Спосіб безперервної сортової прокатки
Номер патенту: 78590
Опубліковано: 10.04.2007
Автори: Горбаньов Аркадій Олексійович, Жучков Сергій Михайлович, Токмаков Павел Вадимович, Колосов Борис Миколайович
Формула / Реферат
Спосіб безперервної сортової прокатки з використанням непривідних робочих клітей, що включає деформацію смуги у валках поперемінних привідних і непривідних клітей з використанням змащування, який відрізняється тим, що мастило подають в осередок деформації непривідних клітей, а перед входом розкату у валки привідних клітей мастило з його поверхні видаляють.
Текст
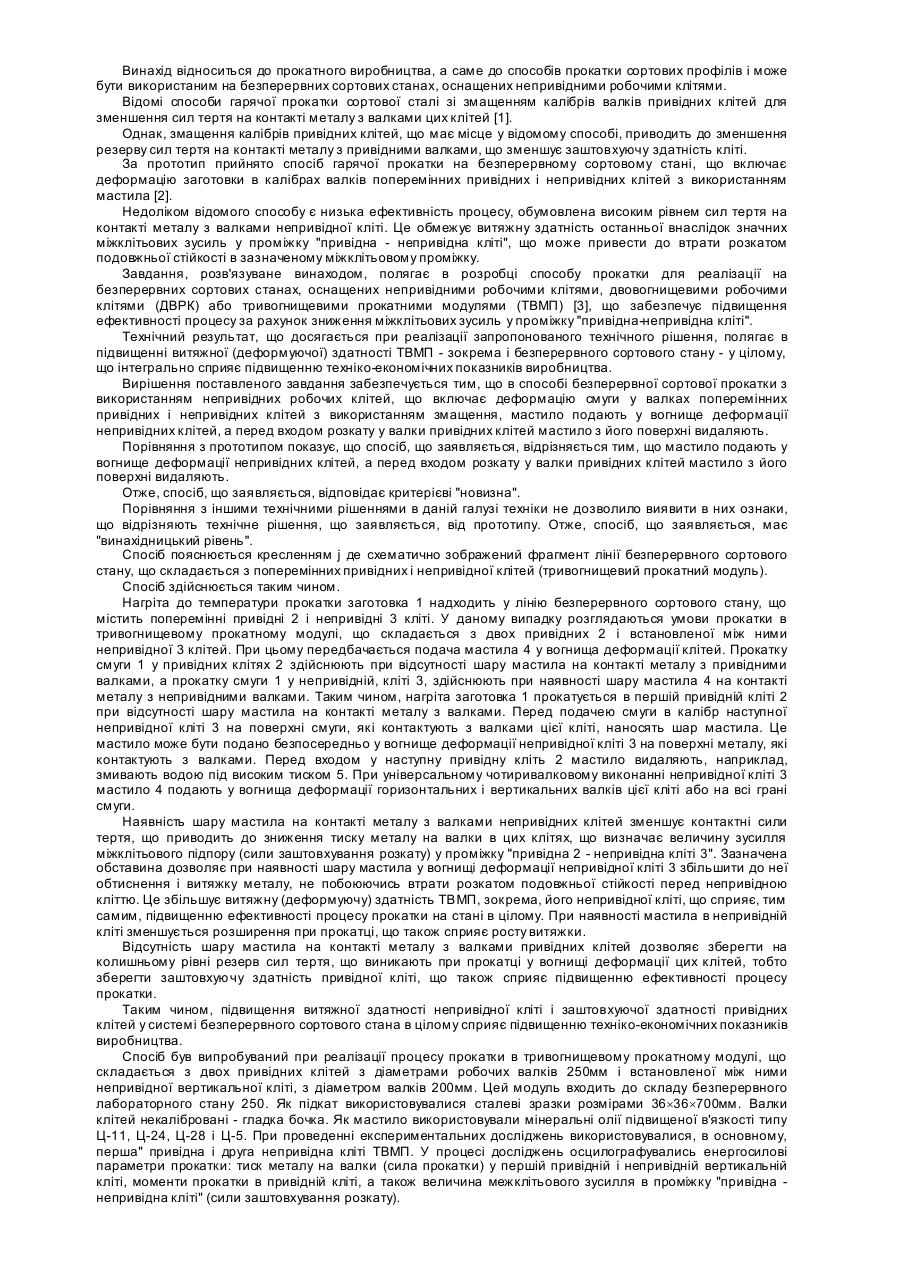
Винахід відноситься до прокатного виробництва, а саме до способів прокатки сортових профілів і може бути використаним на безперервних сортових станах, оснащених непривідними робочими клітями. Відомі способи гарячої прокатки сортової сталі зі змащенням калібрів валків привідних клітей для зменшення сил тертя на контакті металу з валками цих клітей [1]. Однак, змащення калібрів привідних клітей, що має місце у відомому способі, приводить до зменшення резерву сил тертя на контакті металу з привідними валками, що зменшує заштовхуючу здатність кліті. За прототип прийнято спосіб гарячої прокатки на безперервному сортовому стані, що включає деформацію заготовки в калібрах валків поперемінних привідних і непривідних клітей з використанням мастила [2]. Недоліком відомого способу є низька ефективність процесу, обумовлена високим рівнем сил тертя на контакті металу з валками непривідної кліті. Це обмежує витяжну здатність останньої внаслідок значних міжклітьових зусиль у проміжку "привідна - непривідна кліті", що може привести до втрати розкатом подовжньої стійкості в зазначеному міжклітьовому проміжку. Завдання, розв'язуване винаходом, полягає в розробці способу прокатки для реалізації на безперервних сортових станах, оснащених непривідними робочими клітями, двовогнищевими робочими клітями (ДВРК) або тривогнищевими прокатними модулями (ТВМП) [3], що забезпечує підвищення ефективності процесу за рахунок зниження міжклітьових зусиль у проміжку "привідна-непривідна кліті". Технічний результат, що досягається при реалізації запропонованого технічного рішення, полягає в підвищенні витяжної (деформуючої) здатності ТВМП - зокрема і безперервного сортового стану - у цілому, що інтегрально сприяє підвищенню техніко-економічних показників виробництва. Вирішення поставленого завдання забезпечується тим, що в способі безперервної сортової прокатки з використанням непривідних робочих клітей, що включає деформацію смуги у валках поперемінних привідних і непривідних клітей з використанням змащення, мастило подають у вогнище деформації непривідних клітей, а перед входом розкату у валки привідних клітей мастило з його поверхні видаляють. Порівняння з прототипом показує, що спосіб, що заявляється, відрізняється тим, що мастило подають у вогнище деформації непривідних клітей, а перед входом розкату у валки привідних клітей мастило з його поверхні видаляють. Отже, спосіб, що заявляється, відповідає критерієві "новизна". Порівняння з іншими технічними рішеннями в даній галузі техніки не дозволило виявити в них ознаки, що відрізняють технічне рішення, що заявляється, від прототипу. Отже, спосіб, що заявляється, має "винахідницький рівень". Спосіб пояснюється кресленням j де схематично зображений фрагмент лінії безперервного сортового стану, що складається з поперемінних привідних і непривідної клітей (тривогнищевий прокатний модуль). Спосіб здійснюється таким чином. Нагріта до температури прокатки заготовка 1 надходить у лінію безперервного сортового стану, що містить поперемінні привідні 2 і непривідні 3 кліті. У даному випадку розглядаються умови прокатки в тривогнищевому прокатному модулі, що складається з двох привідних 2 і встановленої між ними непривідної 3 клітей. При цьому передбачається подача мастила 4 у вогнища деформації клітей. Прокатку смуги 1 у привідних клітях 2 здійснюють при відсутності шару мастила на контакті металу з привідними валками, а прокатку смуги 1 у непривідній, кліті 3, здійснюють при наявності шару мастила 4 на контакті металу з непривідними валками. Таким чином, нагріта заготовка 1 прокатується в першій привідній кліті 2 при відсутності шару мастила на контакті металу з валками. Перед подачею смуги в калібр наступної непривідної кліті 3 на поверхні смуги, які контактують з валками цієї кліті, наносять шар мастила. Це мастило може бути подано безпосередньо у вогнище деформації непривідної кліті 3 на поверхні металу, які контактують з валками. Перед входом у наступну привідну кліть 2 мастило видаляють, наприклад, змивають водою під високим тиском 5. При універсальному чотиривалковому виконанні непривідної кліті 3 мастило 4 подають у вогнища деформації горизонтальних і вертикальних валків цієї кліті або на всі грані смуги. Наявність шару мастила на контакті металу з валками непривідних клітей зменшує контактні сили тертя, що приводить до зниження тиску металу на валки в цих клітях, що визначає величину зусилля міжклітьового підпору (сили заштовхування розкату) у проміжку "привідна 2 - непривідна кліті 3". Зазначена обставина дозволяє при наявності шару мастила у вогнищі деформації непривідної кліті 3 збільшити до неї обтиснення і витяжку металу, не побоюючись втрати розкатом подовжньої стійкості перед непривідною кліттю. Це збільшує витяжну (деформуючу) здатність ТВМП, зокрема, його непривідної кліті, що сприяє, тим самим, підвищенню ефективності процесу прокатки на стані в цілому. При наявності мастила в непривідній кліті зменшується розширення при прокатці, що також сприяє росту витяжки. Відсутність шару мастила на контакті металу з валками привідних клітей дозволяє зберегти на колишньому рівні резерв сил тертя, що виникають при прокатці у вогнищі деформації цих клітей, тобто зберегти заштовхуючу здатність привідної кліті, що також сприяє підвищенню ефективності процесу прокатки. Таким чином, підвищення витяжної здатності непривідної кліті і заштовхуючої здатності привідних клітей у системі безперервного сортового стана в цілому сприяє підвищенню техніко-економічних показників виробництва. Спосіб був випробуваний при реалізації процесу прокатки в тривогнищевому прокатному модулі, що складається з двох привідних клітей з діаметрами робочих валків 250мм і встановленої між ними непривідної вертикальної кліті, з діаметром валків 200мм. Цей модуль входить до складу безперервного лабораторного стану 250. Як підкат використовувалися сталеві зразки розмірами 36´36´700мм. Валки клітей некалібровані - гладка бочка. Як мастило використовували мінеральні олії підвищеної в'язкості типу Ц-11, Ц-24, Ц-28 і Ц-5. При проведенні експериментальних досліджень використовувалися, в основному, перша" привідна і друга непривідна кліті ТВМП. У процесі досліджень осцилографувались енергосилові параметри прокатки: тиск металу на валки (сила прокатки) у першій привідній і непривідній вертикальній кліті, моменти прокатки в привідній кліті, а також величина межклітьового зусилля в проміжку "привідна непривідна кліті" (сили заштовхування розкату). Нагрітий зразок деформували без змащення в першій привідній горизонтальній кліті ТВМП. При підході переднього кінця зразка, що вийшов з вогни ща деформації першої привідної кліті; до непривідної кліті з попередньо змазаними валками, на бічні поверхні зразка додатково наносили мастило. Змащений зразок проштовхували через непривідну кліть за рахунок резерву втягувальних сил тертя привідної кліті. У процесі експериментів прокатували зразки без змащення; зі змащенням валків обох клітей - привідної і непривідної; зі змащенням валків тільки привідної кліті. Аналіз результатів експериментів показав, що прокатка зі змащенням валків тільки привідної кліті приводить до зменшення в ній резерву сил тертя на 10-15% і моменту прокатки на 5-15% у порівнянні з нульовим варіантом (тобто при прокатці на незмащених валках обох клітей), а змін у завантаженні непривідної кліті не відбувається. Таким чином, при реалізації цього варіанта при однаковій витяжній здатності непривідної кліті пробуксовка валків привідної кліті (вичерпання резерву сил тертя) відбувається раніш, ніж при прокатці з незмащеними валками обох клітей. При прокатці на змащених валках обох клітей відбувається загальне падіння рівня навантаження в системі "привідна-непривідна кліті". У цьому випадку можливість збільшення витяжної здатності непривідної кліті, що з'являється, внаслідок зниження в ній навантажень, що визначають зусилля проштовхування, нівелюється обмеженим резервом сил тертя, що розвиваються привідною кліттю. Таким чином, при реалізації цього варіанта забезпечується зниження міжклітьових зусиль у проміжку "привідна-непривідна кліті", однак витяжна здатність непривідної кліті не може бути збільшена через зниження заштовхуючої здатності привідної кліті. Нарешті при прокатці зі змащенням тільки валків непривідної кліті забезпечується зниження тиску металу на валки в цій кліті, що приведе до зниження міжклітьових зусиль у проміжку "привідна-непривідна кліті". За результатами експериментів зниження міжклітьових зусиль досягало 16-18% (при середніх значеннях зусиль порядку 3050кН на незмащених валках). При цьому заштовхуюча здатність привідної кліті зберігалася, що дозволило збільшити витяжку в непривідній кліті (за рахунок збільшення обтиснення металу в ній) при збереженні подовжньої стійкості розкату перед непривідною кліттю на 5-7%. В другій привідній кліті модуля прокатка здійснювалася за режимом першої привідної кліті. Таким чином, реалізація запропонованого способу забезпечує наступні переваги: 1. За рахунок подачі мастила у вогнище деформації непривідної кліті забезпечується зниження міжклітьових зусиль у проміжку "привідна-непривідна кліті", що дає можливість збільшити витяжну здатність усього тривогнищевого модуля. 2. За рахунок видалення мастила зі смуги перед входом її в калібри валків привідних клітей зберігається їхня заштовхуюча здатність, яка обумовлена рівнем резерву сил тертя, що виникають при прокатці у вогнищі де формації цих клітей. У цілому, при реалізації пропозиції забезпечується підвищення ефективності процесу прокатки на стані з поперемінними привідними і непривідними клітями за рахунок збільшення витяжної (деформуючої) здатності ТВМП - зокрема, і безперервного сортового стану - у цілому, що сприяє підвищенню технікоекономічних показників виробництва. Джерела інформації, прийняті до уваги при складанні заявки: 1. Грудев А.П. Внешнее трение при прокатке. - Μ.: Ме таллургия - 1973. - С.234-235. 2. SU №1338909 B.21 В17/24,1987 - прототип. 3. Особенности проектирования комплекса "приводная - неприводная - приводная клети" в системе сортового стана / Кулаков Л.В., Жучков С М., Лохматов А.П., Сивак Э.В. // "Сталь". - 1998. - №2. - С.30-33.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous rolling of sections
Автори англійськоюZhuchkov Serhii Mykhailovych, Horbaniov Arkadii Oleksiiovych, Kolosov Borys Mykolaiovych
Назва патенту російськоюСпособ непрерывной сортовой прокатки
Автори російськоюЖучков Сергей Михайлович, Горбанев Аркадий Алексеевич, Колосов Борис Николаевич
МПК / Мітки
МПК: B21B 1/00, B21B 45/02
Мітки: спосіб, прокатки, сортової, безперервної
Код посилання
<a href="https://ua.patents.su/2-78590-sposib-bezperervno-sortovo-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервної сортової прокатки</a>
Спосіб безперервної прокатки дроту
Номер патенту: 60840
Опубліковано: 15.10.2003
Автори: Петров Володимир Володимирович, Сергєєв Віктор Володимирович, Кравець Михайло Леонідович, Правдін Юрій Михайлович, Бестужева Надія Михайлівна, Лобанов Олександр Іванович, Крижановський Віталій Анатолійович, Ковалевський Андрій Олегович
МПК: B21B 1/16
Мітки: прокатки, безперервної, дроту, спосіб
Формула / Реферат:
Спосіб безперервної прокатки дроту, що включає багаторазову холодну деформацію круглої заготовки в клітях із тривалковими калібрами при зниженні ступеня деформації металу дроту по ходу прокатки, який відрізняється тим, що дріт у процесі деформації піддають натягу між клітями, величину якого по ходу прокатки зменшують в інтервалі від 7 до 1% пропорційно зниженню величини деформації дроту в калібрі кожної кліті.
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 73440
Опубліковано: 15.07.2005
Автори: Шифрін Євген Ісайович, Чуєв Анатолій Васильович, Юрковський Володимир Васильович, Залесський Олександр Іванович, Івченков Сергій Іванович, Квітка Наталія Юріївна, Лозовий Віктор Іванович, Гуляєв Юрій Геннадійович, Козловський Альфред Іванович
МПК: B21B 17/00
Мітки: багатоклітьовому, безоправочної, спосіб, безперервної, прокатки, поздовжньої, стані, труб
Формула / Реферат:
Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані, що полягає у послідовній деформації заготовки в кожній і-тій кліті стана валками з калібрами, за яким овальність () калібру кожної і-тої кліті стана вибирають в залежності від заданих величин часткового відносного обтиснення заготовки по діаметру (
Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 77138
Опубліковано: 16.10.2006
Автори: Квітка Наталія Юріївна, Польський Георгій Миколайович, Ведовський Євген Леонідович, Гуляєв Юрій Геннадійович, Шишо Юрій Георгійович, Шифрін Євген Ісайович, Шляхов Павло Олександрович, Козловський Альфред Іванович, Овчинников Володимир Володимирович, Бражник Олег Володимирович, Закопко Олександр Вікторович
МПК: B21B 17/00
Мітки: поздовжньої, безоправочної, спосіб, труб, прокатки, безперервної, стані, багатоклітьовому
Формула / Реферат:
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані з калібрами, що проточують роздільно, до встановлення валків в прокатну кліть, що полягає у послідовній деформації заготовки в кожній кліті стана валками з калібрами, при котрому овальність калібру кожної
Блок кліті сортопрокатного стану
Номер патенту: 10491
Опубліковано: 15.11.2005
Автори: Макаренко Олександр Анатолійович, Бабенко Михайло Антонович, Токмаков Павло Вадимович, Хрустенко Юрій Михайлович, Рокоманов Володимір Петрович, Курочкін Олександр Федорович, Жучков Сергій Михайлович
МПК: B21B 13/00
Мітки: блок, сортопрокатного, кліті, стану
Формула / Реферат:
Блок клітей сортопрокатного стану, що містить двовалкову привідну горизонтальну кліть і непривідну горизонтальну кліть, установлену на поперечному привалковому брусі привідної кліті, змонтованого у вихідного вікна її станини, який відрізняється тим, що непривідна кліть, установлена на поперечному привалковому брусі привідної кліті на відстані між площинами осей валків привідної і непривідної кліті блока, що дорівнює (1,40...1,75)(DПК +...
Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані
Номер патенту: 71668
Опубліковано: 15.12.2004
Автори: Івченков Сергій Іванович, Гуляєв Юрій Геннадійович, Гуляєва Наталія Юріївна, Шифрін Євген Іссайович, Друян Володимир Михайлович, Козловський Альфред Іванович, Чуєв Анатолій Васильович, Позументщиков Віктор Костянтинович
МПК: B21B 17/00
Мітки: труб, стані, безоправочної, прокатки, багатоклітьовому, спосіб, безперервної
Формула / Реферат:
Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані, що полягає у формозміні труби в двох останніх клітях стана з порядковими номерами (n-1) і n за схемою "овал - коло" при відсутності обтиснення по діаметру в n-ній кліті стана, який відрізняється тим, що у парі клітей із порядковими номерами (n-3) і (n-2) формозміну труби здійснюють за схемою "овал - коло" з деформацією по діаметру, а в клітях із...
Попередній патент: Флюс для паяння
Наступний патент: Похідні індолу або бензимідазолу для модуляції ikb-кінази
Випадковий патент: Спосіб лікування грижі стравохідного отвору діафрагми в поєднанні з ахалазією стравоходу