Шнековий прес для пресування брикетів
Номер патенту: 4931
Опубліковано: 15.02.2005
Автори: Швець Віталій Володимирович, Суржанський Станіслав Костянтинович, Губенко Володимир Тимофійович, Швець Олександр Володимирович

Формула / Реферат
1. Шнековий прес для пресування брикетів, що містить розміщений на рамі завантажувальний пристрій з бічними стінками, до якого приєднаний корпус, всередині якого розміщені камери пресування та розвантаження, розміщений уздовж осі камери пресування привідний шнековий пристрій, виконаний у вигляді послідовно встановлених транспортуючого та конічного пресувального шнеків, причому останній складається з ущільнюючої та формуючої частин, який відрізняється тим, що на корпусі встановлений нагрівач, по твірній конічної поверхні камери пресування розташовані пази, глибина яких зменшується у бік камери розвантажування, формуюча частина конічного шнека являє собою стержень, виконаний конічним та малим діаметром оберненим у бік камери розвантаження, а шнековий пристрій з сторони приводу з'єднаний з різьбовою шпилькою і розміщений в камері пресування з можливістю осьового переміщення.
2. Шнековий прес за п. 1, який відрізняється тим, що між бічними стінками завантажувального пристрою перпендикулярно осі транспортуючого шнека встановлено привідний вал, на якому розташовані з зазором між внутрішніми кінцями витків відносно один одного два шнеки з зустрічним напрямленням витків, причому зазор дорівнює 1,05-1,15 діаметра транспортуючого шнека.
3. Шнековий прес за п. 1, який відрізняється тим, що нагрівач разом з корпусом підтримується кронштейном, встановленим на рамі за допомогою шарніра з можливістю радіального переміщення відносно осі шарніра у горизонтальній площині та виконаним у вигляді горизонтальної телескопічної штанги, на кінці якої з можливістю вертикального переміщення встановлена площадка, що контактує у верхньому положенні з нагрівачем корпусу.
4. Шнековий прес за п. 1, який відрізняється тим, що ущільнююча частина конічного шнека має виступ, яким встановлена у паз, виконаний на торці транспортуючого шнека та орієнтована таким чином, що закінчення витка транспортуючого шнека є продовженням витка ущільнюючої частини конічного шнека.
5. Шнековий прес за п. 1, який відрізняється тим, що стержень різьбовим кінцем вільно розташований у центральному отворі конічного шнека та закріплений у різьбовому отворі транспортуючого шнека так, що його опорна торцева поверхня контактує з торцем конічного шнека.
Текст
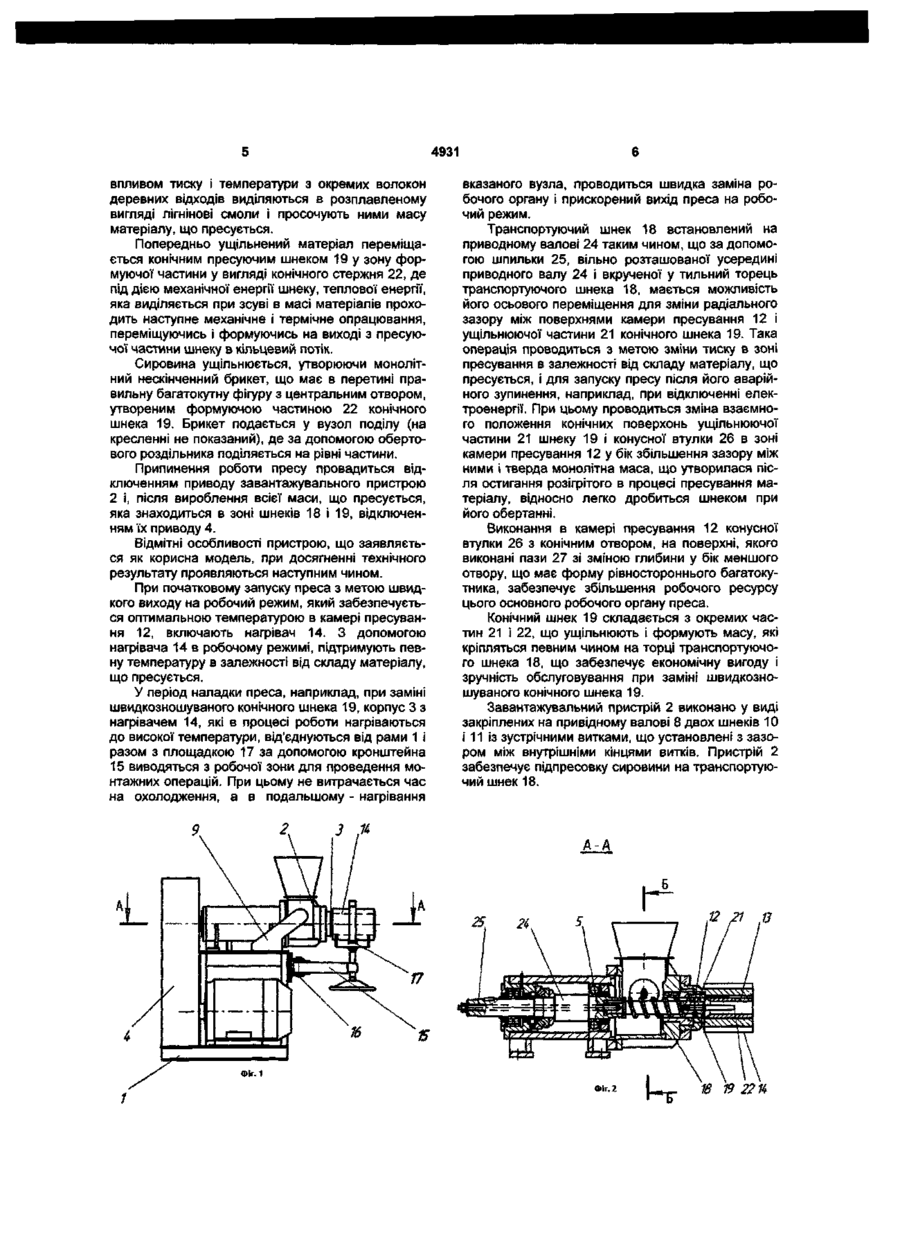
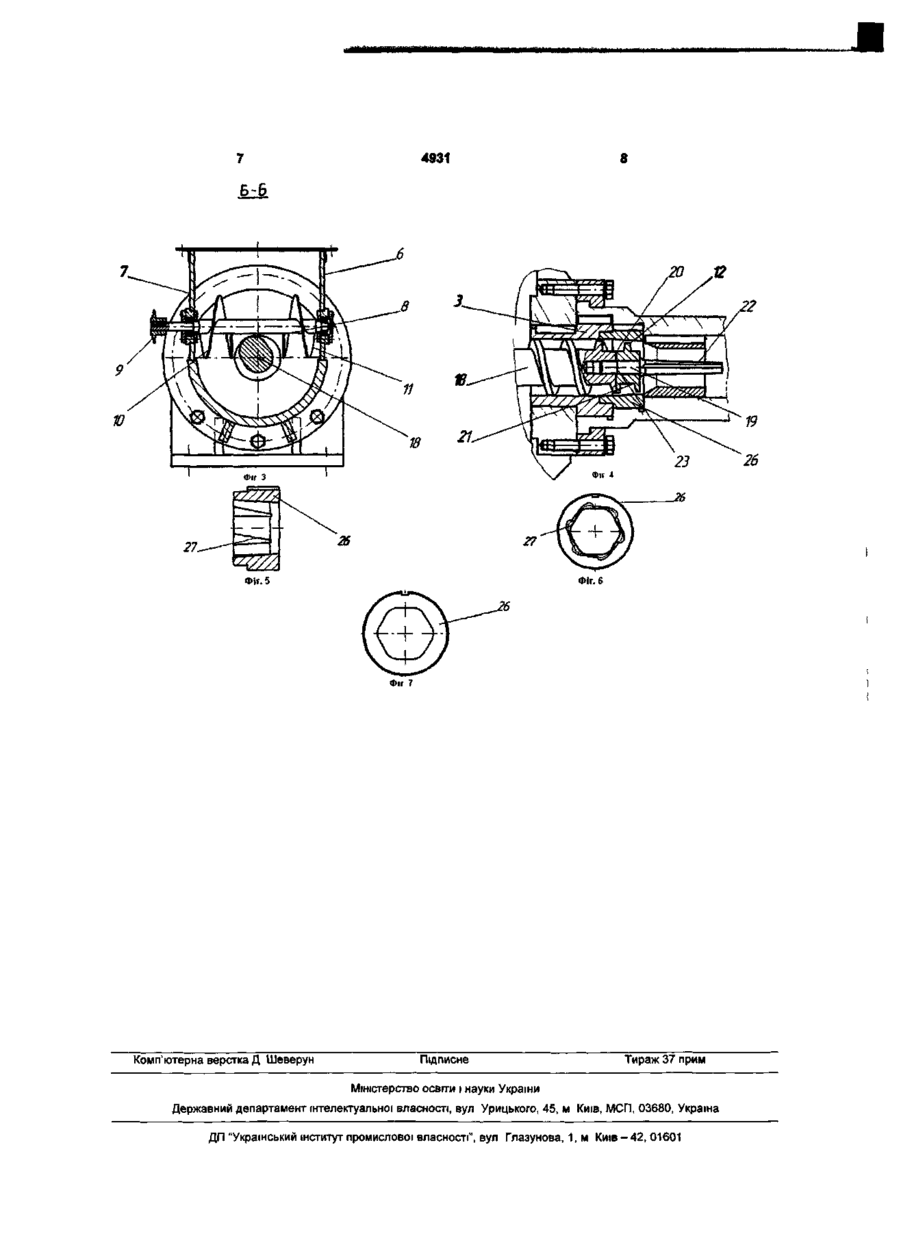
1 Шнековий прес для пресування брикетів, що містить розміщений на рамі завантажувальний пристрій з бічними стінками, до якого приєднаний корпус, всередині якого розміщені камери пресування та розвантаження, розміщений уздовж осі камери пресування привідний шнековий пристрій, виконаний у вигляді послідовно встановлених транспортуючого та конічного пресувального шнеків, причому останній складається з ущільнюючої та формуючої частин, який відрізняється тим, що на корпусі встановлений нагрівач, по твірній конічної поверхні камери пресування розташовані пази, глибина яких зменшується у бік камери розвантажування, формуюча частина конічного шнека являє собою стержень, виконаний конічним та малим діаметром оберненим у бік камери розвантаження, а шнековий пристрій з сторони приводу з'єднаний з різьбовою шпилькою і розміщений в камері пресування з можливістю осьового переміщення Корисна модель стосується до шнекового пресування і конструкції шнекових пресів для ущільнення і брикетування різноманітних сипучих і волокнистих матеріалів, зокрема, для брикетування деревинно-стружкових ВІДХОДІВ, паливних брикетів з різноманітних матеріалів і може знайти застосування в різноманітних галузях промисловості, що переробляють дисперсні матеріали під впливом тиску Відома конструкція шнекового пресу для брикетування (патент UA №46839С2 на винахід "Спосіб шнекового пресування брикетів та шнековий прес для його здійснення", В30В11/24, бюл 2 Шнековий прес за п 1, який відрізняється тим, що між бічними стінками завантажувального пристрою перпендикулярно осі транспортуючого шнека встановлено привідний вал, на якому розташовані з зазором між внутрішніми кінцями витків відносно один одного два шнеки з зустрічним напрямленням витків, причому зазор дорівнює 1,051,15 діаметра транспортуючого шнека 3 Шнековий прес за п 1, який відрізняється тим, що нагрівач разом з корпусом підтримується кронштейном, встановленим на рамі за допомогою шарніра з можливістю радіального переміщення відносно осі шарніра у горизонтальній площині та виконаним у вигляді горизонтальної телескопічної штанги, на КІНЦІ якої з можливістю вертикального переміщення встановлена площадка, що контактує у верхньому положенні з нагрівачем корпусу 4 Шнековий прес за п 1, який відрізняється тим, що ущільнююча частина конічного шнека має виступ, яким встановлена у паз, виконаний на торці транспортуючого шнека та орієнтована таким чином, що закінчення витка транспортуючого шнека є продовженням витка ущільнюючої частини конічного шнека 5 Шнековий прес за п 1, який відрізняється тим, що стержень різьбовим кінцем вільно розташований у центральному отворі конічного шнека та закріплений у різьбовому отворі транспортуючого шнека так, що його опорна торцева поверхня контактує з торцем конічного шнека №6/2002), що містить розміщений на рамі завантажувальний пристрій з бічними стінками, до якого з можливістю переміщення уздовж подовжньої осі і регулювання радіального зазору між поверхнею конічної камери і витками конічного пресувального шнека приєднаний корпус, в середині якого розміщені камери пресування та розвантаження, розміщений уздовж осі камери пресування привідний шнековий пристрій, виконаний у вигляді послідовно встановлених транспортуючого та конічного пресувального шнеків, причому останній складається з ущільнюючої та формуючої частин Складність механізму переміщення корпусу і відсутність СО о 4931 підігріву зони пресування ускладнює процес обслуговування преса. В основу корисної моделі поставлено задачу в шнековому пресі для пресування брикетів шляхом нових вирішень вузла пресування забезпечити технічний результат у вигляді спрощення конструкції механізму регулювання робочого зазору і отримання оптимального робочого режиму в камері пресування, в результаті отримати споживчі властивості пристрою, пов'язані з технічним результатом, у вигляді збільшення зручностей при заміні конічного шнека і регулюванні радіального зазору між поверхнею конічної камери і витками конічного пресувального шнека, а також прискорення виходу на робочий режим преса і збільшення робочого ресурсу його робочих органів. Поставлена задача досягається тим, що в конструкції шнекового преса для пресування брикетів, що включає розміщений на рамі завантажувальний пристрій з бічними стінками, до якого приєднаний корпус, в середині якого розміщені камери пресування та розвантаження, розміщений уздовж осі камери пресування привідний шнековий пристрій, виконаний у вигляді послідовно встановлених транспортуючого та конічного пресувального шнеків, причому останній складається з ущільнюючої та формуючої частин, на корпусі встановлений нагрівач, по утворюючій конічної поверхні камери пресування розташовані пази, глибина яких зменшується у бік камери розвантажування, формуюча частина конічного шнеку представляє собою стержень, виконаний конічним та малим діаметром оберненим у бік камери розвантаження, а шнековий пристрій з сторони приводу з'єднаний з різьбовою шпилькою і розміщений в камері пресування з можливістю осьового переміщення. Крім того, між бічними стінками завантажувального пристрою перпендикулярно осі транспортуючого шнека встановлено привідний вал, на якому розташовані з зазором між внутрішніми кінцями витків відносно один до одного два шнеки з зустрічним напрямленням витків, причому зазор рівний 1,05-1,15 діаметра транспортуючого шнека. В свою чергу, нагрівач разом з корпусом підтримується кронштейном, встановленим на рамі за допомогою шарніру з можливістю радіального переміщення відносно осі шарніру у горизонтальній площині, та виконаним у вигляді горизонтальної телескопічної штанги, на кінці якої з можливістю вертикального переміщення встановлена площадка, що контактує у верхньому положенні з нагрівачем корпусу. Причому, ущільнююча частина конічного шнеку має виступ, яким встановлена у паз, виконаний з торця транспортуючого шнеку та орієнтована таким чином, що закінчення витку транспортуючого шнеку є продовження витку ущільнюючої частини конічного шнеку. А стержень формуючої частина конічного шнеку різьбовим кінцем вільно розташований у центральному отворі конічного шнеку та закріплений у різьбовому отворі транспортуючого шнеку так, що його опорна торцева поверхня контактує з торцем конічного шнеку. Вище перераховані нові ознаки (нагрівач, пази на поверхні камери пресування, стержень конічного шнека, два шнеки завантажувального пристрою, кронштейн нагрівача) при взаємодії з відомими ознаками (завантажувальний пристрій, корпус, камери пресування та розвантаження, транспортуючий та конічний пресувальний шнеки, ущільнююча та формуюча частини пресувального шнека) забезпечують виявлення нових технічних властивостей корисної моделі і одержання технічного результату - спрощення конструкції механізму регулювання робочого зазору і отримання оптимального робочого режиму в камері пресування. На Фіг.1 зображений шнековий прес для брикетування, загальний вид; на Фіг.2 - розріз А-А на Фіг.1; на Фіг.З - розріз Б-Б на Фіг.2; на Фіг.4 - місцевий вид камери пресування на Фіг.2; Фіг.5 - розріз конусної втулки поз. 26 на Фіг.4; Фіг.6 - вид В на Фіг.5; Фіг.7 - вид Г на Фіг.5. Шнековий прес містить розміщені на рамі 1 завантажувальний пристрій 2, корпус 3, привід 4 шнекового пристрою 5. Завантажувальний пристрій 2 містить бічні стінки 6 і 7, в яких встановлений привідний вал 8, що з'єднаний з приводом 9. На валу 8 встановлені шнеки 10 і 11. В корпусі 3 розміщені камери пресування 12 та розвантаження 13. На корпусі 3 встановлений нагрівач 14, який разом з корпусом підтримується кронштейном 15, встановленим на рамі 1 за допомогою шарніру 16. На кронштейні 15 встановлена площадка 17. Шнековий пристрій 5 складається з транспортуючого 18 та конічного пресувального 19 шнеків, що фіксуються один відносно другого торцевим виступом 20. Шнек 19 складається з ущільнюючої частини 21 та формуючої у вигляді конічного стержня 22 з різьбовим кінцем 23. Шнек 18 установлений на приводному валові 24 і з'єднаний з різьбовою шпилькою 25. Камера пресування 12 утворена внутрішньою поверхнею конусної втулки 26, по утворюючій конічній поверхні якої розташовані пази 27, глибина яких зменшується у бік камери розвантажування 13. Працює шнековий прес для пресування брикетів таким способом. У завантажувальний пристрій 2 безупинно подається сировина (лушпайка соняшника, гречки, тирса і т.п.) з максимальною вологістю 12%. Пристрій 2 за допомогою зустрічних шнеків 10 і 11 ущільнює і рівномірно подає сировину на транспортуючий шнек 18, витки якого переміщають сировину в камеру пресування 12. За рахунок зменшення обсягу міжвиткового простору в камері пресування 12 і наявності пазів 27 конусної втулки 26, сировина пресується в камері 12 і переміщається убік камери розвантаження 13. У зоні роботи ущільнюючої частини 21 матеріал, що пресується, переміщається витками конічного пресуючого шнека 19, ущільнюється, витискуючи повітря, проходить попереднє механічне і термічне опрацювання за рахунок зсуву і перемішування прошарків матеріалу в міжвитковій зоні шнеку і виділення тепла в масі матеріалу. Під 4931 впливом тиску і температури з окремих волокон деревних відходів виділяються в розплавленому вигляді лігнінові смоли і просочують ними масу матеріалу, що пресується. Попередньо ущільнений матеріал переміщається конічним пресуючим шнеком 19 у зону формуючої частини у вигляді конічного стержня 22, де під дією механічної енергії шнеку, теплової енергії, яка виділяється при зсуві в масі матеріалів проходить наступне механічне і термічне опрацювання, переміщуючись і формуючись на виході з пресуючої частини шнеку в кільцевий потік. Сировина ущільнюється, утворюючи монолітний нескінченний брикет, що має в перетині правильну багатокутну фігуру з центральним отвором, утвореним формуючою частиною 22 конічного шнека 19. Брикет подається у вузол поділу (на кресленні не показаний), де за допомогою обертового роздільника поділяється на рівні частини. Припинення роботи пресу провадиться відключенням приводу завантажувального пристрою 2 і, після вироблення всієї маси, що пресується, яка знаходиться в зоні шнеків 18 і 19, відключенням їх приводу 4. Відмітні особливості пристрою, що заявляється як корисна модель, при досягненні технічного результату проявляються наступним чином. При початковому запуску преса з метою швидкого виходу на робочий режим, який забезпечується оптимальною температурою в камері пресування 12, включають нагрівач 14. З допомогою нагрівача 14 в робочому режимі, підтримують певну температуру в залежності від складу матеріалу, що пресується. У період наладки преса, наприклад, при заміні швидкозношуваного конічного шнека 19, корпус 3 з нагрівачем 14, які в процесі роботи нагріваються до високої температури, від'єднуються від рами 1 і разом з площадкою 17 за допомогою кронштейна 15 виводяться з робочої зони для проведення монтажних операцій. При цьому не витрачається час на охолодження, а в подальшому - нагрівання вказаного вузла, проводиться швидка заміна робочого органу і прискорений вихід преса на робочий режим. Транспортуючий шнек 18 встановлений на приводному валові 24 таким чином, що за допомогою шпильки 25, вільно розташованої усередині приводного валу 24 і вкрученої у тильний торець транспортуючого шнека 18, мається можливість його осьового переміщення для зміни радіального зазору між поверхнями камери пресування 12 і ущільнюючої частини 21 конічного шнека 19. Така операція проводиться з метою зміни тиску в зоні пресування в залежності від складу матеріалу, що пресується, і для запуску пресу після його аварійного зупинення, наприклад, при відключенні електроенергії. При цьому проводиться зміна взаємного положення конічних поверхонь ущільнюючої частини 21 шнеку 19 і конусної втулки 26 в зоні камери пресування 12 у бік збільшення зазору між ними і тверда монолітна маса, що утворилася після остигання розігрітого в процесі пресування матеріалу, відносно легко дробиться шнеком при його обертанні. Виконання в камері пресування 12 конусної втулки 26 з конічним отвором, на поверхні, якого виконані пази 27 зі зміною глибини у бік меншого отвору, що має форму рівностороннього багатокутника, забезпечує збільшення робочого ресурсу цього основного робочого органу преса. Конічний шнек 19 складається з окремих частин 21 і 22, що ущільнюють і формують масу, які кріпляться певним чином на торці транспортуючого шнека 18, що забезпечує економічну вигоду і зручність обслуговування при заміні швидкозношуваного конічного шнека 19. Завантажувальний пристрій 2 виконано у виді закріплених на привідному валові 8 двох шнеків 10 і 11 із зустрічними витками, що установлені з зазором між внутрішніми кінцями витків. Пристрій 2 забезпечує підпресовку сировини на транспортуючий шнек 18. А-А 25. Фіг. 1 Фіг. 2 19 22% 4931 Б~6 20 J2 В 21. 26 27. 27 Фіг. 5 Фіг. 6 Фіг 7 Комп'ютерна верстка Д Шеверун Підписне Тираж 37 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюScrew press for briquette pressing
Автори англійськоюSurzhanskyi Stanislav Kostiantynovych
Назва патенту російськоюШнековый пресс для прессования брикетов
Автори російськоюСуржанский Станислав Константинович
МПК / Мітки
МПК: B30B 11/22, B27N 3/08
Мітки: шнековий, брикетів, пресування, прес
Код посилання
<a href="https://ua.patents.su/4-4931-shnekovijj-pres-dlya-presuvannya-briketiv.html" target="_blank" rel="follow" title="База патентів України">Шнековий прес для пресування брикетів</a>
Спосіб шнекового пресування брикетів та шнековий прес для його здійснення
Номер патенту: 46839
Опубліковано: 17.06.2002
Автори: Аліев Натікбек Аліевич, Чернишев Анатолій Вікторович, Свір Юрій Петрович, Мокичев Андрій Іполитович
МПК: B27N 3/08, B30B 11/22
Мітки: прес, шнекового, шнековий, пресування, брикетів, спосіб, здійснення
Формула / Реферат:
1. Спосіб шнекового пресування брикетів, що включає змішування компонентів матеріалу і завантаження його в шнекову зону, захоплення матеріалу витками шнека в його міжвитковий простір із наступним переміщенням по довжині шнека, стиск матеріалу в камері пресування конічним шнеком за рахунок зменшення обсягу міжвиткового простору, регулювання щільності брикету, що пресується, і розвантаження брикету, який відрізняється тим, що регулювання...
Шнековий прес для видалення соку
Номер патенту: 71530
Опубліковано: 15.11.2004
Автори: Швець Степан Володимирович, Шинкарик Марія Миколаївна
МПК: B30B 9/12
Мітки: шнековий, соку, прес, видалення
Формула / Реферат:
Шнековий прес для видалення соку, що складається з основи, приводу, збірників відділеного соку, бункера для приймання мезги, запірного конуса із приводом, перфорованого барабана з бандажними кільцями жорсткості, всередині якого, по осі, на валах розміщені транспортуючий і пресуючий шнеки, який відрізняється тим, що між кінцями спіралей транспортуючого і пресуючого шнеків співвісно з валами шнеків встановлена конічна пружина.
Шнековий прес
Номер патенту: 40990
Опубліковано: 15.09.2003
Автори: Серілко Леонід Степанович, Кожушко Леонід Федорович, Прохор Віталій Миколайович
Формула / Реферат:
Шнековий прес, що складається з корпуса, завантажувальних бункерів, двох концентричних гвинтів та формуючої головки, який відрізняється тим, що зовнішній та внутрішній гвинти виконані у вигляді ступінчастого шнека, причому початкові витки гвинта більшого діаметра виконані у вигляді спіралі, між якою і гвинтом меншого діаметра розташована нерухома втулка.
Шнековий прес для формування порожнистих виробів
Номер патенту: 33209
Опубліковано: 15.02.2001
Автори: Сезонов Максим Вікторович, Мікульонок Ігор Олегович
МПК: B27N 3/08
Мітки: формування, виробів, прес, порожнистих, шнековий
Текст:
...шнека має щонайменше один радіальний отвір і споряджений циліндричним наконечником, який відповідає формі порожнини виробу й розташований у кінці формуючої втулки. Виконання шнека з вказаними відмінними ознаками забезпечує своєчасне відведення вологи, яка виділяється з деревини (у вигляді крапель чи пари), крізь радіальний, а далі осьовий отвори шнека за межі преса. При цьому виключається вихід вологи за межі формуючої втулки в...
Прес напівсухого пресування
Номер патенту: 67803
Опубліковано: 15.07.2004
Автори: Болотських Микола Степанович, Крот Олександр Юлійович, Федоров Георгій Дмитрович, Савченко Олександр Григорович, Саєнко Леонід Володимирович
Мітки: напівсухого, прес, пресування
Формула / Реферат:
Прес напівсухого пресування, що містить поворотний стіл з прес-формами і штампами, опори яких на позиції пресування контактують з пластинами пресового поршня, і дугову рейку для переміщення штампів після позиції виштовхування, який відрізняється тим, що він оснащений обігрівачем пластин пресового поршня, а поблизу дугової рейки розміщено очищувач нижніх опор штампів.
Попередній патент: Зубна щітка
Наступний патент: Замок вузла податливості металевого рамного податливого кріплення із шахтних спецпрофілів “м4″
Випадковий патент: Спосіб визначення стереометричних характеристик ультраструктур клітин