Прес для виготовлення брикетів
Номер патенту: 38648
Опубліковано: 12.01.2009
Автори: Литвиненко Дмитро Олександрович, Павленко Юрій Миколайович, Кириленко Ігор Миколайович, Дерієнко Володимир Васильович
Формула / Реферат
1. Прес для виготовлення брикетів, що містить рамку, на якій змонтовані циліндричний та конусний шнеки, приймальний бункер сировини, електрошафа з пультом керування, який відрізняється тим, що основа преса виготовлена в вигляді ємності для охолоджувальної рідини з максимальним об'ємом 700 літрів і мінімальним 500 літрів, на кронштейнах якої прикріплені вузли шпинделя, гвинтового циліндричного конвеєра і ствола, електропривід з клинопасовою передачею і бункер-дозатор, виконаний з можливістю контролю подачі сировини через оглядове вікно з підпресовкою та примусовою дозованою подачею сировини.
2. Прес за п. 1, який відрізняється тим, що містить конічний шнек в 2,5 витки з кроком 48 мм з конусністю 8-12° (з оптимальним робочим конусом 10°) з забезпеченням пресування чіткої форми брикету в перерізі круглої (безкінечно багатокутної) форми з зовнішнім діаметром 75-85 мм, внутрішнім отвором 25-35 мм, довжиною 300 мм і зі щільністю 1,1 г/см2.
3. Прес за пп. 1, 2, який відрізняється тим, що ствол, згідно з програмою, нагрівається системою регульованого електропідігріву (тенового або індукційного) та контролюється температура поверхні термопарами та цифровим приладом, в стволі автоматично підтримується температура обвуглювання зовнішнього шару брикету і забезпечується зменшення сил тертя поверхонь ствола і брикету, система подачі охолоджувальної рідини містить циркуляційний насос системи подачі рідини для охолодження першого вузла - підшипників та вузла шпинделя, і контура - конусного шнека гвинтового конвеєра, та має резервний вихід для тушіння зайнятих паливних брикетів.
Текст
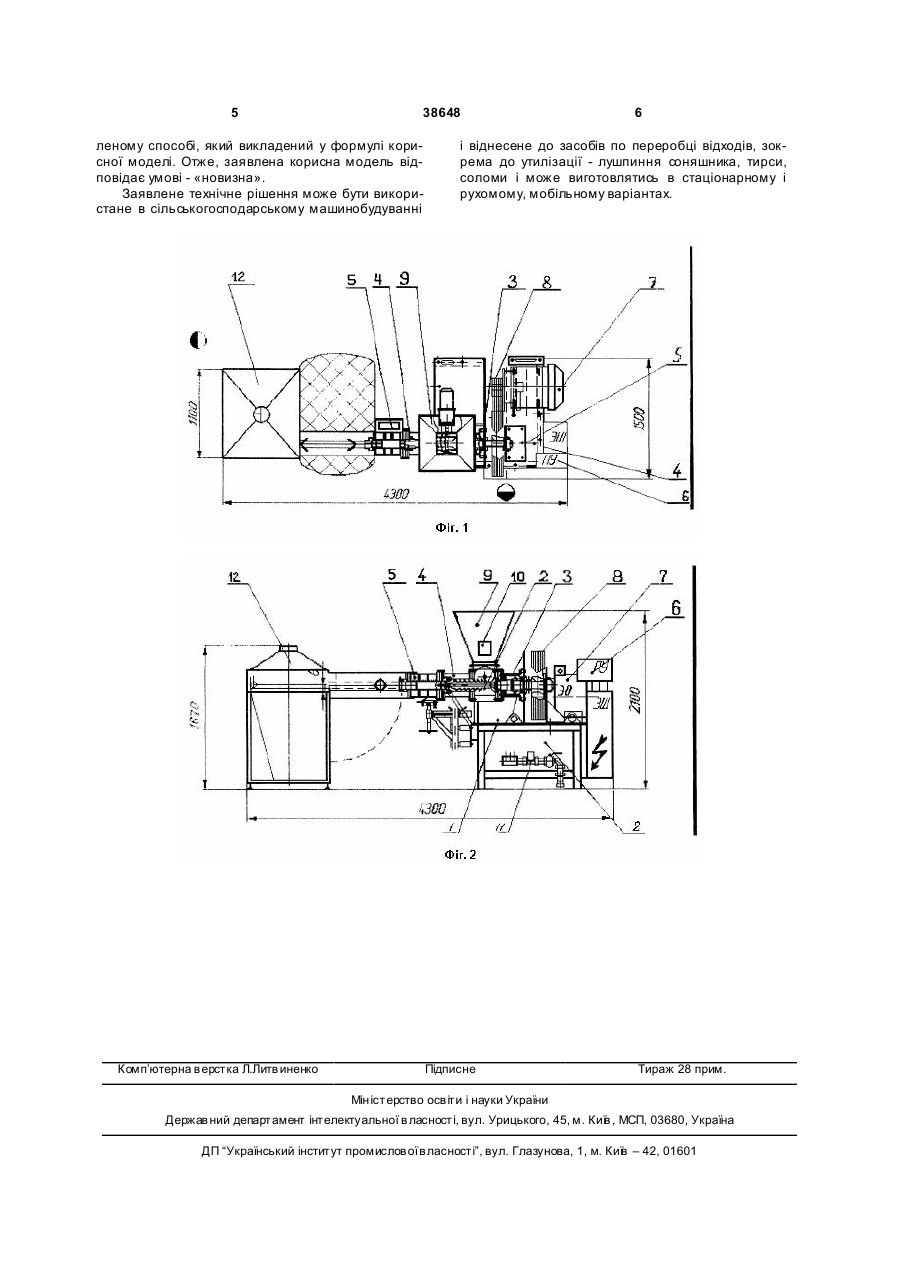
1. Прес для виготовлення брикетів, що містить рамку, на якій змонтовані циліндричний та конусний шнеки, приймальний бункер сировини, електрошафа з пультом керування, який відрізняється тим, що основа преса виготовлена в вигляді ємності для охолоджувальної рідини з максимальним об'ємом 700 літрів і мінімальним 500 літрів, на кронштейнах якої прикріплені вузли шпинделя, гвинтового циліндричного конвеєра і ствола, електропривід з клинопасовою передачею і бункердозатор, виконаний з можливістю контролю подачі U 2 (19) 1 3 38648 рішення вузла пресування з системою охолодження, забезпечити технічний результат, шляхом спрощення конструкції та підвищення ефективності пресування, отримати споживчі властивості пристрою, забезпечити системою охолодження, доповнити завантажувальним бункером з примусовою системою подачі, рихлення і дозування сировини. Поставлене завдання досягається тим, що прес для виготовлення брикетів містить: рамку, на якій змонтовані циліндричний та конусний шнеки, прийомний бункер сировини, електрошафа з пультом управління, основа преса виготовлена у вигляді ємності для охолоджуючої рідини з максимальним об'ємом 700 літрів і мінімальним 500 літрів, на кронштейнах якої прикріплені вузли шпинделя, гвинтового циліндричного конвеєра; ствола та електропривода з клинопасовою передачею і бункер-дозатор, який виконаний з можливістю контролю подачі сировини через оглядове вікно з підпресовкою та примусовою дозованою подачею сировини; конічного шнеку з забезпеченням пресування чіткої форми брикету в перерізі круглої (безкінечно багатокутної) форми. Ствол пресу згідно програми нагрівається системою регулюємого електропідігріву (тентовий або індукційний) та контролюється температура поверхні термопарами та цифровим приладом і в стволі автоматично підтримується температура обслуговування зовнішнього шару брикету і забезпечується зменшення сил тертя поверхонь ствола і брикету, а система подачі охолоджуючої рідини містить циркуляційний насос системи подачі рідини для охолодження першого вузла - підшипників та вузла шпинделя, і контуру конусного шнека гвинтового конвеєра та має резервний вихід для тушіння зайнятих паливних брикетів. Корисна модель, що заявляється, пояснюється кресленнями: На Фіг.1 показаний вид зверху преса для виготовлення брикетів; На Фіг.2 показано вид збоку преса для виготовлення брикетів. Прес для виготовлення брикетів містить основу-кришку 1 ємності 2 з охолоджуючою рідиною, де на кронштейні прикріплені: вузол шпинделя 3; вузол гвинтового конвеєра 4 з конічним шнеком у 2,5 витка з кроком 48мм і конусністю 812°(оптимальна робоча - 10°); вузол ствол 5 з регульованим тентовим або індукційним нагрівом, контроль якого виконується системою термопар та цифровим 6 приладом; електропривід 7 клинопасовою передачею 8; бункер-дозатор 9 з примусовою подачею сировини і контролем її через оглядове вікно 10. В процесі пресування сировини в брикет проводиться охолодження вузлів рідиною, яка подається циркуляційним насосом 11 в систему для охолодження першого контуру підшипників та вузла 3 і другого контуру втулки конусного шнека гвинтового конвеєра 4. Система подачі рідини має резервний вихід для тушіння займистих паливних брикетів. Формується брикет в стволі 5 з внутрішнім діаметром 25...35мм та зовнішнім 75...85мм та щільністю 1,1г/см 3 з чіткою циліндричною безкінечно багатокутною формою та обвугленою пове 4 рхнею. Далі брикет проштовхується в зону вузла 12 відсічки і зламу брикету або відрізається фрезою на заданий розмір -300мм. Прес для виготовлення брикетів встановлюється на тверду основу і робота на ньому полягає в наступному. Заливається охолоджуюча рідина в ємність через горловину кришки-основи преса. Рівень - верхня захисна скоба прозорих подавальних і заливних шлангів - відповідає об'єму 700л. Нижня скоба - мінімальний рівень охолоджуючої рідини, що відповідає об'єму 500л. Викрутивши пробку з торця фланця, пересвідчитись про рівень присутності масла в шпиндельному вузлі. Виставляється вузол відсікання, просування та протяжки брикету сумістивши вісь ствола з віссю ложементу вузла і фіксується замок ложементу. Підключається витяжка і електроустаткування пресу. При включеному електроживленні піднімається захисний кожух і вр учн у прокручується ведений шків, щоб пересвідчитись, в тому що при вихідному стані шпиндельний вузол з гвинтовим конвеєром прокручується плавно. Закривається відкидна частина захисного кожуха клинопасової передачі. Включається насос подачі охолоджуючої рідини. Виставляється по першому каналу приладу температуру 637°С. Включається ТЕНи (або індукційний обігрів) на 40...50 хвилин з контролем температури на другому каналі і при досягненні 240...250°, вмикається подача сировини в бункер. Сировина попередньо висушувалась (до 6...8% вологості) і очищувалась від мінеральних (до 0,5% частинок розміром 1мм) домішок та виключались повністю феромагнітні домішки. Підготовлена сировина поступає в бункер, який має оглядове вікно для контролю подачі сировини і шибер. Включається електроприводи шнекового валу і вузла підпресовки гвинтового конвеєра. Мінімально відкривається шибер (до 20мм) прийомного бункера і виконується робота по формуванню якісного брикету. Встановлюється кожух-капот ложементу і поступово відкривається шибер. При цьому контролюється якість брикету і прес доводиться до максимальної потужності. Циліндричний шнековий вал подає матеріал в зону конічного шнекового валу, який подає попередньо стиснутий матеріал в камеру стиску. Формування брикету проходить в стволі, в якому автоматично підтримується робоча задана температура для обвуглювання зовнішнього шару брикету і для зменшення сил тертя. Далі брикет по відкритому ложементу проштовхується в зону вузла відрізання або відсічки і зламу брикету на заданий розмір 300мм. Виконаний заявником аналіз рівня техніки, який включає пошук по патентним і науковотехнічним джерелам, які містять відомості про аналоги заявленої корисної моделі, дозволяє встановити, що заявник не виявив аналог, який характеризувався б ознаками, ідентичними істотним ознакам заявленого технічного рішення. Визначення із переліку виявлених аналогів найближчого, як найбільш близького по сукупності істотних ознак відмінних ти х, що наведені в заяв 5 38648 леному способі, який викладений у формулі корисної моделі. Отже, заявлена корисна модель відповідає умові - «новизна». Заявлене технічне рішення може бути використане в сільськогосподарському машинобудуванні Комп’ютерна в ерстка Л.Литв иненко 6 і віднесене до засобів по переробці відходів, зокрема до утилізації - лушпиння соняшника, тирси, соломи і може виготовлятись в стаціонарному і рухомому, мобільному варіантах. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPress for manufacturing briquettes
Автори англійськоюDeriienko Volodymyr Vasyliovych, Kyrylenko Ihor Mykolaiovych, Pavlenko Yurii Mykolaiovych, Lytvynenko Dmytro Oleksandrovych
Назва патенту російськоюПресс для изготовления брикетов
Автори російськоюДериенко Владимир Васильевич, Кириленко Игорь Николаевич, Павленко Юрий Николаевич, Литвиненко Дмитрий Александрович
МПК / Мітки
МПК: B30B 11/00
Мітки: виготовлення, брикетів, прес
Код посилання
<a href="https://ua.patents.su/3-38648-pres-dlya-vigotovlennya-briketiv.html" target="_blank" rel="follow" title="База патентів України">Прес для виготовлення брикетів</a>
Прес для формування брикетів
Номер патенту: 7510
Опубліковано: 15.06.2005
Автори: Большаков Володимир Іванович, Олифер Володимир Петрович, Єсиков Євген Ігоревич, Єсіков Олег Георгійович, Шаленний Василь Тимофійович
МПК: B28B 3/00
Мітки: формування, прес, брикетів
Формула / Реферат:
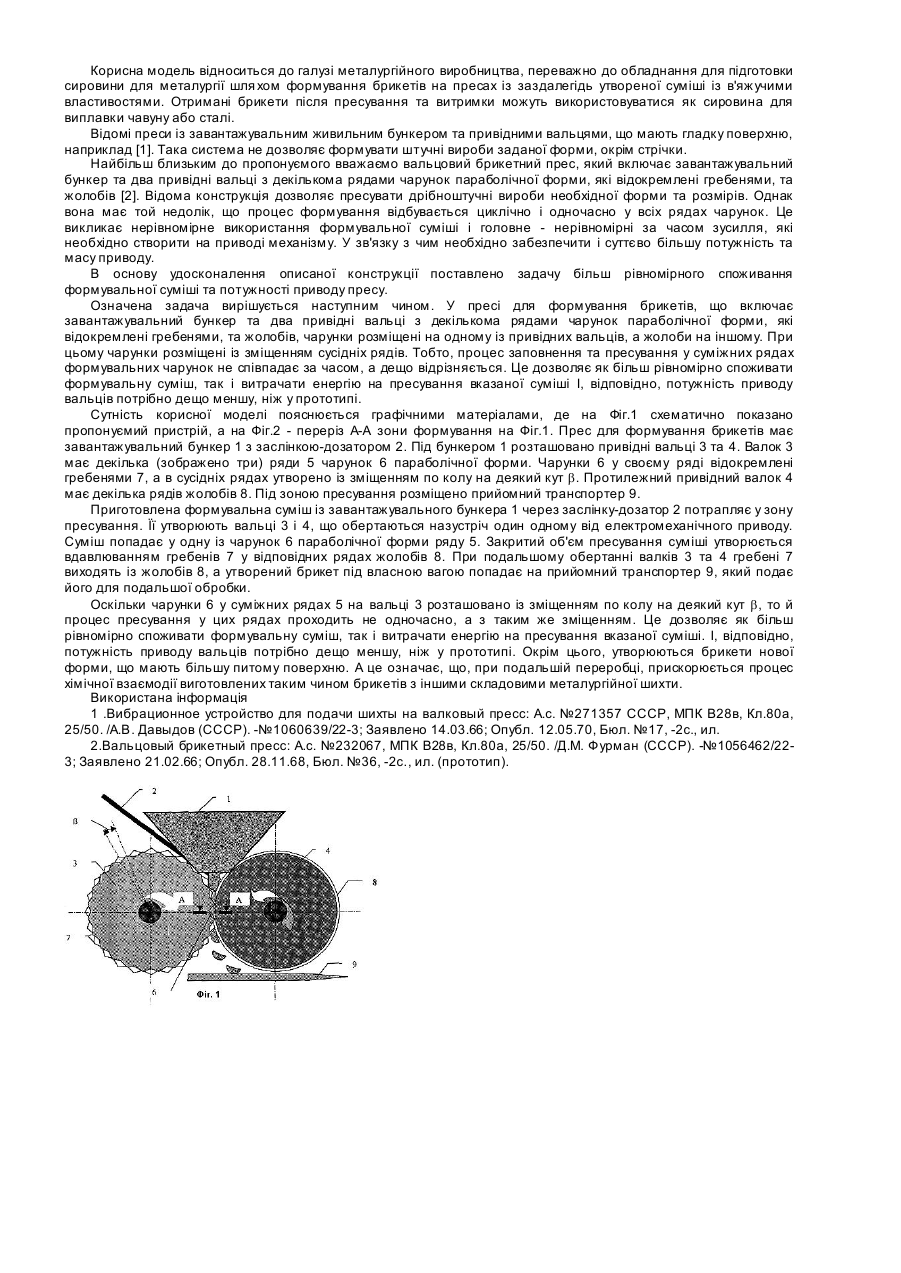
Прес для формування брикетів, що містить завантажувальний бункер та два привідні вальці з декількома рядами чарунок параболічної форми, які відокремлені гребенями, та жолобів, який відрізняється тим, що чарунки розміщені на одному з вальців із зміщенням сусідніх рядів, а жолоби - на іншому.
Спосіб виготовлення екологічно чистих паливних брикетів
Номер патенту: 25695
Опубліковано: 10.08.2007
Автори: Глазюк Віталій Аполлонович, Рогуцький Микола Богданович, Маковецький Богдан Пилипович
МПК: C10L 5/40
Мітки: брикетів, виготовлення, екологічної, чистих, спосіб, паливних
Формула / Реферат:
Спосіб виготовлення екологічно чистих паливних брикетів з органічної сировини, що включає сушіння сировини, подрібнення до фракцій щонайбільше 10 мкм, змішування компонентів та пресування при тиску 1000-1500 кг/см в циліндричні брикети, який відрізняється тим що, як органічну сировину використовують лушпиння соняшника, відходи біомаси цукрової промисловості та відходи від виробництва біодизеля.
Лінія для виготовлення брикетів для металургійного виробництва на основі промислових відходів, що містять окислений залізовмісний матеріал
Номер патенту: 82460
Опубліковано: 10.04.2008
Автори: Шишняк Юрій Трохимович, Крівченко Юрій Сергійович, Бичков Сергій Васильович, Лякса Андрій Володимирович, Степанов Максим Федотович
МПК: C22B 3/02, B03B 7/00, C22B 1/242
Мітки: основі, окислений, містять, виробництва, матеріал, відходів, виготовлення, залізовмісний, промислових, лінія, брикетів, металургійного
Формула / Реферат:
1. Лінія для виготовлення брикетів для металургійного виробництва на основі промислових відходів, які містять окислений залізовмісний матеріал, яка складається з встановлених з можливістю взаємодії системи видобування окисленого залізовмісного матеріалу з промислових відходів і системи формування брикетів, що містить ємності для прийому сировини і сполучного, змішувач та пристрій формування брикетів, зв'язані між собою механізмами подання,...
Шнековий прес для пресування брикетів

Номер патенту: 4931
Опубліковано: 15.02.2005
Автори: Губенко Володимир Тимофійович, Суржанський Станіслав Костянтинович, Швець Віталій Володимирович, Швець Олександр Володимирович
МПК: B27N 3/08, B30B 11/22
Мітки: пресування, шнековий, прес, брикетів
Формула / Реферат:
1. Шнековий прес для пресування брикетів, що містить розміщений на рамі завантажувальний пристрій з бічними стінками, до якого приєднаний корпус, всередині якого розміщені камери пресування та розвантаження, розміщений уздовж осі камери пресування привідний шнековий пристрій, виконаний у вигляді послідовно встановлених транспортуючого та конічного пресувального шнеків, причому останній складається з ущільнюючої та формуючої частин, який...
Спосіб шнекового пресування брикетів та шнековий прес для його здійснення
Номер патенту: 46839
Опубліковано: 17.06.2002
Автори: Мокичев Андрій Іполитович, Свір Юрій Петрович, Чернишев Анатолій Вікторович, Аліев Натікбек Аліевич
МПК: B30B 11/22, B27N 3/08
Мітки: спосіб, шнекового, пресування, брикетів, шнековий, здійснення, прес
Формула / Реферат:
1. Спосіб шнекового пресування брикетів, що включає змішування компонентів матеріалу і завантаження його в шнекову зону, захоплення матеріалу витками шнека в його міжвитковий простір із наступним переміщенням по довжині шнека, стиск матеріалу в камері пресування конічним шнеком за рахунок зменшення обсягу міжвиткового простору, регулювання щільності брикету, що пресується, і розвантаження брикету, який відрізняється тим, що регулювання...
Попередній патент: Спосіб лікування корів з гіпоплазією яєчників
Наступний патент: Спосіб локально фіксованого внутрішньоматкового осіменіння свиноматок
Випадковий патент: Спосіб приготування ковбасних виробів