Спосіб шнекового пресування брикетів та шнековий прес для його здійснення
Номер патенту: 46839
Опубліковано: 17.06.2002
Автори: Чернишев Анатолій Вікторович, Аліев Натікбек Аліевич, Свір Юрій Петрович, Мокичев Андрій Іполитович
Формула / Реферат
1. Спосіб шнекового пресування брикетів, що включає змішування компонентів матеріалу і завантаження його в шнекову зону, захоплення матеріалу витками шнека в його міжвитковий простір із наступним переміщенням по довжині шнека, стиск матеріалу в камері пресування конічним шнеком за рахунок зменшення обсягу міжвиткового простору, регулювання щільності брикету, що пресується, і розвантаження брикету, який відрізняється тим, що регулювання щільності брикету, що пресується, здійснюють зміною обсягу міжвиткового простору шляхом взаємного осьового переміщення конічних поверхонь камери пресування і шнека.
2. Шнековий прес для пресування брикетів, що містить розміщений на станині завантажувальний пристрій із бічними стінками і дном, установлену конічну камеру пресування ступеневої форми, що звернена ступенем із меншим кутом конусності до випускного каналу камери розвантаження, розміщений уздовж осі згаданої камери пресування привідний шнековий пристрій, виконаний у вигляді послідовно встановлених транспортувального і конічного пресувального шнеків, причому зазначений конічний пресувальний шнек повністю розміщений усередині згаданої конічної камери пресування, пристрій регулювання кількості матеріалу, що подається, який відрізняється тим, що камера пресування і камера розвантаження розміщені зовнішніми поверхнями в циліндричному отворі корпусу, встановленого з можливістю регульованого переміщення уздовж подовжньої осі, виготовлені у вигляді набору знімних профільних секцій, внутрішні поверхні яких разом утворюють необхідний профіль згаданих камер, а по зовнішніх поверхнях у кутах суміжних секцій утворені повздовжні канали для відводу газопароповітряної суміші, що надходить з брикету, що пресується, через зазори між бічними поверхнями суміжних секцій.
3. Шнековий прес по п. 2, який відрізняється тим, що пристрій регульованого переміщення корпусу уздовж подовжньої осі виконано у вигляді гвинтового механізму з черв'ячним приводом, при цьому на зовнішній поверхні корпусу і внутрішній поверхні черв’ячного колеса нарізані відповідні різьби.
4. Шнековий прес по п. 2, який відрізняється тим, що знімні секції камер пресування і розвантаження закріплені до внутрішньої циліндричної поверхні корпусу, для чого в зазначеному корпусі подовжньо його осі виконані отвори для розміщення і вільного переміщення в них циліндричних шпонок із лисками, нерухомо зафіксованими на зовнішніх поверхнях зазначених секцій.
5. Шнековий прес по п. 2 або 4, який відрізняється тим, що корпус виконаний циліндричним і складеним, принаймні з двох частин, із розніманням, що проходить посередині секцій, які зорієнтовані і зцентровані між собою за допомогою згаданих циліндричних шпонок, і скріплені між собою через траверси різьбовими втулками, одночасно виконуючими функцію напрямних при подовжньому переміщенні корпусу.
6. Шнековий прес по п. 2, який відрізняється тим, що пристрій регулювання кількості подаваного матеріалу поєднано із завантажувальним пристроєм і виконано у вигляді бункера з двома завантажувальними горловинами і двома дозаторами роторного типу з зустрічним синхронним обертанням лопатей, причому між лопатями ротора дозатора встановлені змінні пластини для регулювання обсягу матеріалу, що завантажується, і розташованого під дозаторами двовального лопатевого змішувача.
Текст
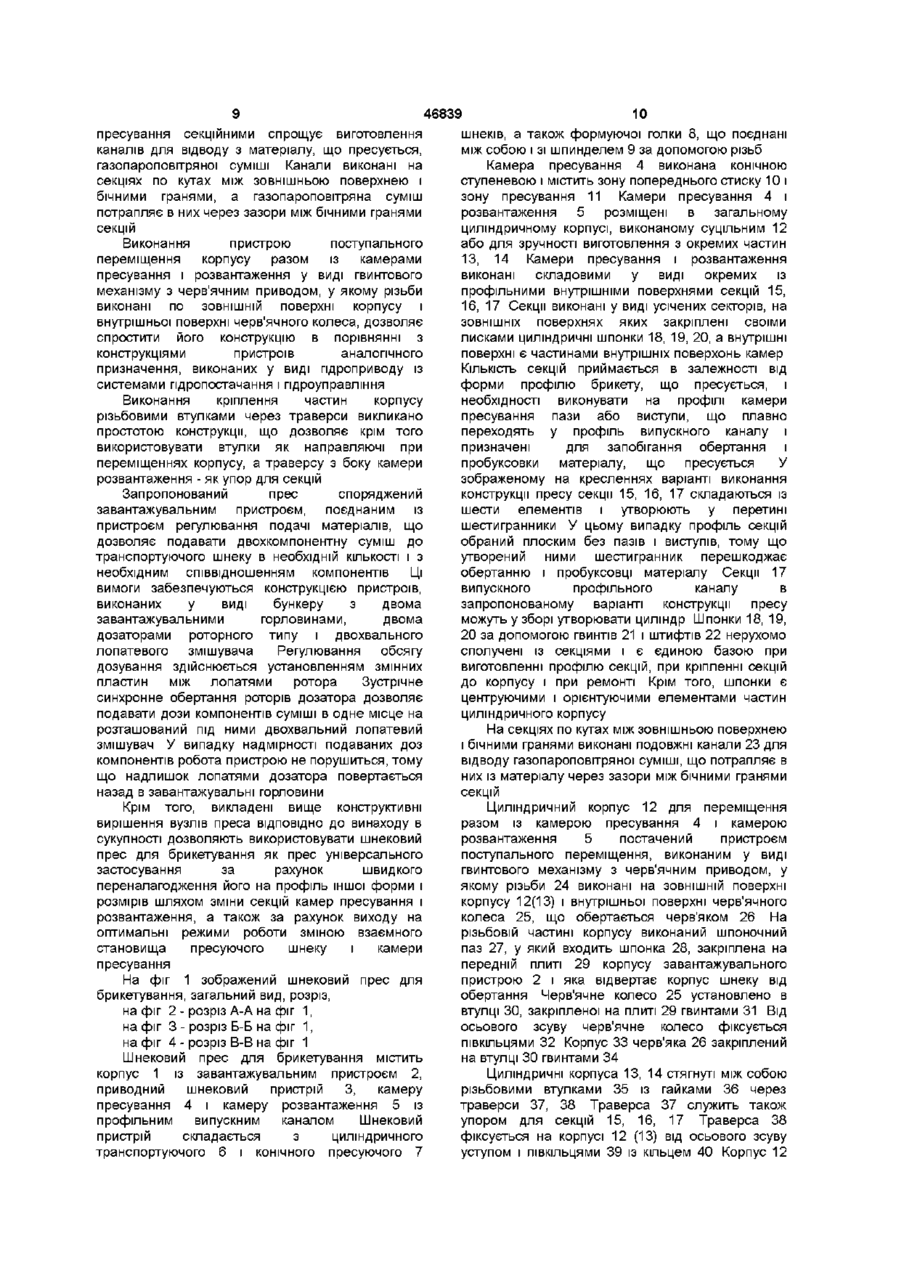
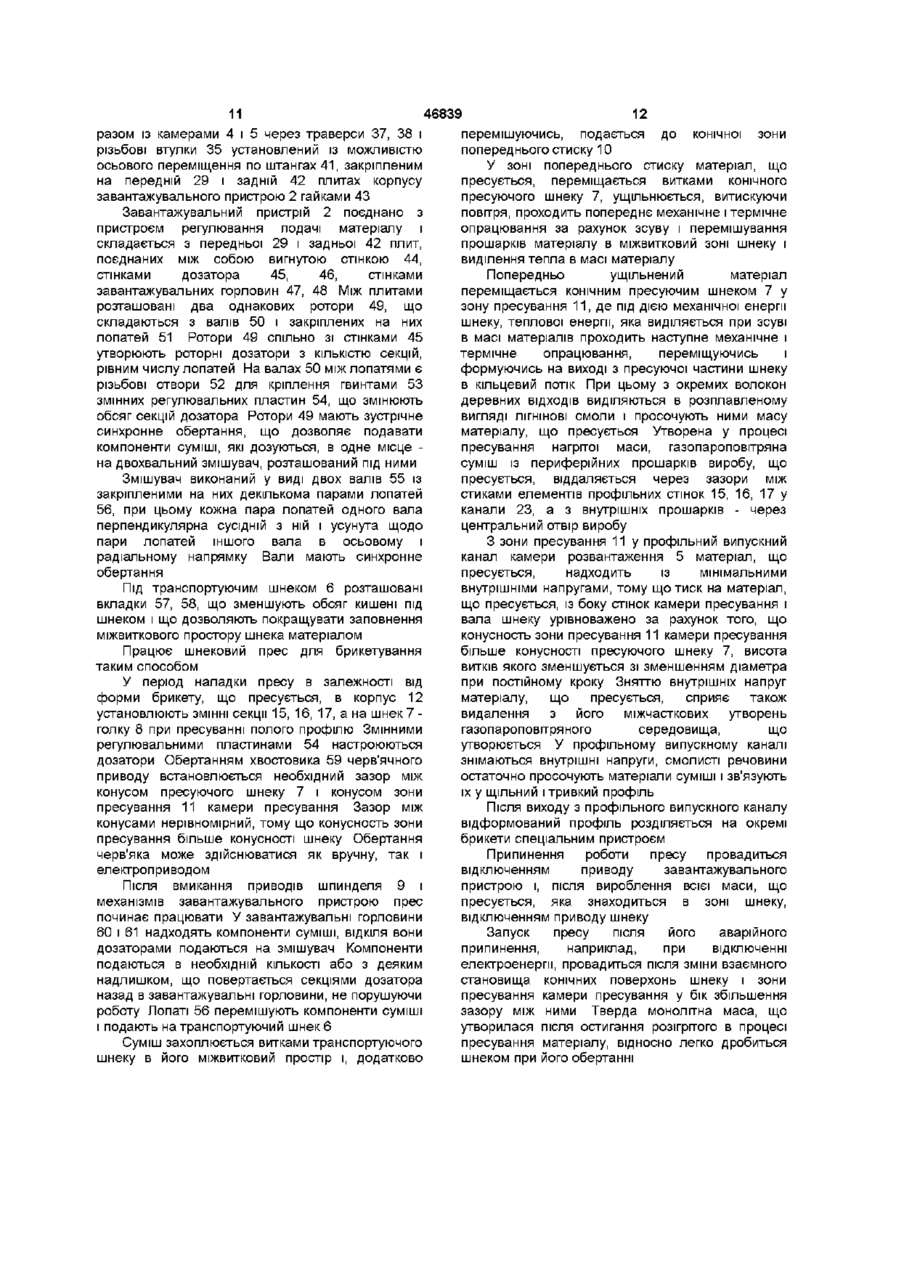
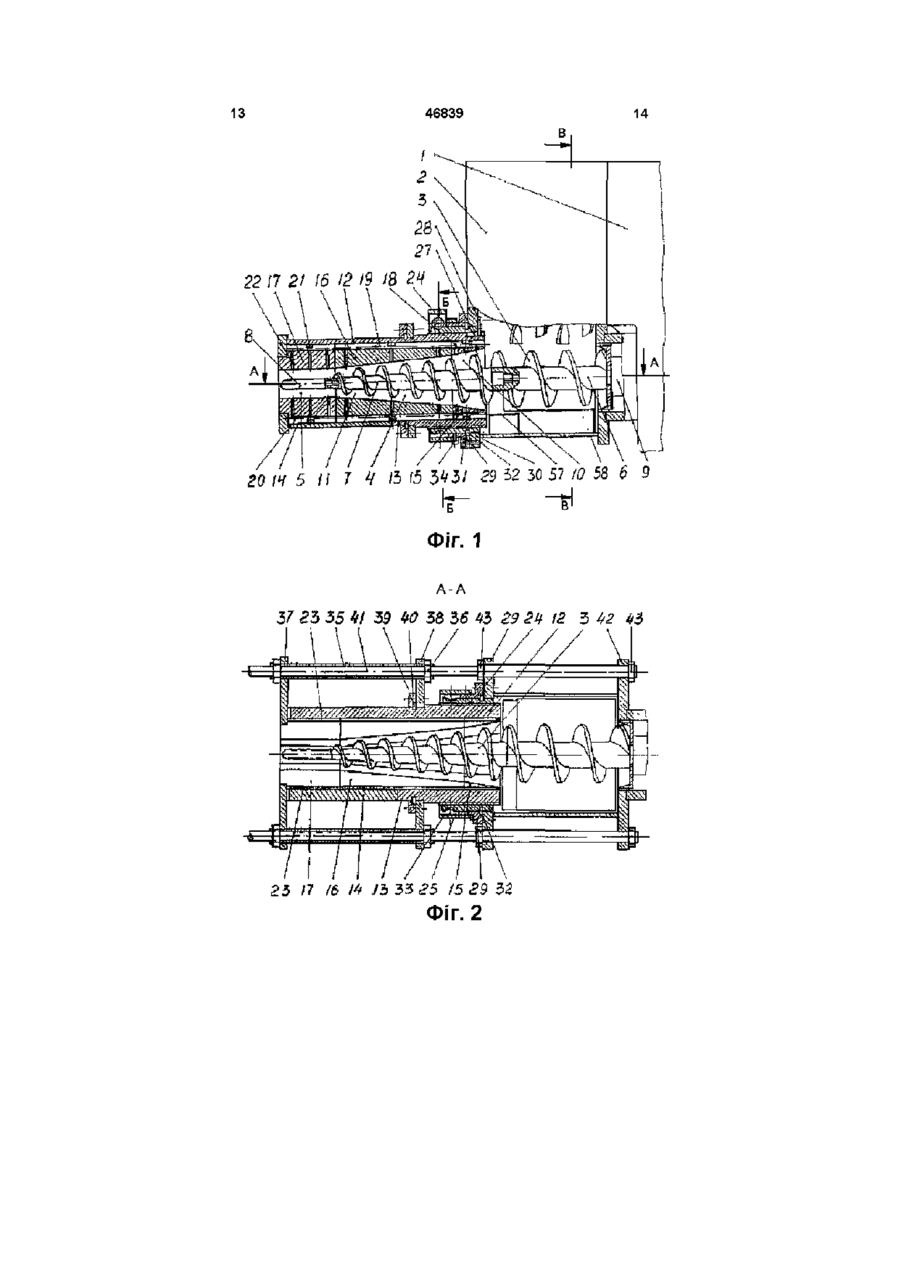
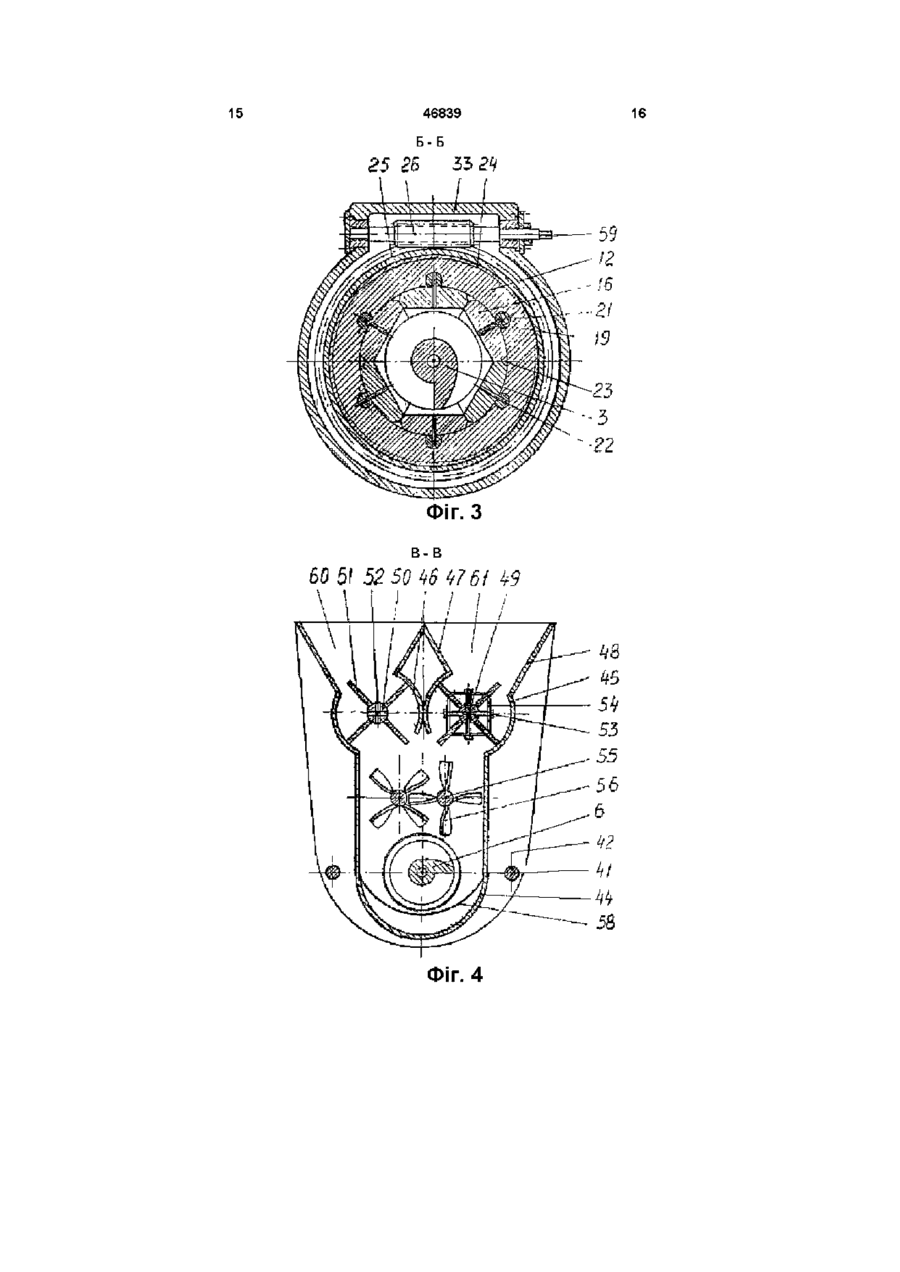
1 Спосіб шнекового пресування брикетів, що включає змішування компонентів матеріалу і завантаження його в шнекову зону, захоплення матеріалу витками шнека в його міжвитковий простір із наступним переміщенням по довжині шнека, стиск матеріалу в камері пресування конічним шнеком за рахунок зменшення обсягу міжвиткового простору, регулювання ЩІЛЬНОСТІ брикету, що пресується, і розвантаження брикету, який відрізняється тим, що регулювання ЩІЛЬНОСТІ брикету, що пресується, здійснюють зміною обсягу міжвиткового простору шляхом взаємного осьового переміщення конічних поверхонь камери пресування і шнека 2 Шнековий прес для пресування брикетів, що містить розміщений на станині завантажувальний пристрій із бічними стінками і дном, установлену конічну камеру пресування ступеневої форми, що звернена ступенем із меншим кутом конусності до випускного каналу камери розвантаження, розміщений уздовж осі згаданої камери пресування привідний шнековий пристрій, виконаний у вигляді послідовно встановлених транспортувального і конічного пресувального шнеків, причому зазначений конічний пресувальний шнек повністю розміщений усередині згаданої конічної камери пресування, пристрій регулювання КІЛЬКОСТІ матеріалу, що подається, який відрізняється тим, що камера пресування і камера розвантаження розміщені ЗОВНІШНІМИ поверхнями в циліндричному отворі корпусу, встановленого з можливістю регульованого переміщення уздовж подовжньої осі, виготовлені у вигляді набору знімних профільних секцій, внутрішні поверхні яких разом утворюють необхідний профіль згаданих камер, а по ЗОВНІШНІХ поверхнях у кутах суміжних секцій утворені повздовжні канали для відводу газопароповітряної суміші, що надходить з брикету, що пресується, через зазори між бічними поверхнями суміжних секцій 3 Шнековий прес по п 2, який відрізняється тим, що пристрій регульованого переміщення корпусу уздовж подовжньої осі виконано у вигляді гвинтового механізму з черв'ячним приводом, при цьому на ЗОВНІШНІЙ поверхні корпусу і внутрішній поверхні черв'ячного колеса нарізані ВІДПОВІДНІ різьби 4 Шнековий прес по п 2, який відрізняється тим, що ЗНІМНІ секції камер пресування і розвантаження закріплені до внутрішньої циліндричної поверхні корпусу, для чого в зазначеному корпусі подовжньо його осі виконані отвори для розміщення і вільного переміщення в них циліндричних шпонок із лисками, нерухомо зафіксованими на ЗОВНІШНІХ поверхнях зазначених секцій 5 Шнековий прес по п 2 або 4, який відрізняється тим, що корпус виконаний циліндричним і складеним, принаймні з двох частин, із розніманням, що проходить посередині секцій, які зорієнтовані і зцентровані між собою за допомогою згаданих циліндричних шпонок, і скріплені між собою через траверси різьбовими втулками, одночасно виконуючими функцію напрямних при подовжньому переміщенні корпусу 6 Шнековий прес по п 2, який відрізняється тим, що пристрій регулювання КІЛЬКОСТІ подаваного матеріалу поєднано із завантажувальним пристроєм і виконано у вигляді бункера з двома завантажувальними горловинами і двома дозаторами роторного типу з зустрічним синхронним обертанням лопатей, причому між лопатями ротора дозатора встановлені ЗМІННІ пластини для регулювання обсягу матеріалу, що завантажується, і розташованого під дозаторами двовального лопатевого змішувача О со 00 (О 46839 Винахід стосується до шнекового пресування і конструкції шнекових пресів для ущільнення і брикетування різноманітних сипучих і волокнистих матеріалів, зокрема, для брикетування деревинностружкових ВІДХОДІВ, паливних брикетів з різноманітних матеріалів, що містять вуглець, без сполучного і зі сполучним, пальних промислових ВІДХОДІВ для обкусковання сипучого металургійного матеріалу і т п і може знайти застосування в різноманітних галузях промисловості, що переробляють дисперсні матеріали під впливом тиску ВІДОМІ різноманітні шнекові пресові пристрої, широко застосовані для экструдовання різноманітних матеріалів у ХІМІЧНІЙ, паливноенергетичній і металургійній промисловостях, а також для переробки і подачі деревинноволокнистих ВІДХОДІВ у целюлозно-паперовій, гідролізній, ЛІСОХІМІЧНІЙ, лісопереробній промисловостях При цьому необхідно вирішувати комплексні техніко-економічні проблеми, пов'язані з якістю брикетів і продуктивністю, а також працездатністю і ДОВГОВІЧНІСТЮ указаного устаткування По першій проблемі для забезпечення високої якості брикету (тривкості і ЩІЛЬНОСТІ) у першу чергу необхідно забезпечити рівномірний тиск по всьому обсязі брикету, усунути газову і рідинну фази, зняти внутрішні напруги в брикеті По другій проблемі, враховуючи складність конфігурації проточної частини шнекового пресу, необхідність наявності виступів і западин для запобігання обертання матеріалу, а також важкі умови експлуатації, потрібні ЯКІСНІ матеріали і спеціальні методи термічної, у тому числі, термохімічної обробки і нанесення зносостійких покриттів Незважаючи на застосовані методи регулювання, в більшості конструкцій залишається складною проблема повторного запуску шнекового пресу до роботи Як правило, для кожного конкретного матеріалу, що переробляється, режим роботи шнекового пресу повинен спеціально підбиратися, і найбільш ефективно прес працює тільки на однім режимі Тому залишається актуальною проблема удосконалення шнекових брикетних пресів у напрямку ефективного й універсального застосування їх для переробки різноманітних матеріалів Так, відомий шнековий прес по а с СРСР №303210 ВЗОВ 11/00 (бюл №16 за 1971 р), призначений для одержання бездимного побутового і промислового палива без зв'язувальних речовин із кам'яного вугілля різноманітних марок Прес містить корпус, споряджений приймальним бункером і приводним шнеком, форкамеру з формувальною решіткою, підпресовуючий диск і ножовий пристрій із регульованим приводом Порожнини пресу і форкамери попередньо обігріваються гарячим газом для переведення сипучого вугілля в пластичний стан Хибою прототипу цього пресу було утворення твердої монолітної маси у форкамері в момент змушеного припинення роботи, що приводило до різкого підвищення тиску в ній Тому, з метою підвищення продуктивності і надійності роботи пресу, у середині форкамери перед формувальною решіткою були додатково встановлені пластинчасті ножі, споряджені приводом із регульованим числом оборотів За рахунок спеціальної конструкції ножа в період змушеного припинення роботи пресу він виконує роль органа, що дробить, і тим самим охороняє прес від поломки Безсумнівно, що застосування спеціального ножового пристрою і його додаткового регульованого приводу значно ускладнює вирішення проблеми безаварійного повторного запуску шнекового пресу після змушеного припинення Відомий шнековий прес для брикетування деревних ВІДХОДІВ по а с СРСР №670455 B29F 5/08, що включає корпус із приймальним отвором і каналом для відводу брикетів і конічний шнек Прес не забезпечує одержання матеріалів однакової ЩІЛЬНОСТІ по перетині через різницю тисків по КОНІЧНІЙ частині шнеку і внутрішньої поверхні корпусу, а також не дозволяє змінювати тривкість, ЩІЛЬНІСТЬ і форму брикетів Відома спроба вирішення проблеми підвищення якості брикетування за рахунок зниження залишкових напруг у брикетах у конструкції шнекового пресу для брикетування деревних ВІДХОДІВ, ЩО включає корпус із приймальним отвором і каналом для відводу брикетів і конічний шнек, у середній частині якого западина між витками має зворотній конус і радіус округлення, що збільшується постійно Це дозволяє зменшити залишкові напруги в брикетах (див а с СРСР №1152778 B27N 3/20, ВЗОВ 9/12, бюл №16, 1995р) Дане вирішення передбачає застосування додаткового нагрівання і не дозволяє одержати різноманітні за формою і ЩІЛЬНІСТЮ брикети, а також не має умов для інтенсивного виведення газоповітряного середовища, що утворюється, із міжчасткових утворень Відомо вирішення по підвищенню якості брикетів за рахунок виведення з нього газоповітряної фази по а с СРСР №1785505 ВЗОВ 11/24, B27N 3/20 (бюл №48, 1992 р) ВІДПОВІДНО ДО а С СРСР №1785505 прес для брикетування деревних ВІДХОДІВ МІСТИТЬ корпус з установленим у ньому приводним пресуючим шнеком і виступом, із змонтованими на ньому нагрівачем і охолодником, а для виведення газоповітряного середовища, що утворюється, із міжчасткових утворень пресмаси, шнек виконаний із наскрізним центральним каналом, а корпус - із капілярними щілинними каналами, орієнтованими паралельно осі пресу Проте, відомий прес потребує застосування додаткових пристроїв нагрівача й охолодника, до того ж виготовлення й обслуговування капілярних щілинних каналів є проблематичним ВІДОМІ два взаємозалежних вирішення на оригінальні шнекові пристрої для завантаження 46839 деревної сировини в апарати, що працюють під високим тиском, у яких здійснюється додатковий стиск сировини в зоні стиску і пробкоутворення до тиску ЗМпа Це пов'язано з тим, що при подачі тирси у звичайний шнековий живильник, зусилля гвинтової поверхні шнеку при тиску 0,5Мпа недостатні для стиску тирси, більш пухкої, ніж тріски Так, по ас СРСР №1255439 B27N 3/28 (бюл №33, 1986 р) збільшення тиску сировини досягається тим, що корпус із завантажувальним пристосуванням, із розміщеним у корпусі шнеком і сполученим із корпусом вузлом формування сировини, що містить зону стиску, зону пробкоутворення і приєднувальний фланець, виконаний приводним за допомогою гидроцилиндра з можливістю поверненопоступального переміщення його уздовж осі вузла формування По ас СРСР №1576329 B27N 3/38 (бюл №25, 1990 р) із метою підвищення надійності й ефективності роботи пристрою за рахунок створення сировинної пробки оптимальної ЩІЛЬНОСТІ, підвищений тиск створюють за допомогою системи регулювання при використанні зворотного зв'язку, коли гидророзподільник для створення підвищеного тиску містить виконавчий механізм, що сполучений електрично через блок керування з електродвигуном приводу шнеку При роботі блок керування настроюється на оптимальні розміри сили току приводу шнеку Таким чином, підтримуючи задану постійну ЩІЛЬНІСТЬ сировинної пробки, пристрій працює з мінімальною витратою електроенергії, а отже, із мінімальним зносом деталей шнеку Спосіб регулювання ЩІЛЬНОСТІ брикету, приведений в описі роботи пристрою згаданого а с СРСР №1576329, обраний у якості прототипу для винаходу на спосіб Загальними ознаками прототипу і дійсного винаходу по способу шнекового пресування брикетів є операції по змішуванню компонентів матеріалу, головним чином сипучих деревних матеріалів, по завантаженню його в шнекову зону, по захопленню матеріалу витками шнеку в його міжвитковий простір із переміщенням по довжині шнеку, по стиску матеріалу конічним шнеком за рахунок зменшення обсягу міжвиткового простору, по регулюванню ЩІЛЬНОСТІ матеріалу, що пресується, і по видачі сформованого виробу з зони пресування Причому, регулювання ЩІЛЬНОСТІ матеріалу, що пресується, здійснюється за рахунок застосування додаткової підпресовки його безпосередньо в зоні формування матеріалу До хиб цих двох указаних відомих вирішень можна віднести вузькофункцюнальні можливості їх застосування тільки по прямому призначенню, якот створенню деревних пробок оптимальної ЩІЛЬНОСТІ в завантажувальних апаратах, оскільки їх не можна використовувати в пристроях для одержання якісних брикетів безупинної довжини внаслідок циклічної зміни обсягу і тиску в зоні формування пробки через циклічне переміщення робочих органів, а також унаслідок зміни внутрішніх напруг у сировині, що пресується, при її переході зі шнекового живильника в зону формування У якості прототипу до шнекового пресу для брикетування, що заявляється, вибрано вирішення по патенту СРСР №1630605 ВЗОВ 11/24 (бюл №7 за 1991 р) на "Машину для ущільнення об'ємної маси", що збігається по досягнутому результату у виді розширення технологічних можливостей і ряду істотних конструктивних ознак Загальними ознаками прототипу і шнекового пресу, що заявляється, є розміщення на станині завантажувального пристрою із бічними стінками і дном, конічна камера пресування виконана ступеневою з ступенем із меншим кутом конусності, зверненої до випускного каналу камери розвантаження, розміщений уздовж осі згаданої камери пресування приводний шнековий пристрій, виконаний у виді послідовно установлених транспортуючого і конічного пресуючих шнеків, причому зазначений конічний пресуючий шнек розміщений цілком усередині конічної камери пресування, пристрій регулювання КІЛЬКОСТІ подаваного матеріалу Хибами обраного прототипу є одержання з паперових ВІДХОДІВ із пластиковим покриттям спресованої маси тільки однієї ЩІЛЬНОСТІ, неможливість регулювання ЩІЛЬНОСТІ спресованої маси при ЗМІНІ співвідношення компонентів, що пресуються, або при заміні матеріалу пресування, трудність конструктивного виготовлення подовжніх виступів і подовжніх поглиблень на стінках конічної пресуючої камери На підставі вивчення відомого рівня техніки, можна зробити висновок, що задача створення універсального шнекового пресу для брикетування різноманітних сипучих матеріалів продовжує залишатися актуальною До основи дійсного винаходу поставлена задача удосконалення способу шнекового пресування і конструкції шнекового пресу для брикетування за рахунок нових вирішень вузла пресування, у якому забезпечується технічний результат у виді прискорення регулювання і переналагодження для одержання оптимальних характеристик брикетів по ЩІЛЬНОСТІ, тривкості і формі, у тому числі на різноманітних сумішах, що пресуються При цьому досягаються й ІНШІ технічні результати, що виражаються в підвищенні працездатності і ДОВГОВІЧНОСТІ пресу, безаварійності повторного запуску у дію пресу після його змушеного припинення, а також у підвищенні технологічності виготовлення і поліпшенні ремонтопридатності камер пресування і розвантаження Поставлена задача вирішується за рахунок взаємозв'язаних єдністю винахідницького замислу способу шнекового пресування та шнекового пресу для брикетування Стосовно до способу, задача вирішується тим, що в способі шнекового пресування брикетів, що включає змішування компонентів матеріалів, завантаження його в шнекову зону, захоплення матеріалу витками шнеку в його міжвитковий простір із наступним переміщенням по довжині шнеку, стиск матеріалу в камері пресування конічним шнеком за рахунок зменшення обсягу 46839 міжвиткового простору, регулювання ЩІЛЬНОСТІ брикету, що пресується, і розвантаження сформованого брикету ВІДПОВІДНО ДО винаходу, регулювання ЩІЛЬНОСТІ брикету здійснюють зміною обсягу міжвиткового простору шляхом взаємного осьового переміщення конічних поверхонь шнеку і камери пресування Стосовно до винаходу на пристрій, поставлена задача вирішується тим, що в шнековому пресі для брикетування, що містить розміщений на станині завантажувальний пристрій із бічними стінками і дном, конічну камеру пресування ступеневої форми з ступенем із меншого кута конусності, зверненої до випускного каналу камери розвантаження, розміщений уздовж осі згаданої камери пресування приводний шнековий пристрій, виконаний у виді послідовно установлених транспортуючого і конічного пресуючих шнеків, причому, зазначений конічний пресуючий шнек цілком розташований у середині указаної конічної камери пресування, пристрій регулювання КІЛЬКОСТІ подаваного матеріалу ВІДПОВІДНО ДО винаходу, камера пресування і камера розвантаження розміщені ЗОВНІШНІМИ поверхнями в циліндричному отворі корпусу, установленого з можливістю регульованого переміщення уздовж подовжньої осі, виготовлені у виді набору знімних профільних секцій, внутрішні поверхні яких у зборі утворюють необхідний профіль зазначених камер, а по ЗОВНІШНІХ поверхнях у кутах суміжних секцій утворені подовжні канали для відводу газопароповітряної суміші, яка надходить із брикету, що пресується, через зазори між бічними поверхнями указаних суміжних секцій Це складає суть винаходу Конкретне виконання шнекового пресу характеризується такими додатковими ознаками Пристрій регульованого поступального переміщення корпусу може бути виконаний у виді гвинтового механізму з черв'ячним приводом, при цьому на ЗОВНІШНІЙ поверхні корпусу і внутрішній поверхні черв'ячного колеса нарізані ВІДПОВІДНІ різьби Іншою ВІДМІННІСТЮ є конструктивне виконання вузла кріплення знімних секцій камер пресування і розвантаження, які закріплені до внутрішньої циліндричної поверхні корпусу, для чого в зазначеному корпусі подовжньо його осі виконані отвори для розміщення і вільного переміщення в них циліндричних шпонок із лисками, нерухомо зафіксованими на ЗОВНІШНІХ поверхнях зазначених секцій Ще одна ВІДМІННІСТЬ шнекового пресу полягає в тому, що корпус виконаний циліндричним і складовим, принаймні з двох частин, із розніманням, що проходить посередині секцій, які зорієнтовані і зцентровані між собою за допомогою згаданих циліндричних шпонок і скріплені між собою через траверси різьбовими втулками, одночасно виконуючими функцію направляючих при подовжньому переміщенні корпусу ВІДМІННІСТЮ конструктивного виконання шнекового пресу є те, що пристрій регулювання КІЛЬКОСТІ подаваного матеріалу сполучено із завантажувальним пристроєм і виконано у виді бункера з двома завантажувальними горловинами 8 і двома дозаторами роторного типу з зустрічним синхронним обертанням лопатей, причому між лопатями ротора дозатора установлені ЗМІННІ пластини для регулювання обсягу матеріалу, що завантажується, і розташованого під дозаторами двохвального лопатевого змішувача Причинно-слідчий зв'язок між сукупністю істотних ВІДМІТНИХ ознак винаходу і досягаємим технічним результатом полягає в такому Можливість змінювати взаємне становище СПІВВІСНИХ конічних поверхонь пресуючого шнеку і камери пресування, дозволяє змінювати зазор між зазначеними поверхнями, а, отже, і обсяг міжвиткового простору, утвореного між витками і валом шнеку, а також внутрішньою поверхнею камери Зміна обсягу міжвиткового простору - це зміна обсягу пресування і, як слідство, зміна ЩІЛЬНОСТІ матеріалу, що пресується Зміна обсягу пресування на одному устаткуванні при однакових зусиллях пресування, дозволяє одержувати брикети оптимальних характеристик по ЩІЛЬНОСТІ І тривкості, у тому числі на різноманітних сумішах, що пресуються Виконання вузла пресування з можливістю зміни обсягу міжвиткового простору, вирішує проблему безаварійного повторного запуску шнекового пресу до роботи після його змушеного припинення, тому що тверда монолітна маса, що утворилася після остигання розігрітого в процесі пресування матеріалу, відносно легко дробиться обертанням шнеку після зміни взаємного становища конічних поверхонь шнеку і камери пресування у бік збільшення зазору між ними Розміщення камер пресування і розвантаження в загальному циліндричному корпусі, що може бути як суцільним, так і складовим, а також виконання самих камер пресування і розвантаження складовими у виді окремих секцій, кріплення яких до камери й орієнтування з центруванням окремих частин камер між собою виконано за допомогою циліндричних шпонок із лисками, дозволяє підвищити технологічність виготовлення і ремонтопридатність вузла пресування Виготовлення і ремонт складних внутрішніх профільних поверхонь випускного каналу камери розвантаження і східчастих конічних профільних поверхонь камери пресування замінені на виготовлення і ремонт поелементно окремих секцій Секції виконані у виді усічених секторів, на ЗОВНІШНІХ поверхнях яких закріплені своїми лисками циліндричні шпонки, а на внутрішніх поверхнях виконані профілі, що є частинами внутрішніх профілів камер Зовнішня поверхня секції спільно зі шпонкою є єдиною базою, як при виготовленні бічних граней і внутрішнього профілю, так і при кріпленні секції в корпусі Указана складальна одиниця буде виконувати аналогічну функцію при ремонті Крім того, секційність камер дозволяє спростити нанесення високоміцних і зносостійких покриттів або виконання термохімічної обробки на профільних поверхнях, що украй важливо при брикетуванні таких матеріалів, як вугільний шлам або металева стружка Крім того, виконання камер розвантаження і 46839 10 шнеків, а також формуючої голки 8, що поєднані пресування секційними спрощує виготовлення між собою і зі шпинделем 9 за допомогою різьб каналів для відводу з матеріалу, що пресується, Камера пресування 4 виконана конічною газопароповітряної суміші Канали виконані на ступеневою і містить зону попереднього стиску 10 і секціях по кутах між зовнішньою поверхнею і зону пресування 11 Камери пресування 4 і бічними гранями, а газопароповітряна суміш розвантаження 5 розміщені в загальному потрапляє в них через зазори між бічними гранями циліндричному корпусі, виконаному суцільним 12 секцій або для зручності виготовлення з окремих частин Виконання пристрою поступального 13, 14 Камери пресування і розвантаження переміщення корпусу разом із камерами виконані складовими у виді окремих із пресування і розвантаження у виді гвинтового профільними внутрішніми поверхнями секцій 15, механізму з черв'ячним приводом, у якому різьби 16, 17 Секції виконані у виді усічених секторів, на виконані по ЗОВНІШНІЙ поверхні корпусу і ЗОВНІШНІХ поверхнях яких закріплені своїми внутрішньої поверхні черв'ячного колеса, дозволяє лисками циліндричні шпонки 18, 19, 20, а внутрішні спростити його конструкцію в порівнянні з поверхні є частинами внутрішніх поверхонь камер конструкціями пристроїв аналогічного КІЛЬКІСТЬ секцій приймається в залежності від призначення, виконаних у виді пдроприводу із форми профілю брикету, що пресується, і системами пдропостачання і пдроуправління необхідності виконувати на профілі камери Виконання кріплення частин корпусу пресування пази або виступи, що плавно різьбовими втулками через траверси викликано переходять у профіль випускного каналу і простотою конструкції, що дозволяє крім того призначені для запобігання обертання і використовувати втулки як направляючі при пробуксовки матеріалу, що пресується У переміщеннях корпусу, а траверсу з боку камери зображеному на кресленнях варіанті виконання розвантаження - як упор для секцій конструкції пресу секції 15, 16, 17 складаються із Запропонований прес споряджений шести елементів і утворюють у перетині завантажувальним пристроєм, поєднаним із шестигранники У цьому випадку профіль секцій пристроєм регулювання подачі матеріалів, що обраний плоским без пазів і виступів, тому що дозволяє подавати двохкомпонентну суміш до утворений ними шестигранник перешкоджає транспортуючого шнеку в необхідній КІЛЬКОСТІ І З обертанню і пробуксовці матеріалу Секції 17 необхідним співвідношенням компонентів Ці випускного профільного каналу в вимоги забезпечуються конструкцією пристроїв, виконаних у виді бункеру з двома запропонованому варіанті конструкції пресу завантажувальними горловинами, двома можуть у зборі утворювати циліндр Шпонки 18, 19, 20 за допомогою гвинтів 21 і штифтів 22 нерухомо дозаторами роторного типу і двохвального сполучені із секціями і є єдиною базою при лопатевого змішувача Регулювання обсягу виготовленні профілю секцій, при кріпленні секцій дозування здійснюється установленням змінних до корпусу і при ремонті Крім того, шпонки є пластин між лопатями ротора Зустрічне центруючими і орієнтуючими елементами частин синхронне обертання роторів дозатора дозволяє циліндричного корпусу подавати дози компонентів суміші в одне місце на розташований під ними двохвальний лопатевий На секціях по кутах між зовнішньою поверхнею змішувач У випадку надмірності подаваних доз і бічними гранями виконані подовжні канали 23 для компонентів робота пристрою не порушиться, тому відводу газопароповітряної суміші, що потрапляє в що надлишок лопатями дозатора повертається них із матеріалу через зазори між бічними гранями назад в завантажувальні горловини секцій Крім того, викладені вище конструктивні Циліндричний корпус 12 для переміщення вирішення вузлів преса ВІДПОВІДНО ДО винаходу в разом із камерою пресування 4 і камерою сукупності дозволяють використовувати шнековий розвантаження 5 постачений пристроєм прес для брикетування як прес універсального поступального переміщення, виконаним у виді застосування за рахунок швидкого гвинтового механізму з черв'ячним приводом, у якому різьби 24 виконані на ЗОВНІШНІЙ поверхні переналагодження його на профіль іншої форми і корпусу 12(13) і внутрішньої поверхні черв'ячного розмірів шляхом зміни секцій камер пресування і колеса 25, що обертається черв'яком 26 На розвантаження, а також за рахунок виходу на різьбовій частині корпусу виконаний шпоночний оптимальні режими роботи зміною взаємного паз 27, у який входить шпонка 28, закріплена на становища пресуючого шнеку і камери передній плиті 29 корпусу завантажувального пресування пристрою 2 і яка відвертає корпус шнеку від На фіг 1 зображений шнековий прес для обертання Черв'ячне колесо 25 установлено в брикетування, загальний вид, розріз, втулці ЗО, закріпленої на плиті 29 гвинтами 31 Від на фіг 2 - розріз А-А на фіг 1, осьового зсуву черв'ячне колесо фіксується на фіг 3 - розріз Б-Б на фіг 1, ПІВКІЛЬЦЯМИ 32 Корпус 33 черв'яка 26 закріплений на фіг 4 - розріз В-В на фіг 1 на втулці ЗО гвинтами 34 Шнековий прес для брикетування містить корпус 1 із завантажувальним пристроєм 2, Циліндричні корпуса 13, 14 стягнуті між собою приводний шнековий пристрій 3, камеру різьбовими втулками 35 із гайками 36 через пресування 4 і камеру розвантаження 5 із траверси 37, 38 Траверса 37 служить також профільним випускним каналом Шнековий упором для секцій 15, 16, 17 Траверса 38 пристрій складається з циліндричного фіксується на корпусі 12 (13) від осьового зсуву транспортуючого 6 і конічного пресуючого 7 уступом і ПІВКІЛЬЦЯМИ 39 із кільцем 40 Корпус 12 11 46839 12 разом із камерами 4 і 5 через траверси 37, 38 і перемішуючись, подається до конічної зони різьбові втулки 35 установлений із можливістю попереднього стиску 10 осьового переміщення по штангах 41, закріпленим У зоні попереднього стиску матеріал, що на передній 29 і задній 42 плитах корпусу пресується, переміщається витками конічного завантажувального пристрою 2 гайками 43 пресуючого шнеку 7, ущільнюється, витискуючи повітря, проходить попереднє механічне і термічне Завантажувальний пристрій 2 поєднано з опрацювання за рахунок зсуву і перемішування пристроєм регулювання подачі матеріалу і прошарків матеріалу в міжвитковий зоні шнеку і складається з передньої 29 і задньої 42 плит, виділення тепла в масі матеріалу поєднаних між собою вигнутою стінкою 44, стінками дозатора 45, 46, стінками Попередньо ущільнений матеріал завантажувальних горловин 47, 48 Між плитами переміщається конічним пресуючим шнеком 7 у розташовані два однакових ротори 49, що зону пресування 11, де під дією механічної енергії складаються з валів 50 і закріплених на них шнеку, теплової енергії, яка виділяється при зсуві лопатей 51 Ротори 49 спільно зі стінками 45 в масі матеріалів проходить наступне механічне і утворюють роторні дозатори з КІЛЬКІСТЮ секцій, термічне опрацювання, переміщуючись і рівним числу лопатей На валах 50 між лопатями є формуючись на виході з пресуючої частини шнеку різьбові отвори 52 для кріплення гвинтами 53 в кільцевий потік При цьому з окремих волокон змінних регулювальних пластин 54, що змінюють деревних ВІДХОДІВ виділяються в розплавленому обсяг секцій дозатора Ротори 49 мають зустрічне вигляді ЛІГНІНОВІ смоли і просочують ними масу синхронне обертання, що дозволяє подавати матеріалу, що пресується Утворена у процесі компоненти суміші, які дозуються, в одне місце пресування нагрітої маси, газопароповітряна на двохвальний змішувач, розташований під ними суміш із периферійних прошарків виробу, що пресується, віддаляється через зазори між Змішувач виконаний у виді двох валів 55 із стиками елементів профільних стінок 15, 16, 17 у закріпленими на них декількома парами лопатей канали 23, а з внутрішніх прошарків - через 56, при цьому кожна пара лопатей одного вала центральний отвір виробу перпендикулярна сусідній з ній і усунута щодо пари лопатей іншого вала в осьовому і З зони пресування 11 у профільний випускний радіальному напрямку Вали мають синхронне канал камери розвантаження 5 матеріал, що обертання пресується, надходить із мінімальними внутрішніми напругами, тому що тиск на матеріал, Під транспортуючим шнеком 6 розташовані що пресується, із боку стінок камери пресування і вкладки 57, 58, що зменшують обсяг кишені під вала шнеку урівноважено за рахунок того, що шнеком і що дозволяють покращувати заповнення конусность зони пресування 11 камери пресування міжвиткового простору шнека матеріалом більше конусності пресуючого шнеку 7, висота Працює шнековий прес для брикетування витків якого зменшується зі зменшенням діаметра таким способом при постійному кроку Зняттю внутрішніх напруг У період наладки пресу в залежності від матеріалу, що пресується, сприяє також форми брикету, що пресується, в корпус 12 видалення з його міжчасткових утворень установлюють ЗМІННІ секції 15, 16, 17, а на шнек 7 газопароповітряного середовища, що голку 8 при пресуванні полого профілю Змінними регулювальними пластинами 54 настроюються утворюється У профільному випускному каналі дозатори Обертанням хвостовика 59 черв'ячного знімаються внутрішні напруги, смолисті речовини приводу встановлюється необхідний зазор між остаточно просочують матеріали суміші і зв'язують конусом пресуючого шнеку 7 і конусом зони їх у щільний і тривкий профіль пресування 11 камери пресування Зазор між Після виходу з профільного випускного каналу конусами нерівномірний, тому що конусность зони відформований профіль розділяється на окремі пресування більше конусності шнеку Обертання брикети спеціальним пристроєм черв'яка може здійснюватися як вручну, так і Припинення роботи пресу провадиться електроприводом відключенням приводу завантажувального пристрою і, після вироблення всієї маси, що Після вмикання приводів шпинделя 9 і пресується, яка знаходиться в зоні шнеку, механізмів завантажувального пристрою прес відключенням приводу шнеку починає працювати У завантажувальні горловини 60 і 61 надходять компоненти суміші, ВІДКІЛЯ ВОНИ Запуск пресу після його аварійного дозаторами подаються на змішувач Компоненти припинення, наприклад, при відключенні подаються в необхідній КІЛЬКОСТІ або з деяким електроенергії, провадиться після зміни взаємного надлишком, що повертається секціями дозатора становища конічних поверхонь шнеку і зони назад в завантажувальні горловини, не порушуючи пресування камери пресування у бік збільшення роботу Лопаті 56 перемішують компоненти суміші зазору між ними Тверда монолітна маса, що і подають на транспортуючий шнек 6 утворилася після остигання розігрітого в процесі пресування матеріалу, відносно легко дробиться Суміш захоплюється витками транспортуючого шнеком при його обертанні шнеку в його міжвитковий простір і, додатково 13 46839 го іч 5 її т ч 1Ы5 ъчи 14 гэ іг зо 5? /о 58 б э ФІГ. 1 А-А ЗІ гЪ 35 Щ 39 № 58 35 43 29 24 f2 3 if2 25 /7 /6 1Ъ 33 с?5 /5 29 52 Фіг. 2 46839 15 Б-Б 25 2Ь ъъ гц Фіг. З в-в 60 5/ 52 50 № 47 Ы 4 / ; / / / Фіг. 4 16 17 46839 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 18
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B27N 3/08, B30B 11/22
Мітки: спосіб, пресування, здійснення, брикетів, шнековий, прес, шнекового
Код посилання
<a href="https://ua.patents.su/9-46839-sposib-shnekovogo-presuvannya-briketiv-ta-shnekovijj-pres-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб шнекового пресування брикетів та шнековий прес для його здійснення</a>
Прес для попереднього пресування деревинностружкового шару
Номер патенту: 31060
Опубліковано: 15.12.2000
Автори: Філінюк Роман Васильович, Соколовський Ярослав Іванович
МПК: B27N 3/08
Мітки: пресування, деревинностружкового, прес, шару, попереднього
Текст:
...включає у себе верхню 1 та нижню 2 пресуючі стрічки, які проходять через верхні 3,4 75 та нижні 6,7,8 валкі. Валки 3 та б формують зону входу (стиснення) і кріпляться до шарнірно закріплених рам 9,10 преса, осі шарнірів 11,12 знаходяться на кінцевих валках зони входу 477 і ЕОНИ Ж Є першими Банками у зоні пресування, 11,12 симетрично розміщені відносно центральної горизонтальної вісі. Давач ТОЕЩИНИ деревинностружкоЕого килиму 13, який...
Потужний прес з матрицею для прийняття об`єктів пресування і установка для ущільнення об`єктів пресування з радіоактивними матеріалами, яка містить потужний прес
Номер патенту: 44834
Опубліковано: 15.03.2002
Автор: Таушхубер Хельмут
Мітки: матрицею, містить, установка, яка, прийняття, пресування, прес, радіоактивними, ущільнення, об'єктів, потужний, матеріалами
Формула / Реферат:
1. Потужний прес з матрицею для прийняття об'єктів пресування, пуансоном, встановленим з можливістю входження в матрицю з положення готовності в положення пресування, та поршнем блока поршень/циліндр, встановленим з можливістю передачі зусилля на пуансон, причому отвір циліндра блока поршень/циліндр виконано в корпусі циліндра, встановленому з можливістю переміщення між робочим положенням та положенням транспортування, причому корпус...
Шнековий прес для вичавлювання олії
Номер патенту: 35216
Опубліковано: 15.03.2001
Автори: Бредихін Віктор Володимирович, Сорокін Володимир Олександрович, Гапон Олександр Васильович
МПК: B30B 9/14
Мітки: прес, шнековий, олії, вичавлювання
Формула / Реферат:
1. Шнековий прес для вичавлювання олії, що має корпус з завантажувальним бункером і зеєрною ділянкою, утвореною наскрізними повздовжніми щілинами на бічній поверхні корпусу, розміщений всередині корпусу шнековий вал і встановлений за зеєрною. ділянкою регулятор вихідного перерізу пресу, який відрізняється тим, що він обладнаний ущільненою поворотною втулкою, встановленою в зовнішній проточці корпусу і яка має повздовжні прорізи, виконані на...
Шнековий прес для формування порожнистих виробів
Номер патенту: 33209
Опубліковано: 15.02.2001
Автори: Мікульонок Ігор Олегович, Сезонов Максим Вікторович
МПК: B27N 3/08
Мітки: шнековий, виробів, порожнистих, формування, прес
Текст:
...шнека має щонайменше один радіальний отвір і споряджений циліндричним наконечником, який відповідає формі порожнини виробу й розташований у кінці формуючої втулки. Виконання шнека з вказаними відмінними ознаками забезпечує своєчасне відведення вологи, яка виділяється з деревини (у вигляді крапель чи пари), крізь радіальний, а далі осьовий отвори шнека за межі преса. При цьому виключається вихід вологи за межі формуючої втулки в...
Спосіб пресування виробів із сумішів і пристрій для його здійснення
Номер патенту: 3796
Опубліковано: 27.12.1994
Автори: Старенко Констянтин Миколайович, Самусенко Всеволод Іванович, Гончаров Володимир Васильович, Горбач Володимир Павлович, Олефиренко Віктор Никонович, Павленко Євгеній Антонович
МПК: B28B 3/02
Мітки: пристрій, сумішів, виробів, спосіб, здійснення, пресування
Формула / Реферат:
1. Способ прессования изделий из смесей, включающий засыпку в многоместную пресс-форму, замыкание пресс-формы с последующим приложением к ней двухстороннего прессующего усилия, отличающийся тем, что приложение прессующего усилия на каждое изделие осуществляют поочередно циклами, при этом отношение суммарного прессующего усилия, приложенного за один цикл с одной из сторон к прессующему усилию с другой стороны равно не менее 2.2....
Попередній патент: Вагонний уповільнювач пружинної дії
Випадковий патент: Установка для термообробки олієнасіння