Прес-блок для виготовлення порошкових виробів складної форми
Номер патенту: 37431
Опубліковано: 25.11.2008
Автори: Шевченко Дар'я Юріївна, Нікітін Юрій Миколайович, Рябічева Людмила Олександрівна


Формула / Реферат
Прес-блок для виготовлення порошкових виробів складної форми, що містить верхню стійку, прикріплену до верхньої плити, буфер, розташований усередині стійки, який через колонки притискує верхній пуансон до регулюючого пристрою з гвинтом, рухому матрицю, прикріплену до матричної плити преса, нижній пуансон, закріплений на плиті виштовхувача преса, та упор, який відрізняється тим, що пристрій оснащений верхньою матрицею, прикріпленою до верхньої стійки, усередині стійки як буфер застосовано гідравлічний регульований буфер, з можливістю зміни жорсткості за рахунок зміни тиску в гідравлічній системі.
Текст
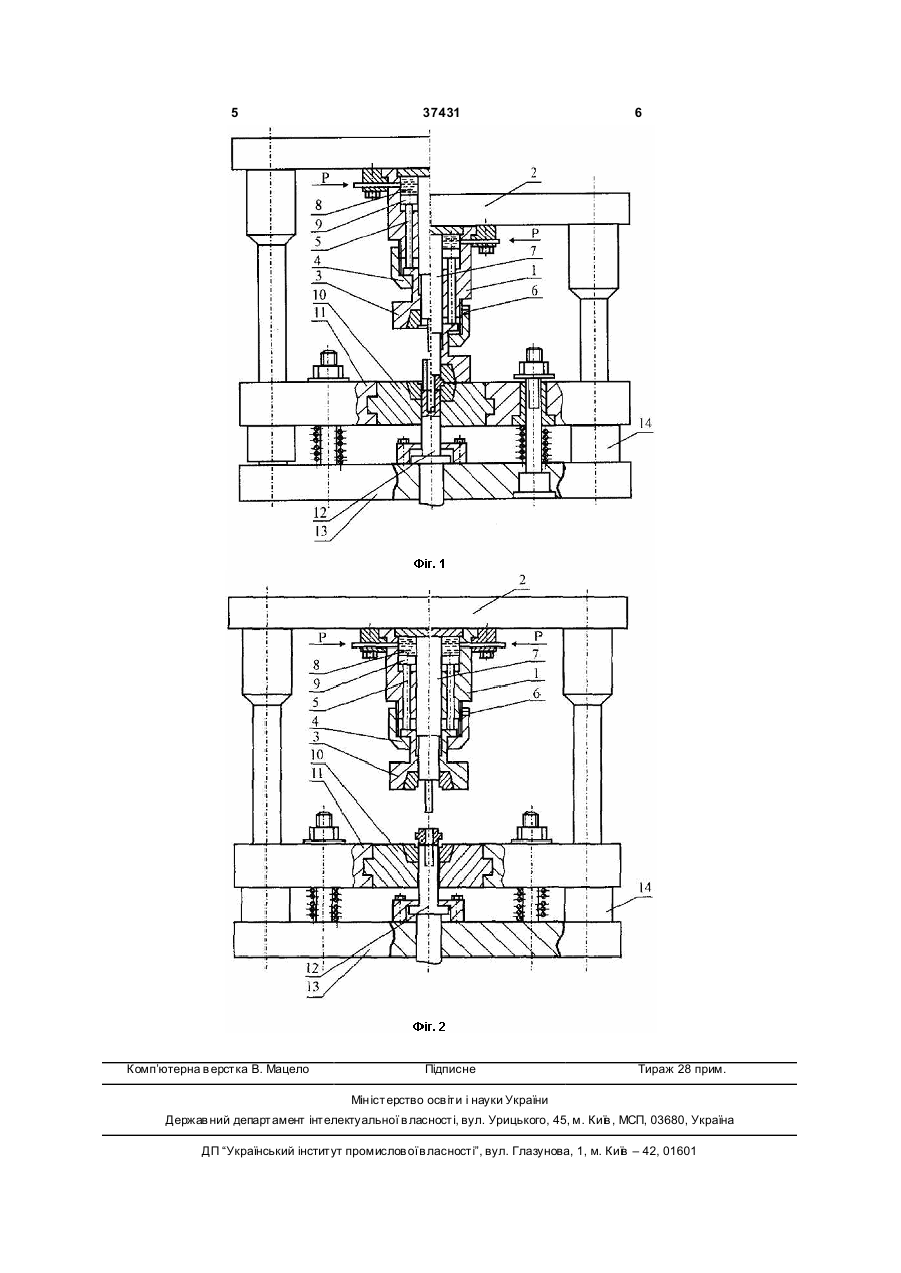
Прес-блок для виготовлення порошкових виробів складної форми, що містить верхню стійку, 3 37431 4 Суть корисної моделі пояснюється кресленняцією заготовки, матриці 10 і 3 повністю стуляютьми, де на Фіг.1 зображено прес-блок для виготовся. Формоутворення виробу завершується. При лення порошкових виробів складної форми в порусі повзуна пресу у ви хідне положення, в первинчатковий і остаточний момент переміщення ний момент здійснюється рух верхньої частини верхньої матриці і верхнього пуансона. На Фіг.2 прес-блоку окрім верхньої матриці 3, яка знахозображений прес-блок у момент закінчення процедиться під тиском, притискує заготовку до рухомої су. матриці 10. Потім відбувається одночасний рух Прес-блок для виготовлення порошкових виверхньої частини прес-блоку. робів складної форми (Фіг.1) містить верхню стійку Верхня матриця 3 повертається у вихідне по1, яка кріпиться до верхньої плити 2. Верхня матложення за рахунок вирівнювання тиску рідини у риця 3 кріпиться до верхньої стійки 1 пристосувангідравлічно-регульованому буфері 8, а рухома ням 4, що регулює величину ходу колонок 5, яка матриця 10 - за рахунок тиску пружин. Верхня часфіксується у заданому положенні гвинтом 6. Верхтина виробу вивільняється. Під дією виштовхувача ній пуансон 7 розміщений у наскрізному отворі преса нижній пуансон 12, який фіксується у нижній верхньої матриці 3 та верхній стійці 1. Гідравлічно плиті 13, (Фіг.2) переміщується до дзеркала рухорегульований буфер 8, заповнений гідравлічною мої матриці 10, вивільняючи виріб. рідиною, яка подається під тиском крізь отвори в Після наладки прес-блоку, тиск (Р) у гідравлічверхньої стійці 1 від насоса (не показаний), розтаному регульованому буфері 8 має певну величину. шований усередині верхньої стійки 1, через поПри перевищенні цього тиску спрацьовує запобіжршень 9 і колонки 5 притискує верхню матрицю 3 ний клапан, (не показаний), який знижує тиск на до пристосування 4, що фіксується гвинтом. Руховерхню матрицю 3. Зайвий об'єм металу, у разі ма матриця 10 кріпиться до матричної плити 11. збільшення маси заготовки, витискається з порожНижній пуансон 12, зв'язаний з виштовхувачем нини зімкнених матриць 3 і 10. пресу (не показаний), кріпиться на плиті 13. При Приклад наладці пристрій регулюється упором 14. Прес-блок для виготовлення порошкових виПрес-блок для виготовлення порошкових виробів складної форми з високою щільністю викоробів складної форми працює таким чином. Нагріристовували для виготовлення антифрикційних ту пористу порошкову заготовку (Фіг.1) укладають втулок з діаметрами: зовнішній min 25мм, зовнішв рухому матрицю 10. Потім повзун преса (не поній max 32мм, внутрішній 10мм, висота 21мм. Для казаний) опускає верхню плиту 2 з верхнею матїх виготовлення спроектували прес-блок (Фіг.1). рицею 3, яка кріпиться до верхньої стійки 1 приЗ метою отримання виробу із антифрикційного стосуванням 4, що регулює величину ходу колонок матеріалу ПА-БРО в ши хту вводили 89,75% мідно5, яка фіксується у заданому положенні гвинтом 6 і го порошку марки ПМС-1 ДОСТ 4960-75, 10% оловерхнім пуансоном 7. Верхній пуансон 7 входить в в'яного порошку ПО-1 ДОСТ 9723 - 73, 0,25% олівконтакт із заготівкою. Здійснюється ущільнення цевого графіту ГК-1. пористої порошкової заготовки простої конфігураЗмішування проводили протягом 2 годин. Преції пуансонами 7 і 12 до щільності, що забезпечує сування пористих заготовок виконували у пресрадіальний перебіг нагрітого пористого матеріалу. блоці по схемі двостороннього пресування на гідЦя щільність відповідає граничному ступеню деравлічному пресі моделі 2ПГ-125. Величина вихідформації. Подальше доущільнення при русі верхної пористості порошкових заготовок після пресунім пуансоном 7 униз супроводжується формоутвання і спікання складала 15%. Перед воренням виробу з радіальним перебігом деформуванням заготовки нагрівали у печі у проматеріалу у зазорі, утвореним верхньою 3 і рухохідному муфелі в середовищі проточного генерамою 10 матрицями. За рахунок того, що зусилля торного газу до температури 800°С протягом 8 пружин підпору матричної плити 11 з рухомою махвилин. До ущільнення нагрітих заготовок виконутрицею 10 менше зусилля, що спричиняє дефорвали на кривошипному пресі моделі К2232 у пресмацію заготовки, відбувається рух матриці 10 униз. блоці (Фіг.1). Деталі відпалювали при температурі Верхня матриця 3 також здійснює рух в осьовому 550°С одну годину в середовищі генераторного напрямі вгору, оскільки тиск у заготовці менший за газу. зусилля, що спричиняє деформацією заготовки. Відносна щільність отриманих виробів складаПри подальшому русі повзуна пресу матрична ла 0,98-0,99, твердість 25-35 НВ, межа міцності, плита 11 з рухомою матрицею 10 фіксуються на визначена при випробуванні на вигин по ДОСТ упорі 14. Переміщуючись усередині стійки 1 колон2652-85, склала 120МПа. Коефіцієнт тертя із маска 5, штовхаючи поршень 9, підвищує тиск рідини тилом склав 0,06. Деталі відповідали кресленню і у гідравлічно-регульованому буфері 8 до величини технічним умовам. зусилля більшого ніж опір, спричинений деформа 5 Комп’ютерна в ерстка В. Мацело 37431 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPress unit for manufacture of powder articles of irregular shape
Автори англійськоюRiabicheva Liudmyla Oleksandrivna, Nykytin Yurii Mykolaiovych, Shevchenko Daria Yuriivna
Назва патенту російськоюПресс-блок для изготовления порошковых изделий сложной формы
Автори російськоюРябичева Людмила Александровна, Никитин Юрий Николаевич, Шевченко Дарья Юрьевна
МПК / Мітки
МПК: B22F 3/02
Мітки: порошкових, форми, виробів, складної, виготовлення, прес-блок
Код посилання
<a href="https://ua.patents.su/3-37431-pres-blok-dlya-vigotovlennya-poroshkovikh-virobiv-skladno-formi.html" target="_blank" rel="follow" title="База патентів України">Прес-блок для виготовлення порошкових виробів складної форми</a>
Спосіб виготовлення високощільних порошкових деталей складної форми
Номер патенту: 68518
Опубліковано: 16.08.2004
Автори: Потапова Інна Георгіївна, Рябічева Людмила Олександрівна, Циркін Аркадій Тимофійович
МПК: B22F 3/12
Мітки: складної, виготовлення, форми, порошкових, деталей, високощільних, спосіб
Формула / Реферат:
Спосіб виготовлення високощільних порошкових деталей складної форми, що включає підготовку форми, готування суміші з металевого порошку і водного розчину полівінілацетатної емульсії, заповнення форми і ущільнення суміші, сушіння заготовки до твердіння, який відрізняється тим, що суміш готують з 85...90% порошків необхідного за умовами роботи деталі складу і 10-15% водного розчину полівінілацетатної емульсії, формують набиванням, потім...
Спосіб виготовлення штамповкою високощільних порошкових глуходонних виробів
Номер патенту: 12619
Опубліковано: 15.02.2006
Автори: Бурковська Наталя Миколаївна, Циркін Аркадій Тимофійович
МПК: B22F 3/10
Мітки: спосіб, штамповкою, виготовлення, порошкових, глуходонних, високощільних, виробів
Формула / Реферат:
Спосіб виготовлення штамповкою високощільних порошкових глуходонних виробів, при якому у штампі переміщують матрицю та пуансон, який відрізняється тим, що на першому етапі матрицю примусово переміщують при нерухомому пуансоні, а на другому примусово переміщують матрицю і пуансон в одному напрямку, причому примусове переміщення робочих органів пристрою здійснюють за рахунок одного ходу верхньої траверси преса, а до пуансона прикладають...
Спосіб виготовлення прес-форми для лиття ювелірних виробів
Номер патенту: 23563
Опубліковано: 25.05.2007
Автор: Галахута Андрій Олександрович
МПК: A44C 27/00
Мітки: виробів, спосіб, виготовлення, лиття, прес-форми, ювелірних
Формула / Реферат:
1. Спосіб виготовлення прес-форми для лиття ювелірних виробів, що включає виготовлення аверсу та реверсу прес-форми, який відрізняється тим, що спочатку виготовляють електронну модель прес-форми, розрізаючи її на аверс та реверс, по яких потім виготовляють на високоточному фрезерному верстаті металеві аверс і реверс прес-форми, здійснюючи їх доводки та поліровки, після цього за їх допомогою роблять відтиски з м’якішого металу, а далі отримані...
Спосіб виготовлення порошкових біметалічних виробів зі зносостійким шаром
Номер патенту: 37420
Опубліковано: 25.11.2008
Автори: Циркін Аркадій Тимофійович, Вовк Андрій Іванович, Білошицький Микола Володимирович, Рябічева Людмила Олександрівна
МПК: B22F 3/14
Мітки: виробів, біметаличних, виготовлення, спосіб, порошкових, шаром, зносостійким
Формула / Реферат:
Спосіб виготовлення порошкових біметалічних виробів, який включає пресування каркаса з порожниною з конструкційної сталі, у яку засипають зносостійку суміш, складену заготовку нагрівають у захисно-відновлюючому середовищі і штампують, який відрізняється тим, що у каркасі виконують порожнину конусної форми, пресують каркас невеликим тиском 6-9 % від оптимального тиску пресування пуансоном з конусом на верхньому торці, кут якого дорівнює 50°,...
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Блохін Олександр Григорович, Кандиба Валерія Юр'ївна
МПК: B30B 15/02, B22C 15/00
Мітки: пресування, порошкових, матеріалів, прес-форма
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Попередній патент: Спосіб утилізації відвальної породи териконів
Наступний патент: Спосіб виготовлення безвипалювальних будівельних виробів
Випадковий патент: Позаротовий паралелопрепаратор