Спосіб захисту електроду дугової сталеплавильної печі

Формула / Реферат
1. Спосіб захисту електроду дугової сталеплавильної печі, який включає нанесення захисного шару шляхом подачі графітованого електрода у вогнетривку - форму і контакту електрода з матеріалом, що вміщує алюміній і розміщувається у форму, який відрізняється тим, що в якості матеріалу, що вміщує алюміній використовують матеріал із вмістом не менш 50% алюмінію, а контакт електрода з матеріалом, що вміщує алюміній ведуть при температурі не нижче 1500°С у зоні контакту до одержання шару металооксикарбідної фази алюмінію.
2. Спосіб по п.1, який відрізняється тим, що в якості матеріалу із вмістом не менш 50% алюмінію використовують металевий алюміній.
3. Спосіб по п.2, який відрізняється тим, що металевий алюміній розміщують у вогнетривку форму у виді розплаву.
4. Спосіб по п.1, яки відрізняється тим, що в якості матеріалу із вмістом не менш 50% алюмінію використовують глинозем.
5. Спосіб по п.1, який відрізняється тим, що в якості матеріалу із вмістом не менш 50% алюмінію використовують корунд.
6. Спосіб по п.1, який відрізняється тим, що в якості матеріалу із вмістом не менш 50% алюмінію використовують боксит.
7. Спосіб по пп.4, 5, 6, який відрізняється тим, що додатково вводять вуглецевий матеріал.
8. Спосіб по п.1, який відрізняється тим, що в якості матеріалу із вмістом не менш 50% алюмінію використовують екзотермічну суміш.
9. Спосіб по п.1, який відрізняється тим, що проводять електричний струм через графітований електрод і матеріал, що вміщує алюміній.
10. Спосіб по п.1, який відрізняється тим, що при подачі водоохолоджуваного графітованого електрода заздалегідь в вогнетривку форму встановлюють графітову склянку.
Текст
Спосіб захисту електроду дугової сталеплавильної печі, який включає нанесення захисного шару шляхом подачі графітованого електрода у вогнетривку форму і контакту електрода з матеріалом, що вміщує алюміній і розміщувається у форму, який відрізняється тим, що в якості матеріалу, що вміщує алюміній використовують матеріал із вмістом не менш 50% алюмінію, а контакт електрода з матеріалом, що вміщує алюміній ведуть при температурі не нижче 1500°С у зоні контакту до одержання шару металооксикарбідної фази алюмінію. 2. Спосіб по п. 1, який відрізняється тим, що в якості матеріалу із вмістом не менш 50% алюмінію використовують металевий алюміній. A (54) СПОСІБ ЗАХИСТУ ЕЛЕКТРОДУ ДУГОВОЇ СТАЛЕПЛАВИЛЬНОЇ ПЕЧІ 30512 електродів при заправленні і завалюванні печі, в якому електроди у відведеному положенні при температурі торців не менше 900°С опускають у встановлені під ними форми, а вільний простір між електродами і формами заповнюють самоспікливою масою такого складу, %: кам'яновугільний пек - 30, алюмінієвий порошок - 25, бій графітованих електродів фракцією 15-20 мм - 42, порошкове вапно (а. с. СРСР № 1380216, кл. С21С5/52, 1986). Під дією тепла, що акумулювалось електродом, відбувається розм'якшення, плавлення і коксування самоспікливої маси, що утворить захисне покриття. Суттєвими ознаками відомого способу, які співпадають з ознаками винаходу, що пропонується, є: нанесення захисного шару ведуть шляхом подачі графітованого електрода у вогнетривку форму і контакту електрода з матеріалом, що вміщує алюміній, і розміщується у форму. Проте відома сукупність ознак не дозволяє досягти необхідного технічного результату, а саме: відомий спосіб не забезпечує утворення тугоплавких оксикарбідів алюмінію із-за малої концентрації алюмінію (металевого порошку 25%) в матеріалі, що вміщує алюміній, низької температури (9001400°С) процесу та обмеженого часу, необхідного для утворення складних тугоплавких оксикарбідів алюмінію, оскільки протікає ендотермічна реакція. Це підтверджує також і форма кінця відреставрованого електроду після закінчення плавки, який практично не відрізняється від форми електроду без його реставрації, що свідчить про збіг механізму ерозії відреставрованого і стандартного електродів. Одержаний захисний шар має недоліки: низька адгезія покриття, що призводить до його відшаровування у процесі роботи електрода в дуговий печі, низькі тугоплавкість та електропровідність. Крім того, графітований електрод залишається пористим, як і до його захисту, оскільки не забезпечується проникнення компонентів захисного покриття у пори електрода. Це призводить до високої інтенсивності окислення електроду в процесі його роботи у дуговий сталеплавильній печі, а отже, до високої витрати електродів. В основу винаходу поставлене завдання вдосконалення способу захисту електроду дугової сталеплавильної печі, в якому за рахунок зміни технологічних параметрів забезпечується зниження інтенсивності окислення електроду за рахунок підвищення адгезії, тугоплавкості та електропровідності захисного шару з одночасною закупоркою пор електрода, що призводить до зниження витрат електродів. Поставлене завдання вирішується тим, що в способі захисту електроду дугової сталеплавильної печі, який включає нанесення захисного шару шляхом подачі графітованого електрода у вогнетривку форму і контакту електрода з матеріалом, що віщує алюміній, і розміщується у форму, згідно з винаходом в якості матеріалу, що містить алюміній, використовують матеріал із вмістом не менше 50% алюмінію, а контакт електрода з матеріалом, що вміщує алюміній, ведуть при температурі не нижче 1500°С у зоні контакту до одержання шару металооксикарбідної фази алюмінію. Як матеріал із вмістом не менше 50% алюмінію доцільно використовувати: металевий алюмі ній у твердому стані або у вигляді розплаву, глинозем, корунд, боксит або екзотермічну суміш. Для інтенсифікації процесу утворення захисного шару доцільно пропускати електричний струм через графітований електрод і матеріал, що вміщує алюміній. При подачі водоохолоджуваного графітованого електрода доцільно заздалегідь у вогнетривку форму встановлювати графітову склянку. У течію високотемпературного (не нижче 1500°С) контакту графітованого електрода з матеріалом, що містить не менше 50% алюмінію, відбувається ряд водночас фізико-хімічних процесів, в результаті яких утворюється металооксикарбідна фаза алюмінію. Під час контакту рідкого алюмінію з графітованим електродом при температурі 1500-2000°С відбувається інтенсивне заповнення пор електрода алюмінієм. Далі, при взаємодії алюмінію з окислювальною атмосферою печі, на поверхні електроду утворюються оксиди алюмінію, в основному стійки АІ2О3. Паралельно йде процес взаємодії частини металевого алюмінію з вуглецем електроду з утворенням карбідів алюмінію, здебільшого АІ4С3. Оксиди і карбіди алюмінію з'єднуються у більш складну фазу - оксикарбіди. При цьому, процес утворення складних сполучень, який знаходиться у прямій залежності від температури, протікає достатньо інтенсивно, бо температура процесу 15002000°С. Утворення тривких оксикарбідів алюмінію АІ4О4С і АІОС призводить до утворення на поверхні електроду тугоплавкого (tпл біля 2250°С) захисного шару, що надійно екранує електрод від окислювальної ерозії, а проникаючий у пори електрода алюміній - від окислення. Крім того, захисний шар підвищує електропровідність електроду, що призводить до зменшення питомої витрати електроенергії на плавку. Таким чином, знос електроду відбувається тільки у зоні "плями" дуги, тобто торцевої частини електрода, що складає порядку 1,0-2,0% від сумарної окислювальної поверхні електрода. Захист бокової поверхні електрода не обмежується наявністю захисного шару, який складається з оксикарбідів алюмінію. За мірою його зносу знову виникає реакція глибоко проникнутого у пори електрода алюмінію з окислювальною атомсферою печі і вуглецем електроду, результатом яких є утворення нових порцій оксикарбідів алюмінію, з яких формується новий захисний шар. У випадку використання глинозему, корунду або бокситу в їхній склад додають вуглецевий матеріал, наприклад, термоантрацит, кокс, графітовані додатки і т. д. При цьому відбувається карботермічний процес відновлення алюмінію з його оксидів з утворенням нових продуктів - металевого алюмінію і карбідів алюмінію. У присутності карбідів частина глінозему, корунду або бокситу, яка не прореагувала з вуглецем, утворить оксикарбіди алюмінію, з яких і утворюється захисний шар електрода. Утворення повторних захисних шарів забезпечують додатки металевого алюмінію в карбооксидну суміш, що вмішує алюміній. Спосіб захисту електроду дугової сталеплавильної печі здійснюють таким чином. 2 30512 У дугову сталеплавильну піч завалюють шихту, запалюють електричні дуги між торцями графітованих електродів і шихтою і розплавлюють її. Після доведення сплаву до заданого хімічного складу і температури, випускають розплав з печі і після цього здійснюють заправлення і завалювання печі для проведення чергової плавки. Під час завалювання і заправлення печі склепіння відводять у сторону, графітований електрод при температурі його нижньої частини (біля 0,5 метрів), яка дорівнює 1500-1600°С, опускають у вогнетривку форму, виконану з хромо-магнезитового вогнетриву. У випадку використання водоохолоджуваного графітованого електрода заздалегідь у вогнетривку форму встановлюють графітову склянку. У простір, утворений стінками форми та електродом, подають матеріал із вмістом не менше 50% алюмінію, за який може бути використаний металевий алюміній у вигляді стружки або розплаву, а також глинозем, корунд, боксит або екзотермічна суміш. При використанні глинозему, корунду або бокситу доцільно заздалегідь готувати суміш із доданням вуглецевого матеріалу у вигляді здрібненого графіту. Під дією тепла, що акумулювалось електродом, відбувається розплавлювання матеріалу, що вміщує алюміній. Контакт електрода ведуть до одержання шару металооксикарбідної фази алюмінію. Для інтенсифікації процесу утворення захисного шару проводять електричний струм через графітований електрод і матеріал, що вміщує алюміній. Після утворення захисного шару електрод витягають з форми. Дослідження фазового составу захисного шару проводили електронно-мікроскопічним і рентге нофазним аналізом, що показав наявність у шарі фаз: карбіду алюмінію і оксикарбідів алюмінію, а пори електрода на глибині 10-20 мм заповнені алюмінієм і карбідами алюмінію. Адгезію до графіту оцінювали за товщиною захисного шару, що залишався після проведення чергової плавки, яка показала, що шар повністю зберігся при зменшенні його товщини, тоді як при обробці за способом-прототипом відбувається його відшаровування. Тугоплавкість захисного шару визначали у момент відведення склепіння з електродом за наявністю стічних крапель захисного шару та електрода, спільний об'єм яких значно нижче, ніж при обробці за відомим способом. Електропровідність оцінювали непрямим способом за перегрівом електрода по конфігурації його нижньої загостреної частини. Як показали дослідження, захист графітованого електроду за способом, що пропонується, забезпечує підвищену адгезію до графіту, високу тугоплавкість та електропровідність захисного шару, а також міцну закупорку пор електрода алюмінієм і карбідом алюмінію, що дозволяє знизити інтенсивність окислення електрода при роботі дугової сталеплавильної печі. Знайдений механізм захисту графітованих електродів, що знижує інтенсивність окислення електрода за допомогою захисного шару, здатного підвищувати адгезію, тугоплавкість і електропровідність електрода і самовідтворюватися після окислювальної ерозії, знижує вартість процесу захисту, поліпшує технологічний процес плавки, знижує витрати електроенергії та час виплавки сталі в дуговій електропечі. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for protection of arc steel-smelting furnace electrode
Автори англійськоюTischenko Petro Illich
Автори російськоюТищенко Петр Ильич
МПК / Мітки
МПК: C21C 5/52
Мітки: захисту, печі, дугової, електроду, сталеплавильної, спосіб
Код посилання
<a href="https://ua.patents.su/3-30512-sposib-zakhistu-elektrodu-dugovo-staleplavilno-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб захисту електроду дугової сталеплавильної печі</a>
Система електропостачання дугової сталеплавильної печі
Номер патенту: 12765
Опубліковано: 28.02.1997
Автори: Шелепетень Теодор Михайлович, Гудим Василь Ількович, Скрипник Олексій Іванович, Перхач Володимир Степанович, Харченко Володимир Андрійович, Сивокобиленко Віталій Федорович
МПК: H05B 7/144, H02J 13/00
Мітки: електропостачання, система, сталеплавильної, печі, дугової
Текст:
...7, збуджуючий трансформатор 8, реактор 9, тиристорний вимикач 10 І третій вимикач 11. Керування роботою тиристорного вимикача 10 здійснюється си- 45 стемою 12 керування. Система працює наступним чином. Для увімкнення вимикачем 4 пічного трансформатора 5 попередньо вимикачем 7 поєднується збуджуючий трансформатор 8 50 до другого джерела живлення 6. Після чого на виводах вторинних обмоток збуджуючого трансформатора 8 виникне напруга рівна...
Електропостачальна система дугової сталеплавильної печі
Номер патенту: 13779
Опубліковано: 25.04.1997
Автори: Березюк Богдан Михайлович, Цукорник Генадій Володимирович, Рибак Ярослав Миколайович, Гудим Василь Ількович
МПК: H02J 3/26
Мітки: печі, сталеплавильної, система, електропостачальна, дугової
Формула / Реферат:
Електропостачальна система дугової сталеплавильної печі, що містить трифазне джерело живлення, до якого під'єднані первинні обмотки пічного трансформатора, сполучені по схемі трикутника, послідовно з якими ввімкнені зустрічно-паралельно тиристори чи симістори і вимірні органи струмів, до виходів яких під'єднані перетворювачі ефективних значень струмів, а до керуючих входів симісторів (тиристорів) під'єднані виходи системи пофазного...
Пристрій для живлення дугової сталеплавильної печі постійного струму
Номер патенту: 8811
Опубліковано: 30.09.1996
Автор: Маш'янов Володимир Гаврилович
МПК: H05B 7/144, H02M 7/10
Мітки: печі, живлення, сталеплавильної, дугової, пристрій, струму, постійного
Формула / Реферат:
1. Устройство для питания дуговой сталеплавильной печи постоянного тока, содержащее первый и второй трехфазные управляемые мостовые вентильные комплекты, одноименные выводы постоянного тока которых предназначены для подключения соответственно к электроду и подине печи, а выводы переменного тока каждого из них предназначены для подключения к соответствующим выводам вторичных обмоток одного из двух питающих трансформаторов, каждый...
Джерело живлення дугової сталеплавильної печі постійного струму
Номер патенту: 8815
Опубліковано: 30.09.1996
Автор: Маш'янов Володимир Гаврилович
МПК: H05B 7/144
Мітки: струму, постійного, дугової, живлення, сталеплавильної, печі, джерело
Формула / Реферат:
Источник питания дуговой сталеплавильной печи постоянного тока с двумя подвижными электродами и проводящей подиной, содержащий первый и второй управляемые вентильные комплекты, включенные по трехфазной мостовой схеме, первые одноименные выводы постоянного тока каждого комплекта предназначены для подключения через первые сглаживающие реакторы к электродам печи, вторые одноименные выводы каждого комплекта предназначены для подключения через...
Пристрій для керування електричним режимом дугової сталеплавильної печі постійного струму
Номер патенту: 3022
Опубліковано: 26.12.1994
Автори: Філіпов Олексій Костянтинович, Магда Володимир Васильович, Маш'янов Володимир Гаврилович, Малиновський Володимир Сергійович, Саньков Сергій Анатолійович
МПК: H05B 7/148
Мітки: пристрій, постійного, електричним, печі, керування, режимом, сталеплавильної, струму, дугової
Формула / Реферат:
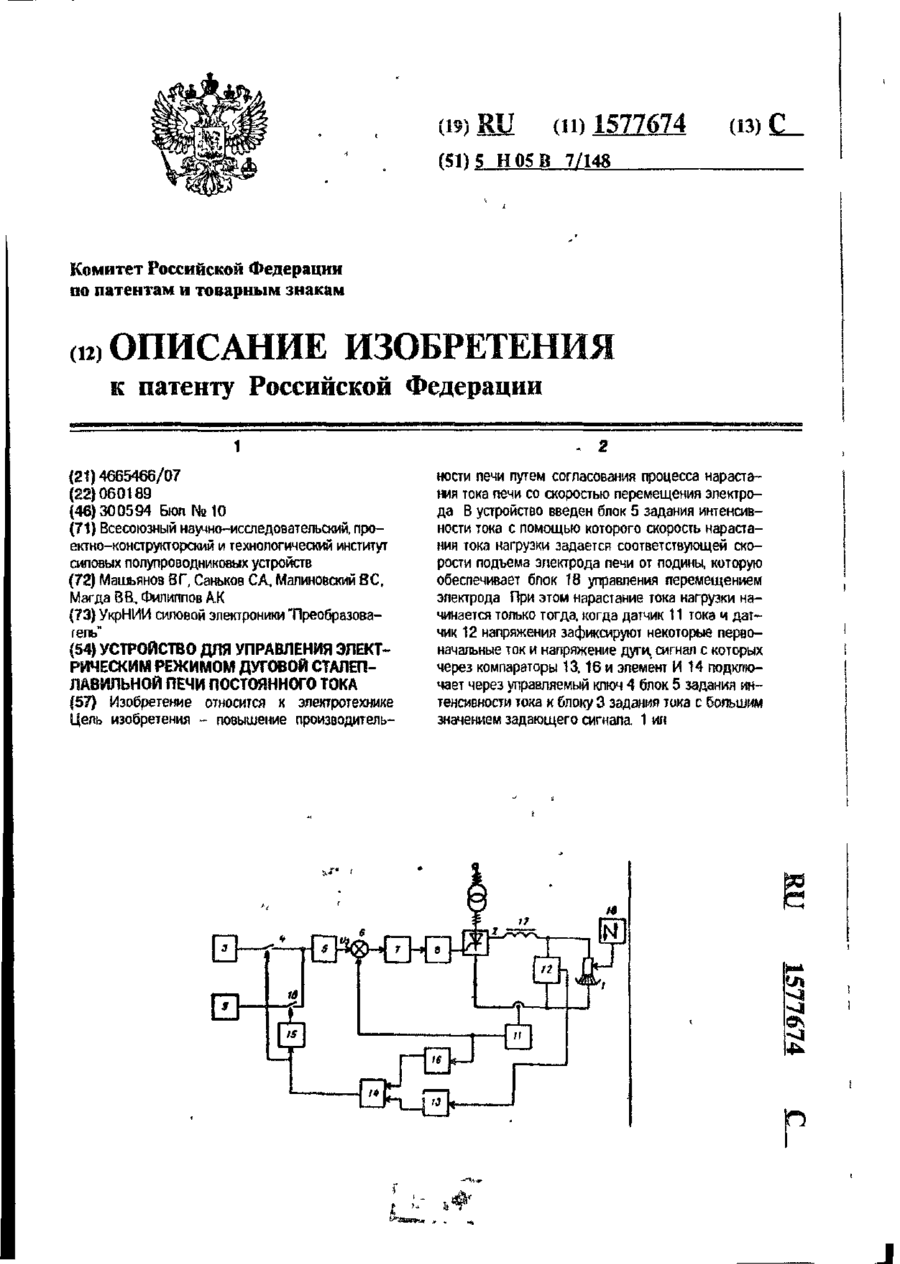
Устройство для управления электрическим режимом дуговой сталеплавильной печи постоянного тока, содержащее блок управления перемещением электрода, датчик тока электрода, выход которого соединен с первым входом блока сравнения, соединенного выходом с входом регулятора тока, выход которого соединен с входом системы импульсно-фазового управления источника питания, первый и второй блоки задания тока, первый и второй управляемые ключи и датчик...
Попередній патент: Спосіб визначення вінборону у товарному продукті
Наступний патент: Мідяна підкладка
Випадковий патент: Коробка, яка вміщує сипкий курильний матеріал