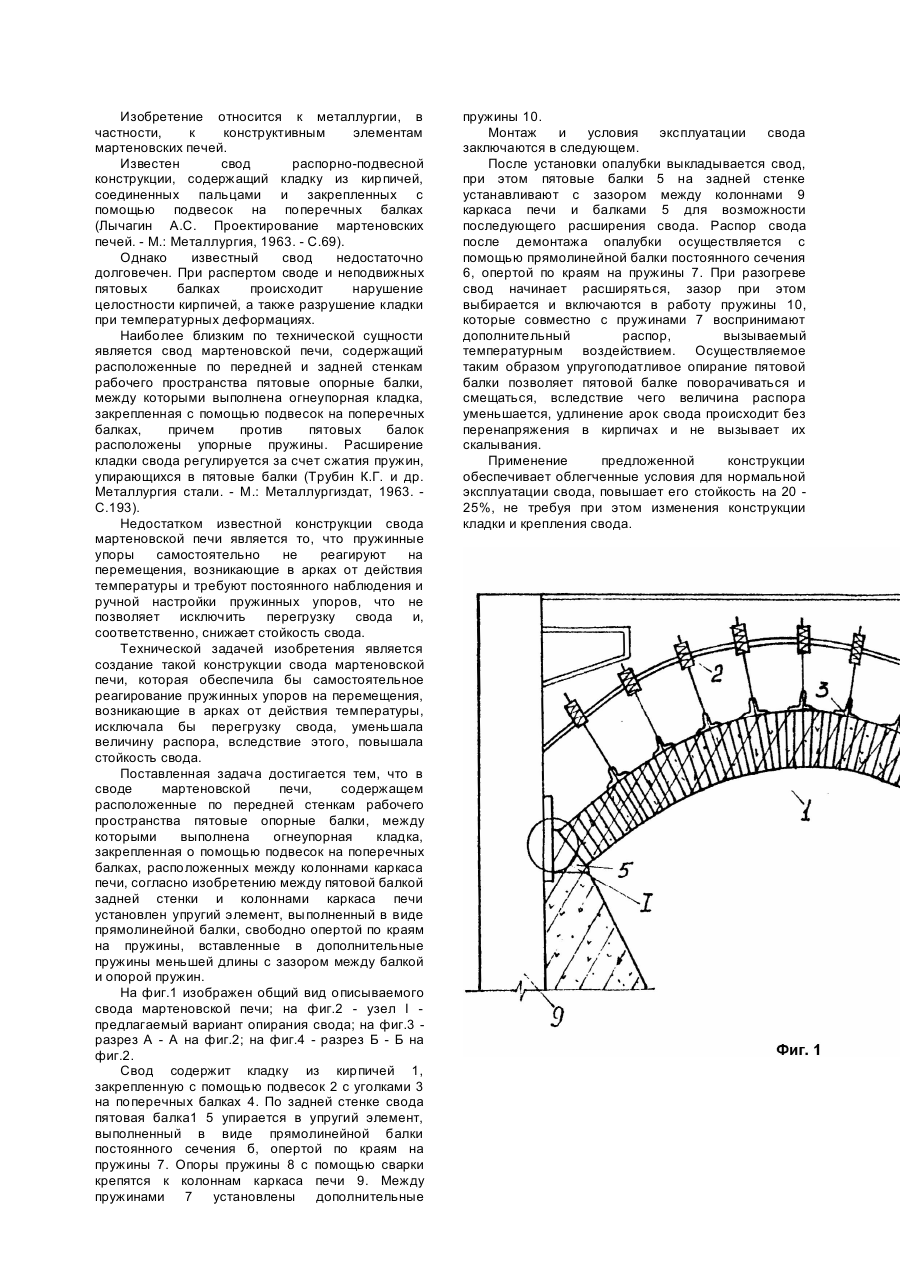
Свод мартеновской печи, содержащий расположенные по передней и задней стенкам рабочего пространства пятовые опорные балки, между которыми выполнена огнеупорная кладка, закрепленная с помощью подвесок на поперечных балках, расположенных между колонами каркаса печи, отличающийся тем, что между пятовой балкой задней стенки и колоннами каркаса печи установлен упругий элемент, выполненный в виде прямоугольной балки, свободно опертой по краям на...
Попередній патент: Рятувальна споруда залевського
Наступний патент: Спосіб створення захисного покриття шлакової чаші
Випадковий патент: Спосіб отримання екстракту з момордики