Спосіб відновлення прокатних валків і механічного устаткування циліндричної форми методом електродугового наплавлення під флюсом
Номер патенту: 39183
Опубліковано: 10.02.2009
Автори: Форман Сергій Вікторович, Гапонов Борис Петрович, Матвієнков Сергій Анатолійович, Омельяненко Микола Іванович, Лук'янчиков Олександр Миколайович, Шебаніц Едуард Миколайович, Климанчук Владислав Владиславович, Куракін Юрій Миколайович
Формула / Реферат
Спосіб відновлення прокатних валків і механічного устаткування циліндричної форми методом електродугового наплавлення під флюсом, що включає механічну обробку, розігрів заготівки, електродугове наплавлення з подачею наплавного електрода в зону наплавлення, наступне охолодження в термостаті, який відрізняється тим, що як наплавний електрод використовують стрічковий електрод товщиною до 1,5 мм із маловуглецевої сталі марки 08кп під легуючим керамічним флюсом И-КФ 45-65 при щільності електричного струму 18-24 А/мм2, а швидкість подачі стрічкового електрода складає 12-20 м/ч, причому температуру бочки прокатного валка підтримують на рівні 320-480 °С.
Текст
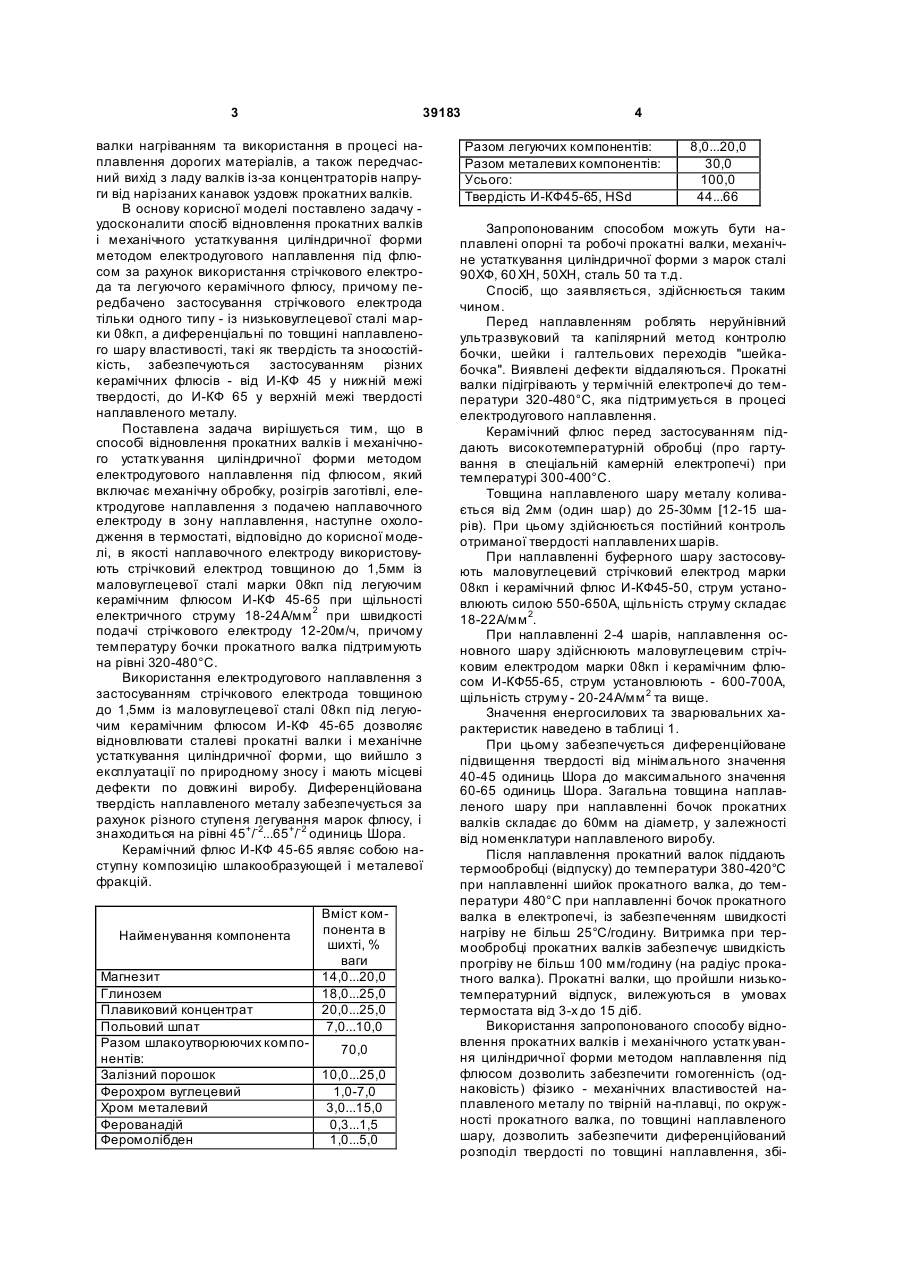
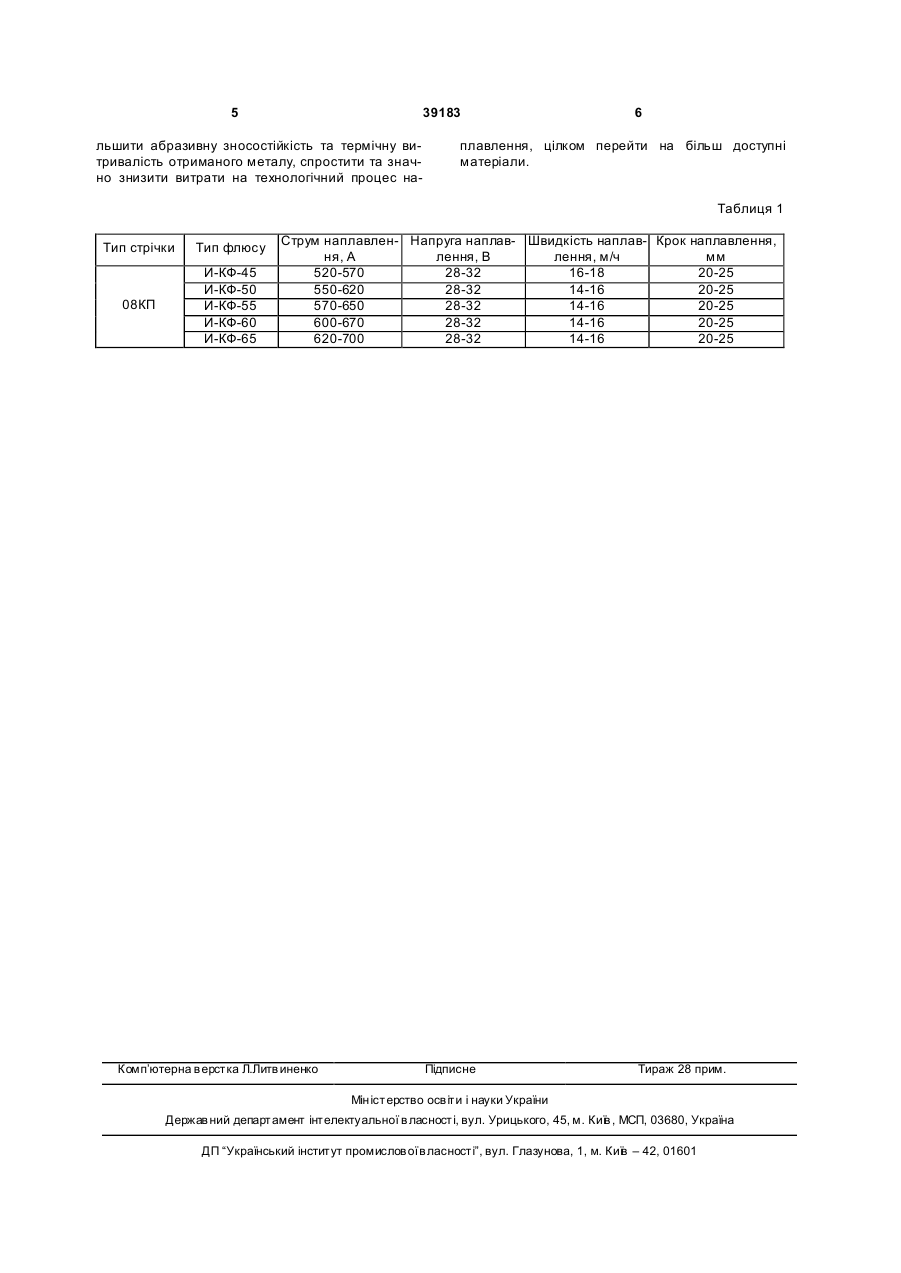
Спосіб відновлення прокатних валків і механічного устаткування циліндричної форми методом електродугового наплавлення під флюсом, що включає механічну обробку, розігрів заготівки, електродугове наплавлення з подачею наплавного електрода в зону наплавлення, наступне охолодження в термостаті, який відрізняється тим, що як наплавний електрод використовують стрічковий електрод товщиною до 1,5мм із маловуглецевої сталі марки 08кп під легуючим керамічним флюсом И-КФ 45-65 при щільності електричного струму 18-24А/мм 2, а швидкість подачі стрічкового електрода складає 12-20м/ч, причому температуру бочки прокатного валка підтримують на рівні 320480°С. (19) (21) u200811175 (22) 15.09.2008 (24) 10.02.2009 (46) 10.02.2009, Бюл.№ 3, 2009 р. (72) МАТВІЄНКОВ СЕРГІЙ АН АТОЛІЙОВИЧ, U A, КЛИМАНЧУК ВЛАДИСЛАВ ВЛАДИСЛАВОВИЧ, UA, ОМЕЛЬЯНЕНКО МИКОЛА ІВАНОВИЧ, UA, ШЕБАНИЦЬ ЕДУАРД МИКОЛАЙОВИЧ, U A, КУРАКІН ЮРІЙ МИКОЛАЙОВИЧ, UA, ГАПОНОВ БОРИС ПЕТРОВИЧ, UA, ЛУК'ЯНЧИКОВ ОЛЕКСАНДР МИКОЛАЙОВИЧ, U A, ФОРМАН СЕРГІЙ ВІКТОРОВИЧ, UA (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МАРІУПОЛЬСЬКИЙ МЕТАЛУРГІЙНИЙ КОМБІНАТ ІМЕНІ ІЛЛІЧА", U A 3 39183 валки нагріванням та використання в процесі наплавлення дорогих матеріалів, а також передчасний вихід з ладу валків із-за концентраторів напруги від нарізаних канавок уздовж прокатних валків. В основу корисної моделі поставлено задачу удосконалити спосіб відновлення прокатних валків і механічного устаткування циліндричної форми методом електродугового наплавлення під флюсом за рахунок використання стрічкового електрода та легуючого керамічного флюсу, причому передбачено застосування стрічкового електрода тільки одного типу - із низьковуглецевої сталі марки 08кп, а диференціальні по товщині наплавленого шару властивості, такі як твердість та зносостійкість, забезпечуються застосуванням різних керамічних флюсів - від И-КФ 45 у нижній межі твердості, до И-КФ 65 у верхній межі твердості наплавленого металу. Поставлена задача вирішується тим, що в способі відновлення прокатних валків і механічного устатк ування циліндричної форми методом електродугового наплавлення під флюсом, який включає механічну обробку, розігрів заготівлі, електродугове наплавлення з подачею наплавочного електроду в зону наплавлення, наступне охолодження в термостаті, відповідно до корисної моделі, в якості наплавочного електроду використовують стрічковий електрод товщиною до 1,5мм із маловуглецевої сталі марки 08кп під легуючим керамічним флюсом И-КФ 45-65 при щільності електричного струму 18-24А/мм 2 при швидкості подачі стрічкового електроду 12-20м/ч, причому температуру бочки прокатного валка підтримують на рівні 320-480°С. Використання електродугового наплавлення з застосуванням стрічкового електрода товщиною до 1,5мм із маловуглецевої сталі 08кп під легуючим керамічним флюсом И-КФ 45-65 дозволяє відновлювати сталеві прокатні валки і механічне устаткування циліндричної форми, що вийшло з експлуатації по природному зносу і мають місцеві дефекти по довжині виробу. Диференційована твердість наплавленого металу забезпечується за рахунок різного ступеня легування марок флюсу, і знаходиться на рівні 45+/-2...65+/-2 одиниць Шора. Керамічний флюс И-КФ 45-65 являє собою наступну композицію шлакообразующей і металевої фракцій. Найменування компонента Вміст компонента в шихті, % ваги 14,0...20,0 18,0...25,0 20,0...25,0 7,0...10,0 Магнезит Глинозем Плавиковий концентрат Польовий шпат Разом шлакоутворюючих компо70,0 нентів: Залізний порошок 10,0...25,0 Ферохром вуглецевий 1,0-7,0 Хром металевий 3,0...15,0 Ферованадій 0,3...1,5 Феромолібден 1,0...5,0 4 Разом легуючих компонентів: Разом металевих компонентів: Усього: Твердість И-КФ45-65, HSd 8,0...20,0 30,0 100,0 44...66 Запропонованим способом можуть бути наплавлені опорні та робочі прокатні валки, механічне устаткування циліндричної форми з марок сталі 90ХФ, 60 ХН, 50ХН, сталь 50 та т.д. Спосіб, що заявляється, здійснюється таким чином. Перед наплавленням роблять неруйнівний ультразвуковий та капілярний метод контролю бочки, шейки і галтельових переходів "шейкабочка". Виявлені дефекти віддаляються. Прокатні валки підігрівають у термічній електропечі до температури 320-480°С, яка підтримується в процесі електродугового наплавлення. Керамічний флюс перед застосуванням піддають високотемпературній обробці (про гартування в спеціальній камерній електропечі) при температурі 300-400°С. Товщина наплавленого шару металу коливається від 2мм (один шар) до 25-30мм [12-15 шарів). При цьому здійснюється постійний контроль отриманої твердості наплавлених шарів. При наплавленні буферного шару застосовують маловуглецевий стрічковий електрод марки 08кп і керамічний флюс И-КФ45-50, струм установлюють силою 550-650А, щільність струму складає 18-22А/мм 2. При наплавленні 2-4 шарів, наплавлення основного шару здійснюють маловуглецевим стрічковим електродом марки 08кп і керамічним флюсом И-КФ55-65, струм установлюють - 600-700А, щільність струму - 20-24А/мм 2 та вище. Значення енергосилових та зварювальних характеристик наведено в таблиці 1. При цьому забезпечується диференційоване підвищення твердості від мінімального значення 40-45 одиниць Шора до максимального значення 60-65 одиниць Шора. Загальна товщина наплавленого шару при наплавленні бочок прокатних валків складає до 60мм на діаметр, у залежності від номенклатури наплавленого виробу. Після наплавлення прокатний валок піддають термообробці (відпуску) до температури 380-420°С при наплавленні шийок прокатного валка, до температури 480°С при наплавленні бочок прокатного валка в електропечі, із забезпеченням швидкості нагріву не більш 25°С/годину. Витримка при термообробці прокатних валків забезпечує швидкість прогріву не більш 100 мм/годину (на радіус прокатного валка). Прокатні валки, що пройшли низькотемпературний відпуск, вилежуються в умовах термостата від 3-х до 15 діб. Використання запропонованого способу відновлення прокатних валків і механічного устатк ування циліндричної форми методом наплавлення під флюсом дозволить забезпечити гомогенність (однаковість) фізико - механічних властивостей наплавленого металу по твірній на-плавці, по окружності прокатного валка, по товщині наплавленого шару, дозволить забезпечити диференційований розподіл твердості по товщині наплавлення, збі 5 39183 льшити абразивну зносостійкість та термічну витривалість отриманого металу, спростити та значно знизити витрати на технологічний процес на 6 плавлення, цілком перейти на більш доступні матеріали. Таблиця 1 Тип стрічки Тип флюсу 08КП И-КФ-45 И-КФ-50 И-КФ-55 И-КФ-60 И-КФ-65 Струм наплавлен- Напруга наплав- Швидкість наплав- Крок наплавлення, ня, А лення, В лення, м/ч мм 520-570 28-32 16-18 20-25 550-620 28-32 14-16 20-25 570-650 28-32 14-16 20-25 600-670 28-32 14-16 20-25 620-700 28-32 14-16 20-25 Комп’ютерна в ерстка Л.Литв иненко Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of restoring of rollers and machinery of cylindrical shape by method of electric arc submerged hard-facing
Автори англійськоюMatvienkov Serhii Anatoliiovych, Klymanchuk Vladyslav Vladyslavovych, Omelianenko Mykola Ivanovych, Shebanyts Eduard Mykolaiovych, Kurakin Yurii Mykolaiovych, Haponov Borys Petrovych, Lukianchykov Oleksandr Mykolaiovych, Forman Serhii Viktorovych
Назва патенту російськоюСпособ восстановления прокатных валков и механического оборудования цилиндрической формы методом электродуговой наплавки под флюсом
Автори російськоюМатвиенков Сергей Анатольевич, Климанчук Владислав Владиславович, Омельяненко Николай Иванович, Шебаниц Эдуард Николаевич, Куракин Юрий Николаевич, Гапонов Борис Петрович, Лукьянчиков Александр Николаевич, Форман Сергей Викторович
МПК / Мітки
МПК: B21B 28/00, B23P 6/00
Мітки: механічного, флюсом, устаткування, прокатних, методом, форми, електродугового, спосіб, валків, відновлення, циліндричної, наплавлення
Код посилання
<a href="https://ua.patents.su/3-39183-sposib-vidnovlennya-prokatnikh-valkiv-i-mekhanichnogo-ustatkuvannya-cilindrichno-formi-metodom-elektrodugovogo-naplavlennya-pid-flyusom.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення прокатних валків і механічного устаткування циліндричної форми методом електродугового наплавлення під флюсом</a>
Спосіб електродугового наплавлення під флюсом
Номер патенту: 30841
Опубліковано: 11.03.2008
Автори: Драган Станіслав Володимирович, Галь Анатолій Феодосійович, Ярос Олександр Онисимович, Ярос Юрій Олександрович
МПК: B23K 9/18
Мітки: флюсом, електродугового, спосіб, наплавлення
Формула / Реферат:
Спосіб електродугового наплавлення під флюсом плавким електродом, при якому електроживлення зварювальної дуги здійснюють в діапазоні робочих режимів зварювання від джерела електричного струму на крутоспадній ділянці зовнішньої вольт-амперної характеристики, який відрізняється тим, що при зниженні напруги на 20 % у робочій точці зовнішньої вольт-амперної характеристики електричне живлення зварювальної дуги здійснюють на жорсткій ділянці...
Спосіб автоматичного газового наплавлення сталевих і чавунних прокатних валків
Номер патенту: 13167
Опубліковано: 15.03.2006
Автори: Тракшинський Роман Борисович, Сазонов Сергій Іванович
МПК: F23D 14/46
Мітки: чавунних, прокатних, сталевих, автоматичного, наплавлення, газового, валків, спосіб
Формула / Реферат:
Спосіб автоматичного газового наплавлення чавуном сталевих і чавунних прокатних валків, що включає використання металевопорошкової шихти, технологічних флюсів і модифікувальних присадок, спеціального багатофакельного двосекційного газового пальника, який відрізняється тим, що температура нагрівання рідкої наплавної ванни встановлюється на 50-100 °С вище температури плавлення матеріалу валка, а температура нагрівання валка перед наплавленням...
Спосіб відновлення зношених валків прокатних станів
Номер патенту: 21584
Опубліковано: 06.01.1998
Автори: Шеремет Володимир Олександрович, Дьомічев Сергій Володимирович, Горяний Анатолій Григорович, Морозов Валерій Іванович, Деркач Дмитро Олександрович, Шапаренко Олександр Володимирович, Шалімов Володимир Дмитрович, Силін Микола Василійович, Полещук Валентин Михайлович, Босий Володимир Миколайович, Нечепоренко Володимир Андрійович
МПК: B23K 9/04
Мітки: валків, зношених, спосіб, станів, відновлення, прокатних
Формула / Реферат:
1. Спосіб відновлення зношених валків прокатних станів, що включає попередній нагрів валка, електродугове наплавлення поверхні, що відновлюється, та сповільнене охолодження валка, який відрізняється тим, що після сповільненого охолодження валка на наплавлену поверхню діють мікроплазмовою дугою, нагріваючи поверхню валка у зоні нагріву до оплавлення, з послідовним зміщенням зони нагріву по поверхні, що обробляється.2. Спосіб по п....
Спосіб охолодження прокатних валків

Номер патенту: 20860
Опубліковано: 15.02.2007
Автори: Омельяненко Миколай Іванович, Куракін Юрій Миколайович, Дригін Олександр Іванович, Негрій Сергій Дмитрович, Шебаніц Едуард Миколайович, Огей Віктор Іванович, Дьяченко Сергій Миколайович, Хворов Костянтин Миколайович
МПК: B21B 27/06
Мітки: спосіб, охолодження, прокатних, валків
Формула / Реферат:
Спосіб охолодження прокатних валків, що включає охолодження верхнього прокатного валка шляхом подачі охолоджувача з боку входу і з боку виходу металу з валків, який відрізняється тим, що при реверсивній прокатці металу охолоджувач на верхній прокатний валок подають окремо тільки з боку виходу металу з валків і одночасно утворюють над верхнім прокатним валком ізолюючу повітряну завісу, а під час пауз у прокатці охолоджувач на верхній прокатний...
Спосіб наплавлення композитних валків
Номер патенту: 23707
Опубліковано: 11.06.2007
Автори: Колесник Володимир Федорович, Цівковський Олександр Григорович, Волошин Олексій Іванович, Кисельов Олександр Григорович
МПК: B22D 19/00
Мітки: спосіб, валків, композитних, наплавлення
Формула / Реферат:
Спосіб наплавлення композитних валків, переважно, прокатних станів, що включає розміщення заготівки у водоохолоджуваному кристалізаторі з кільцевим зазором, виплавку рідкого металу і його подачу в зазначений зазор, який відрізняється тим, що як вихідний наплавлюваний матеріал використовують терміт, наприклад, алюмінієвий, а наплавлення виконують при нерухомій заготівці перегрітим розплавом, що одержують у результаті згоряння терміту, при...
Попередній патент: Пристрій для фільтрації рідин
Наступний патент: Спосіб термічної газифікації твердого палива з підвищеною вологістю і зольністю
Випадковий патент: Композиція для лікування захворювань порожнини рота та горла та спосіб її отримання