Спосіб виготовлення фільтруючих елементів на основі фторопласту ф4 багаторазового використання з ступеневою пористістю
Формула / Реферат
1. Спосіб виготовлення фільтруючих елементів, що включає приготування суміші фторопласту Ф4 з недиспергованим або попередньо диспергованим твердим пороутворювачем, пресування в холодному стані, спікання, який відрізняється тим, що видалення пороутворювача проходить після стругання заготовки на стрічки товщиною 0,5 мм і більше.
2. Спосіб за п. 1, який відрізняється тим, що перед струганням заготовку нагрівають до температури 90-110°С і стругають на стрічки при швидкості обертання V=8-14 об/хв. і поперечній подачі ножа 2-4 об/хв.
3. Спосіб за п. 2, який відрізняється тим, що стрічку згортають в рулон-втулку з окремих закріплених між собою стрічок різної пористості, починаючи від 0,1 мкм і більше залежно від необхідної тонкості очистки, і при з'єднанні втулок по торцевих поверхнях стрічка може утворювати фільтроелемент висотою до 1000 мм.
4. Спосіб за п. 3, який відрізняється тим, що фільтроелементи періодично розбирають, стрічки очищають і промивають в розчинниках, кислотах, лугах, під тиском повітря або рідини.
Текст
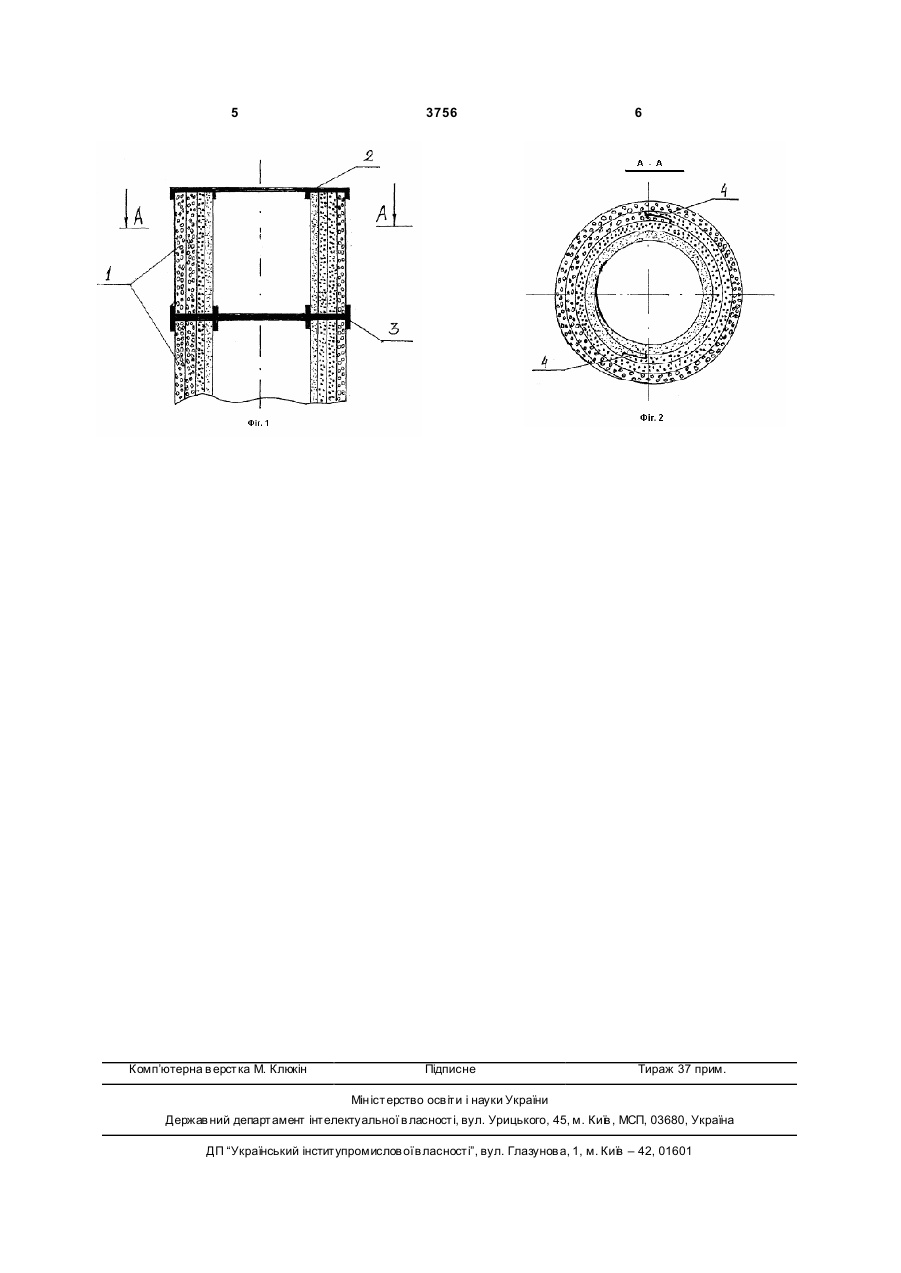
1. Спосіб виготовлення фільтруючих елементів, що включає приготування суміші фторопласту Ф4 з недиспергованим або попередньо диспергованим твердим пороутворювачем, пресування в холодному стані, спікання, який відрізняє ться тим, що видалення пороутворювача проходить після стругання заготовки на стрічки товщиною 0,5 мм і більше. 3 3756 4 печення ступеневої (пошарової) очистки і можтримкою 1,5-2 години. Нагріту заготовку напресоливість багаторазового його використання. вують на спеціальну оправку, яку закріпляють в Досягається це тим, що після спікання запатроні токарно-гвинторізного верстата. Замість готовку строжуть по всій висоті на стрічки товщирізцетримача встановлюють пристосування з заною від 0,5 мм і більше, а потім по відомій технокріпленим в ньому ножем, який по ширині дорівлогії видаляють пороутворювач. Окремо виготовнює висоті заготовки. Заготовка стругається на ляють фільтруючі елементи різної пористості (настрічки при швидкості обертання V = 8-14 об/хв. і приклад 1-й - 50...40 мкм, 2-й - 30...20 мкм, 3-й поперечній подачі ножа 2-4 об/хв. (оберти і подачу 10...5 і т. д. до 0,5...0,1 мкм) і в залежності від невибирають в залежності від необхідної товщини обхідної тонкості очистки скріпляють між собою, які стрічки). потім щільно звертають в рулони-втулки і фіксують 7. Видалення пороутворювача. по торцевим поверхням. В разі забруднення фільВидалення хлористого натрію проводять в труючого елементу він розбирається і очищається воді підігрітої до 80-100°С, впродовж 1-4 год (час в розчинниках, кислотах, луга х, під тиском повітря залежить від товщини стрічки). Видалення порошабо рідини. кового металічного циклу проводять в концентроФільтруючий елемент, з стрічок різної порисваній соляній кислоті продовж 0,2-0,5 год. тості представлений на Фіг 1, на Фіг 2 розріз А-А 8. Сушка стрічок. Сушку стрічок проводять при на Фіг 1. 120-140°С продовж 1-2 год. Технологія виготовлення фільтруючих еле9. Зборка фільтруючого елементу. ментів багаторазового використання з ступеневою Стрічки з різною пористістю, різною довжиною, пористістю полягає в слідую чому : однаковою товщиною з'єднують між собою за до1. Підготовка порошкоподібного фторопласту помогою клею К-300-61 (при товщині стрічок більш Ф4. Операція полягає в подрібненні фторопласту в 2 мм фрезерують місця склеювання (Фіг. 2, постані поставки в млині-змішувачу при 7000 об/хв. зиція 4), при меншій товщині за рахунок холод Продовж 5-6 хв. отекучості фторопласту склеювання проводять під 2. Підготовка пороутворювача. пресом). Комбіновану стрічку (після склеювання Пороутворювач (хлористий натрій, або мевона має однакову товщин у) щільно скручують в талічний порошковий цинк) сіють через сита з рулон-втулку і по торцевим поверхням фіксують різним діаметром ячийок, і в залежності від неспеціальними затискачами (Фіг. 1, поз. 2). За дообхідної дисперсності ділять по фракціям ( при помогою двосторонніх затискачів (Фіг.1 поз.3.) необхідності подрібнюють в млині-змішувачу проможна зібрати фільтроелемент (Фіг.1 поз.1.) довпелерного типу при 7000 об/хв). жиною до 1000 мм. і більше. 3. Змішування компонентів. Таким чином, технологічний процес виготовКомпоненти суміші (полімер і пороутворювач) лення фільтруючи х елементів дозволяє: беруть в необхідному ваговому співвідношенні (60а) скоротити час видалення пороутворювача з 80% ваг. доля NaCI, або металічного цинку), а тазаготовки; кож необхідному дисперсному співвідношенні (наб) видалити пороутворювач з заготовки на 95приклад 5 мкм і менше, 50...40 мкм) і змішують в 100%; млині-змішувачі при 7000 об/хв. продовж 10 хвив) виготовити фільтруючий елемент з пелин. ремінного ступеневою пористістю; 4. Пресування заготовок. г) в разі забруднення розібрати фільтруючий Заготовки фільтроелементів (висотою не елемент і промити в розчинниках, кислотах, луга х, більш 150 мм, товщиною від 10 до 80 мм) одержупродути стислим повітрям або рідиною. ють шляхом пресування в пресформі двосторонньої дії при питомому тиску 110-140 МПа. Джерела інформації: 5. Спікання заготовок. 1. А. с. № 1736569А1. Способ изготовления Спікання заготовок у вільному стані проводифильтрующи х материалов на основе политетрафмо в електричній печі з швидкістю нагріву 60°С/год торэтилена. Т.Л. Карпова и др. Опубл. 30.05.92 до 350°С і витримкою 1 год, підвищення темпераБюл. №20. тури від 350°С до 380°С з швидкістю 50°С/год з 2. Патент України №18975А. Спосіб виготоввитримкою при 380°±5°С 1 год на 3 мм товщини, лення фільтруючих елементів на основі фтороохолодження заготовок із швидкістю 40°С/год. пласта, 4. Калюжний Б.Г. та ін. Опуб. 25.12.97 6. Стругання стрічки. Бюл. №6. Перед струганням заготовка нагрівається в електричній печі до температури 90-ПО°С з ви 5 Комп’ютерна в ерстка М. Клюкін 3756 6 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститупромислов ої в ласності”, вул. Глазунов а, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B01D 39/16
Мітки: фільтруючих, ступеневою, спосіб, основі, пористістю, використання, елементів, багаторазового, виготовлення, фторопласту
Код посилання
<a href="https://ua.patents.su/3-3756-sposib-vigotovlennya-filtruyuchikh-elementiv-na-osnovi-ftoroplastu-f4-bagatorazovogo-vikoristannya-z-stupenevoyu-porististyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення фільтруючих елементів на основі фторопласту ф4 багаторазового використання з ступеневою пористістю</a>
Спосіб виготовлення фільтруючих елементів на основі фторопласту-4
Номер патенту: 18975
Опубліковано: 25.12.1997
Автори: Карпова Тетяна Леонівна, Калюжна Тетяна Вікторівна, Шевченко Сергій Володимирович, Калюжний Борис Георгійович
МПК: B01D 39/16
Мітки: основі, виготовлення, спосіб, фільтруючих, фторопласту-4, елементів
Формула / Реферат:
Способ изготовления фильтрующих элементов на основе фторопласта-4, включающий подготовку порошкообразных компонентов - полимера и порообразователя, прессование заготовок, их термическую обработку, удаление порообразователя, сушку фильтрующих элементов, отличающийся тем, что отпрессованные заготовки соосно стыкуют торцевыми поверхностями в вертикальную батарею и подвергают термообработке при ограничении возможности термического увеличения...
Спосіб виготовлення мікропористих фільтруючих елементів
Номер патенту: 6679
Опубліковано: 29.12.1994
Автори: Нагірний Віктор Михайлович, Ісаєнков Євген Вікторович, Говорова Ірина Олександрівна
МПК: C25D 7/04
Мітки: виготовлення, фільтруючих, елементів, спосіб, мікропористих
Формула / Реферат:
(57) Способ изготовления микропористых фильтрующих элементов, включающий электролитическое осаждение меди на металлическую сетчатую заготовку до зара-щивания ячейки сетки на 0,5-0,7 ее размера и последующее механическое обжатие, отличающийся тем, что на заготовку после механического обжатия дополнительно попеременно осаждают слой никеля и меди, при соотношении толщин слоев 1:2-1:2,5, толщине слоев никеля 30-40 мкм и осаждении его из...
Спосіб виготовлення фільтруючих елементів із порошків олов’янистої бронзи з внутрішньою кільцевою порожниною
Номер патенту: 14271
Опубліковано: 25.04.1997
Автори: Сутирин Сергій Васильович, Антіпов Альберт Іванович, Кондратенко Віктор Федорович
МПК: B22F 3/12, B21K 21/00, B22F 3/11, B22F 3/10
Мітки: елементів, спосіб, фільтруючих, порожниною, бронзи, кільцевою, олов'янистої, виготовлення, порошків, внутрішньою
Формула / Реферат:
Способ изготовления фильтрующих элементов из порошков оловянистой бронзы с внутренней кольцевой полостью, включающий формование дисков из порошка бронзы и их спекание в форме, герметичное их соединение по наружной поверхности, отличающийся тем, что, с целью повышения эксплуатационных характеристик, формуют диски диаметром меньше диаметра элемента, проводят предварительное спекание их при температуре 0,90-0,95 температуры спекания в...
Плоский катод на основі діоксиду марганцю, що має можливість багаторазового перезарядження і придатний для використання у лужному акумуляторі
Номер патенту: 39553
Опубліковано: 16.02.2004
Автори: Матін Василь Іванович, Сорокендя Віктор Степанович, Костиря Марина Валерівна, Васильєв Сергій Володимирович, Дзензерський Віктор Олександрович
МПК: H01M 4/50
Мітки: марганцю, плоский, має, лужному, катод, перезарядження, діоксиду, використання, основі, можливість, багаторазового, акумуляторі, придатній
Формула / Реферат:
Плоский катод на основі діоксиду марганцю, що має можливість багаторазового перезарядження і придатний для використання у лужному акумуляторі, активна маса якого містить діоксид марганцю, графіт і зв’язуючу речовину, який відрізняється тим, що компоненти активної маси взяті у такому співвідношенні, мас.%: діоксид марганцю (ЕДМ-2) 70-27 графіт 27-70 зв'язуюча...
Пристрій для регенерації сітчастих фільтруючих елементів
Номер патенту: 57980
Опубліковано: 15.07.2003
Автори: Костильов Дмитро Валентинович, Мельник Роман Володимирович, Форсюк Сергій Леонідович, Науменко Іван Іларіонович, Сиротинський Олександр Артемович
МПК: B01D 35/02
Мітки: регенерації, елементів, фільтруючих, пристрій, сітчастих
Формула / Реферат:
Пристрій для регенерації сітчастих фільтруючих елементів, що складається з колектора з рівномірно розташованими по периметру фільтруючого елемента промивними соплами, який відрізняється тим, що в промивних соплах встановлені дросельні заслінки, шарнірно зв'язані тягами з підпружиненими пелюстками, один кінець яких шарнірно закріплений на промивних соплах, а інший (незакріплений) - розташований біля поверхні фільтруючого елемента.
Попередній патент: Пристрій для вертикального витягнення нижніх кінцівок у дітей
Наступний патент: Протипиловий патрон для респіратора
Випадковий патент: Спосіб безперервної сортової прокатки