Прес для формування брикетів
Номер патенту: 7510
Опубліковано: 15.06.2005
Автори: Шаленний Василь Тимофійович, Большаков Володимир Іванович, Олифер Володимир Петрович, Єсіков Олег Георгійович, Єсиков Євген Ігоревич
Формула / Реферат
Прес для формування брикетів, що містить завантажувальний бункер та два привідні вальці з декількома рядами чарунок параболічної форми, які відокремлені гребенями, та жолобів, який відрізняється тим, що чарунки розміщені на одному з вальців із зміщенням сусідніх рядів, а жолоби - на іншому.
Текст
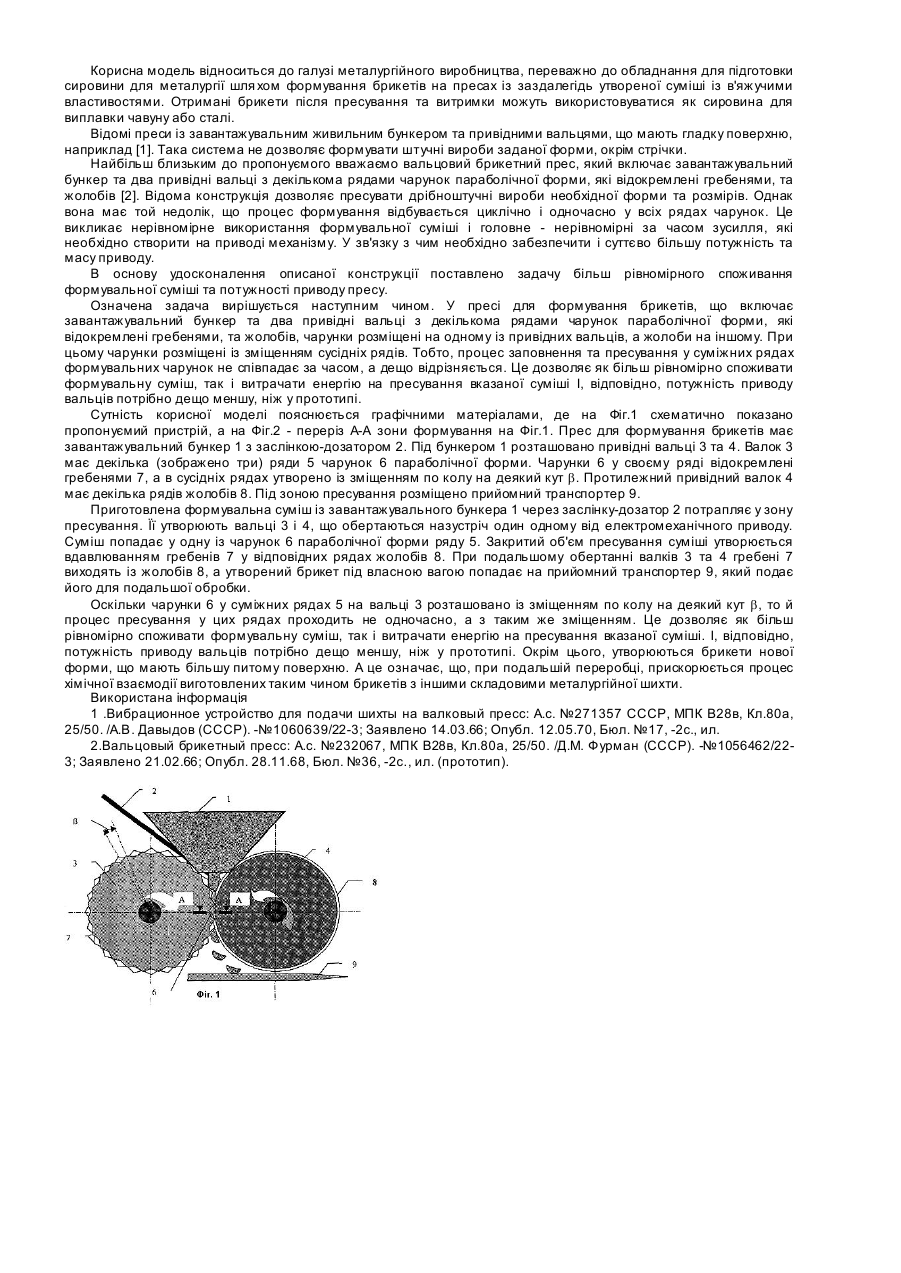
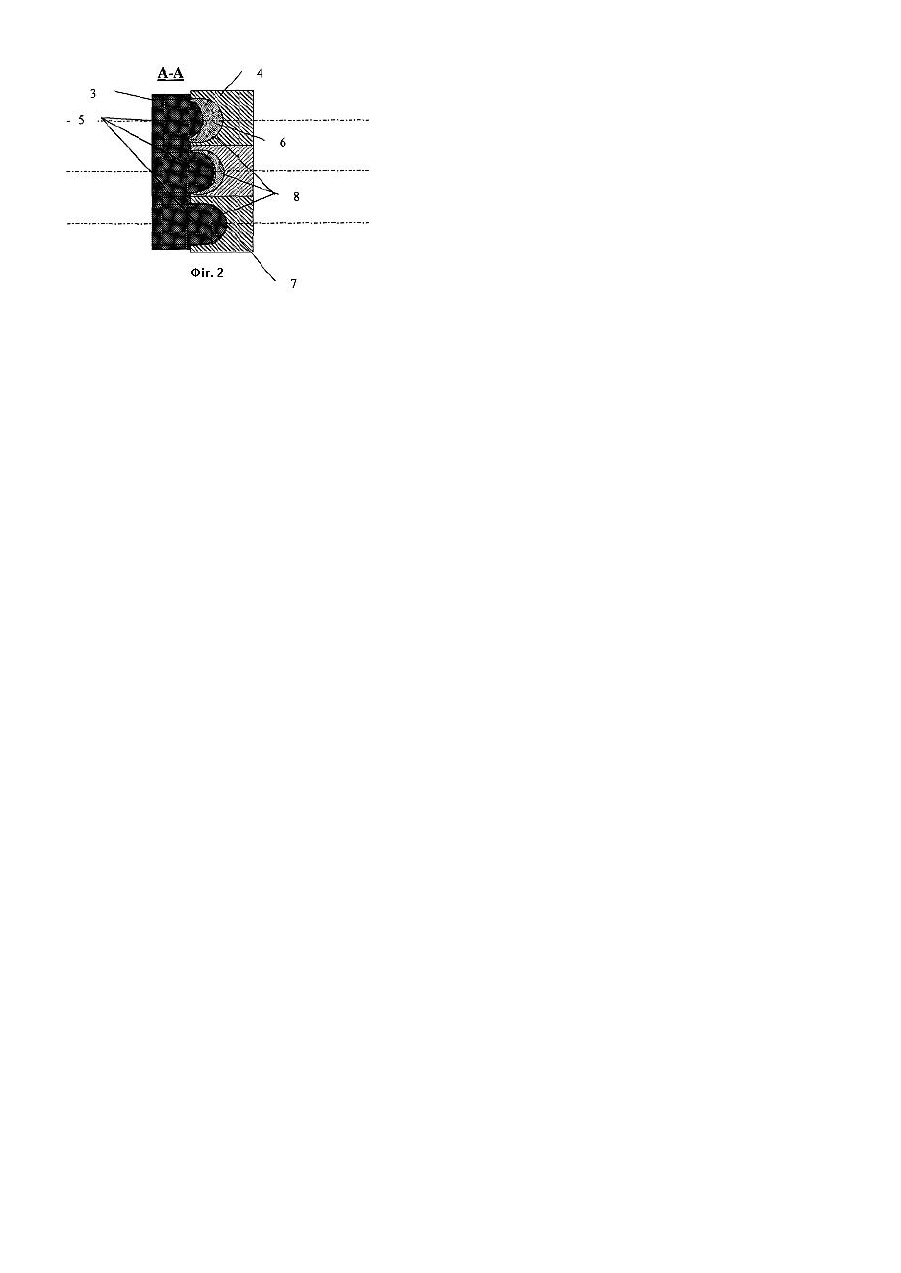
Корисна модель відноситься до галузі металургійного виробництва, переважно до обладнання для підготовки сировини для металургії шля хом формування брикетів на пресах із заздалегідь утвореної суміші із в'яжучими властивостями. Отримані брикети після пресування та витримки можуть використовуватися як сировина для виплавки чавуну або сталі. Відомі преси із завантажувальним живильним бункером та привідними вальцями, що мають гладку поверхню, наприклад [1]. Така система не дозволяє формувати штучні вироби заданої форми, окрім стрічки. Найбільш близьким до пропонуємого вважаємо вальцовий брикетний прес, який включає завантажувальний бункер та два привідні вальці з декількома рядами чарунок параболічної форми, які відокремлені гребенями, та жолобів [2]. Відома конструкція дозволяє пресувати дрібноштучні вироби необхідної форми та розмірів. Однак вона має той недолік, що процес формування відбувається циклічно і одночасно у всіх рядах чарунок. Це викликає нерівномірне використання формувальної суміші і головне - нерівномірні за часом зусилля, які необхідно створити на приводі механізму. У зв'язку з чим необхідно забезпечити і суттєво більшу потужність та масу приводу. В основу удосконалення описаної конструкції поставлено задачу більш рівномірного споживання формувальної суміші та потужності приводу пресу. Означена задача вирішується наступним чином. У пресі для формування брикетів, що включає завантажувальний бункер та два привідні вальці з декількома рядами чарунок параболічної форми, які відокремлені гребенями, та жолобів, чарунки розміщені на одному із привідних вальців, а жолоби на іншому. При цьому чарунки розміщені із зміщенням сусідніх рядів. Тобто, процес заповнення та пресування у суміжних рядах формувальних чарунок не співпадає за часом, а дещо відрізняється. Це дозволяє як більш рівномірно споживати формувальну суміш, так і витрачати енергію на пресування вказаної суміші І, відповідно, потужність приводу вальців потрібно дещо меншу, ніж у прототипі. Сутність корисної моделі пояснюється графічними матеріалами, де на Фіг.1 схематично показано пропонуємий пристрій, а на Фіг.2 - переріз А-А зони формування на Фіг.1. Прес для формування брикетів має завантажувальний бункер 1 з заслінкою-дозатором 2. Під бункером 1 розташовано привідні вальці 3 та 4. Валок 3 має декілька (зображено три) ряди 5 чарунок 6 параболічної форми. Чарунки 6 у своєму ряді відокремлені гребенями 7, а в сусідніх рядах утворено із зміщенням по колу на деякий кут b. Протилежний привідний валок 4 має декілька рядів жолобів 8. Під зоною пресування розміщено прийомний транспортер 9. Приготовлена формувальна суміш із завантажувального бункера 1 через заслінку-дозатор 2 потрапляє у зону пресування. Її утворюють вальці 3 і 4, що обертаються назустріч один одному від електромеханічного приводу. Суміш попадає у одну із чарунок 6 параболічної форми ряду 5. Закритий об'єм пресування суміші утворюється вдавлюванням гребенів 7 у відповідних рядах жолобів 8. При подальшому обертанні валків 3 та 4 гребені 7 виходять із жолобів 8, а утворений брикет під власною вагою попадає на прийомний транспортер 9, який подає його для подальшої обробки. Оскільки чарунки 6 у суміжних рядах 5 на вальці 3 розташовано із зміщенням по колу на деякий кут b, то й процес пресування у цих рядах проходить не одночасно, а з таким же зміщенням. Це дозволяє як більш рівномірно споживати формувальну суміш, так і витрачати енергію на пресування вказаної суміші. І, відповідно, потужність приводу вальців потрібно дещо меншу, ніж у прототипі. Окрім цього, утворюються брикети нової форми, що мають більшу питому поверхню. А це означає, що, при подальшій переробці, прискорюється процес хімічної взаємодії виготовлених таким чином брикетів з іншими складовими металургійної шихти. Використана інформація 1 .Вибрационное устройство для подачи шихты на валковый пресс: А.с. №271357 СССР, МПК В28в, Кл.80а, 25/50. /А.В. Давыдов (СССР). -№1060639/22-3; Заявлено 14.03.66; Опубл. 12.05.70, Бюл. №17, -2с., ил. 2.Вальцовый брикетный пресс: А.с. №232067, МПК В28в, Кл.80а, 25/50. /Д.М. Фурман (СССР). -№1056462/223; Заявлено 21.02.66; Опубл. 28.11.68, Бюл. №36, -2с., ил. (прототип).
ДивитисяДодаткова інформація
Назва патенту англійськоюPress for formation of briquettes
Автори англійськоюBolshakov Volodymyr Ivanovych, Yesikov Oleh Heorhiiovych, Olifer Volodymyr Petrovych, Shalennyi Vasyl Tymofiiovych
Назва патенту російськоюПресс для формирования брикетов
Автори російськоюБольшаков Владимир Иванович, Есиков Олег Георгиевич, Олифер Владимир Петрович, Шаленный Василий Тимофеевич
МПК / Мітки
МПК: B28B 3/00
Мітки: формування, брикетів, прес
Код посилання
<a href="https://ua.patents.su/2-7510-pres-dlya-formuvannya-briketiv.html" target="_blank" rel="follow" title="База патентів України">Прес для формування брикетів</a>
Шнековий прес для пресування брикетів

Номер патенту: 4931
Опубліковано: 15.02.2005
Автори: Суржанський Станіслав Костянтинович, Губенко Володимир Тимофійович, Швець Віталій Володимирович, Швець Олександр Володимирович
МПК: B27N 3/08, B30B 11/22
Мітки: пресування, брикетів, прес, шнековий
Формула / Реферат:
1. Шнековий прес для пресування брикетів, що містить розміщений на рамі завантажувальний пристрій з бічними стінками, до якого приєднаний корпус, всередині якого розміщені камери пресування та розвантаження, розміщений уздовж осі камери пресування привідний шнековий пристрій, виконаний у вигляді послідовно встановлених транспортуючого та конічного пресувального шнеків, причому останній складається з ущільнюючої та формуючої частин, який...
Спосіб шнекового пресування брикетів та шнековий прес для його здійснення
Номер патенту: 46839
Опубліковано: 17.06.2002
Автори: Свір Юрій Петрович, Чернишев Анатолій Вікторович, Аліев Натікбек Аліевич, Мокичев Андрій Іполитович
МПК: B27N 3/08, B30B 11/22
Мітки: здійснення, шнекового, спосіб, прес, пресування, брикетів, шнековий
Формула / Реферат:
1. Спосіб шнекового пресування брикетів, що включає змішування компонентів матеріалу і завантаження його в шнекову зону, захоплення матеріалу витками шнека в його міжвитковий простір із наступним переміщенням по довжині шнека, стиск матеріалу в камері пресування конічним шнеком за рахунок зменшення обсягу міжвиткового простору, регулювання щільності брикету, що пресується, і розвантаження брикету, який відрізняється тим, що регулювання...
Прес для формування тюків
Номер патенту: 65089
Опубліковано: 15.03.2004
Автори: Середа Леонід Павлович, Фурса Андрій Полікарпович, Гарькавий Анатолій Дмитрович
МПК: A01F 15/00
Мітки: прес, формування, тюків
Формула / Реферат:
1. Прес для формування тюків (паків) із сіносоломистої маси, який містить пресувальну камеру з розміщеним в ній поршнем з одним щонайменше отвором в торцевій частині, на якому встановлено формувач каналу з механізмом приводу поршня, який відрізняється тим, що торцева частина поршня підпружинена, формувач каналу виконаний у вигляді кінематичної пари другого порядку, містить нерухому частину, яку закріплено на поршні, і рухому частину з гаковим...
Шнековий прес для формування порожнистих виробів
Номер патенту: 33209
Опубліковано: 15.02.2001
Автори: Сезонов Максим Вікторович, Мікульонок Ігор Олегович
МПК: B27N 3/08
Мітки: прес, шнековий, виробів, формування, порожнистих
Текст:
...шнека має щонайменше один радіальний отвір і споряджений циліндричним наконечником, який відповідає формі порожнини виробу й розташований у кінці формуючої втулки. Виконання шнека з вказаними відмінними ознаками забезпечує своєчасне відведення вологи, яка виділяється з деревини (у вигляді крапель чи пари), крізь радіальний, а далі осьовий отвори шнека за межі преса. При цьому виключається вихід вологи за межі формуючої втулки в...
Спосіб виробництва кормових брикетів
Номер патенту: 33130
Опубліковано: 15.02.2001
Автори: Кисельов Олексій Васильович, Бакарджиєв Роман Олександрович
МПК: A01F 15/00
Мітки: спосіб, виробництва, кормових, брикетів
Текст:
...підвищеної щільності придатні для споживання тваринам. Новим в ньому є попереднє ущільнення брикету в радіальному напрямі зі створенням в ньому додаткової поверхні у вигляді осьового отвору, це дає змогу одержати брикети підвищеної щільності, що сприяс низьким втратам поживних речовин і робить їх придатними для згодовування тваринам, зниживши зусилля при їх споживанні. Поставлена задача досягається тим, що спосіб виробництва кормових...
Попередній патент: Спосіб терапії хворих на алергічні дерматози з ускладненим алергологічним анамнезом
Наступний патент: Спосіб брикетування феросплавів
Випадковий патент: Спосіб генетичної діагностики хвороби паркінсона