Спосіб наплавлення композитних валків
Номер патенту: 23707
Опубліковано: 11.06.2007
Автори: Цівковський Олександр Григорович, Волошин Олексій Іванович, Кисельов Олександр Григорович, Колесник Володимир Федорович
Формула / Реферат
Спосіб наплавлення композитних валків, переважно, прокатних станів, що включає розміщення заготівки у водоохолоджуваному кристалізаторі з кільцевим зазором, виплавку рідкого металу і його подачу в зазначений зазор, який відрізняється тим, що як вихідний наплавлюваний матеріал використовують терміт, наприклад, алюмінієвий, а наплавлення виконують при нерухомій заготівці перегрітим розплавом, що одержують у результаті згоряння терміту, при цьому заготівку перед наплавленням нагрівають до 800 °С.
Текст
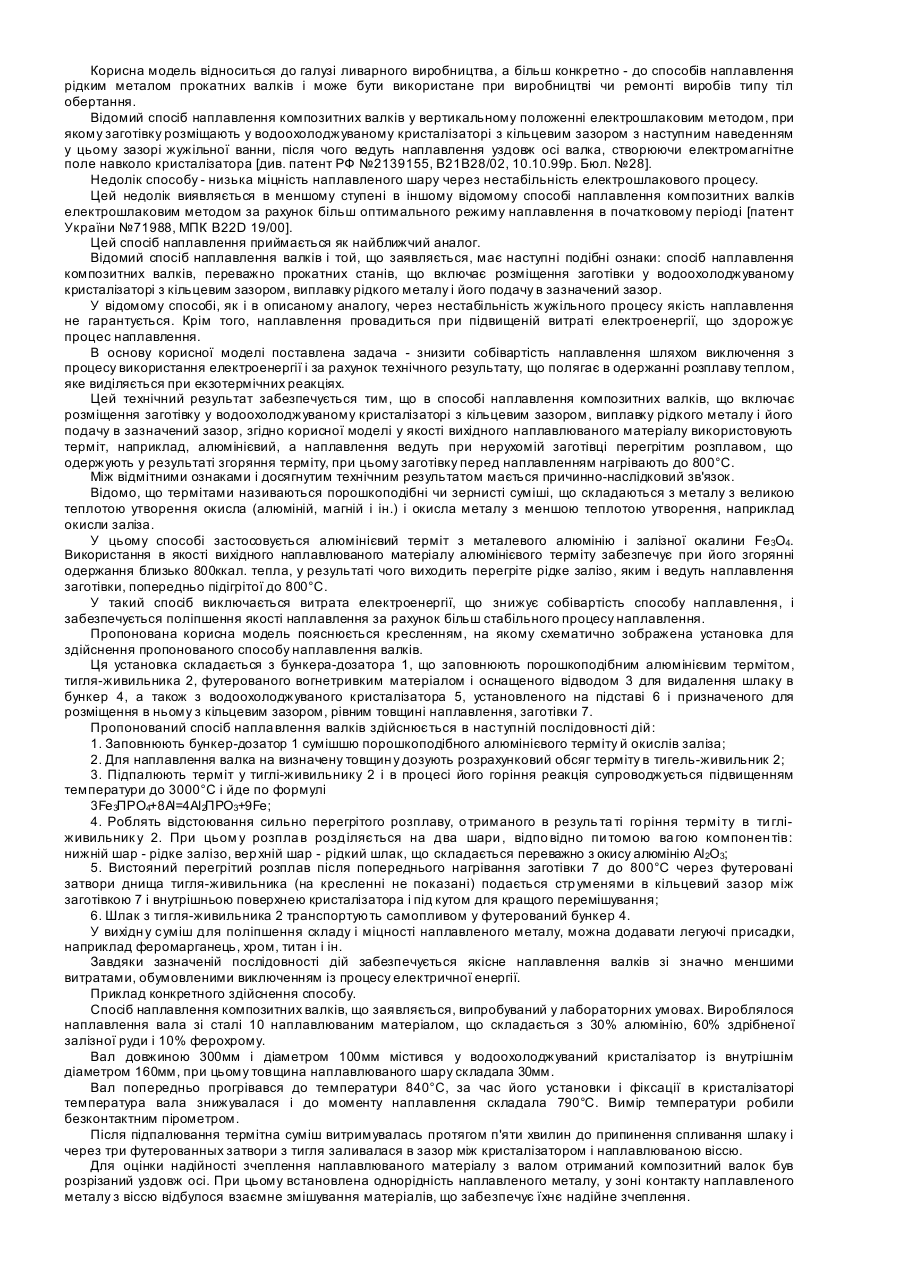
Корисна модель відноситься до галузі ливарного виробництва, а більш конкретно - до способів наплавлення рідким металом прокатних валків і може бути використане при виробництві чи ремонті виробів типу тіл обертання. Відомий спосіб наплавлення композитних валків у вертикальному положенні електрошлаковим методом, при якому заготівку розміщають у водоохолоджуваному кристалізаторі з кільцевим зазором з наступним наведенням у цьому зазорі жужільної ванни, після чого ведуть наплавлення уздовж осі валка, створюючи електромагнітне поле навколо кристалізатора [див. патент РФ №2139155, В21В28/02, 10.10.99р. Бюл. №28]. Недолік способу - низька міцність наплавленого шару через нестабільність електрошлакового процесу. Цей недолік виявляється в меншому ступені в іншому відомому способі наплавлення композитних валків електрошлаковим методом за рахунок більш оптимального режиму наплавлення в початковому періоді [патент України №71988, МПК B22D 19/00]. Цей спосіб наплавлення приймається як найближчий аналог. Відомий спосіб наплавлення валків і той, що заявляється, має наступні подібні ознаки: спосіб наплавлення композитних валків, переважно прокатних станів, що включає розміщення заготівки у водоохолоджуваному кристалізаторі з кільцевим зазором, виплавку рідкого металу і його подачу в зазначений зазор. У відомому способі, як і в описаному аналогу, через нестабільність жужільного процесу якість наплавлення не гарантується. Крім того, наплавлення провадиться при підвищеній витраті електроенергії, що здорожує процес наплавлення. В основу корисної моделі поставлена задача - знизити собівартість наплавлення шляхом виключення з процесу використання електроенергії і за рахунок технічного результату, що полягає в одержанні розплаву теплом, яке виділяється при екзотермічних реакціях. Цей технічний результат забезпечується тим, що в способі наплавлення композитних валків, що включає розміщення заготівку у водоохолоджуваному кристалізаторі з кільцевим зазором, виплавку рідкого металу і його подачу в зазначений зазор, згідно корисної моделі у якості вихідного наплавлюваного матеріалу використовують терміт, наприклад, алюмінієвий, а наплавлення ведуть при нерухомій заготівці перегрітим розплавом, що одержують у результаті згоряння терміту, при цьому заготівку перед наплавленням нагрівають до 800°С. Між відмітними ознаками і досягнутим технічним результатом мається причинно-наслідковий зв'язок. Відомо, що термітами називаються порошкоподібні чи зернисті суміші, що складаються з металу з великою теплотою утворення окисла (алюміній, магній і ін.) і окисла металу з меншою теплотою утворення, наприклад окисли заліза. У цьому способі застосовується алюмінієвий терміт з металевого алюмінію і залізної окалини Fe3O4. Використання в якості вихідного наплавлюваного матеріалу алюмінієвого терміту забезпечує при його згорянні одержання близько 800ккал. тепла, у результаті чого виходить перегріте рідке залізо, яким і ведуть наплавлення заготівки, попередньо підігрітої до 800°С. У такий спосіб виключається витрата електроенергії, що знижує собівартість способу наплавлення, і забезпечується поліпшення якості наплавлення за рахунок більш стабільного процесу наплавлення. Пропонована корисна модель пояснюється кресленням, на якому схематично зображена установка для здійснення пропонованого способу наплавлення валків. Ця установка складається з бункера-дозатора 1, що заповнюють порошкоподібним алюмінієвим термітом, тигля-живильника 2, футерованого вогнетривким матеріалом і оснащеного відводом 3 для видалення шлаку в бункер 4, а також з водоохолоджуваного кристалізатора 5, установленого на підставі 6 і призначеного для розміщення в ньому з кільцевим зазором, рівним товщині наплавлення, заготівки 7. Пропонований спосіб напла влення валків здійснюється в наступній послідовності дій: 1. Заповнюють бункер-дозатор 1 сумішшю порошкоподібного алюмінієвого терміту й окислів заліза; 2. Для наплавлення валка на визначену товщин у дозують розрахунковий обсяг терміту в тигель-живильник 2; 3. Підпалюють терміт у тиглі-живильнику 2 і в процесі його горіння реакція супроводжується підвищенням температури до 3000°С і йде по формулі 3Fe3ПPO4+8Аl=4Аl2ПРО3+9Fe; 4. Роблять відстоювання сильно перегрітого розплаву, о триманого в резуль та ті го ріння термі ту в ти гліживильник у 2. При цьом у розпла в розділяється на два шари , відпо відно пи томою ва гою компонен тів: нижній шар - рідке залізо, вер хній шар - рідкий шлак, що складається переважно з окису алюмінію Аl2О3; 5. Вистояний перегрітий розплав після попереднього нагрівання заготівки 7 до 800°С через футеровані затвори днища тигля-живильника (на кресленні не показані) подається стр уменями в кільцевий зазор між заготівкою 7 і внутрішньою поверхнею кристалізатора і під кутом для кращого перемішування; 6. Шлак з ти гля-живильника 2 транспортують самопливом у футерований бункер 4. У вихідн у суміш для поліпшення складу і міцності наплавленого металу, можна додавати легуючі присадки, наприклад феромарганець, хром, титан і ін. Завдяки зазначеній послідовності дій забезпечується якісне наплавлення валків зі значно меншими витратами, обумовленими виключенням із процесу електричної енергії. Приклад конкретного здійснення способу. Спосіб наплавлення композитних валків, що заявляється, випробуваний у лабораторних умовах. Вироблялося наплавлення вала зі сталі 10 наплавлюваним матеріалом, що складається з 30% алюмінію, 60% здрібненої залізної руди і 10% ферохрому. Вал довжиною 300мм і діаметром 100мм містився у водоохолоджуваний кристалізатор із внутрішнім діаметром 160мм, при цьому товщина наплавлюваного шару складала 30мм. Вал попередньо прогрівався до температури 840°С, за час його установки і фіксації в кристалізаторі температура вала знижувалася і до моменту наплавлення складала 790°С. Вимір температури робили безконтактним пірометром. Після підпалювання термітна суміш витримувалась протягом п'яти хвилин до припинення спливання шлаку і через три футерованных затвори з тигля заливалася в зазор між кристалізатором і наплавлюваною віссю. Для оцінки надійності зчеплення наплавлюваного матеріалу з валом отриманий композитний валок був розрізаний уздовж осі. При цьому встановлена однорідність наплавленого металу, у зоні контакту наплавленого металу з віссю відбулося взаємне змішування матеріалів, що забезпечує їхнє надійне зчеплення.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for surfacing of composite rolls
Автори англійськоюTsivkovskyi Oleksandr Hryhorovych, Voloshyn Oleksii Ivanovych, Kolesnyk Volodymyr Fedorovych, Kyseliov Oleksandr Hryhorovych
Назва патенту російськоюСпособ наплавки композитных валков
Автори російськоюЦивковский Александр Григорьевич, Волошин Алексей Иванович, Колесник Владимир Федорович, Киселев Александр Григорьевич
МПК / Мітки
МПК: B22D 19/00
Мітки: наплавлення, композитних, спосіб, валків
Код посилання
<a href="https://ua.patents.su/2-23707-sposib-naplavlennya-kompozitnikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення композитних валків</a>
Установка для електрошлакового наплавлення рідким металом композитних валків

Номер патенту: 32637
Опубліковано: 15.02.2001
Автори: Шевченко Віталій Юхимович, Чередниченко Валентин Олександрович, Цикуленко Анатолій Костянтинович, Білобров Юрій Миколаєвич, Федоровський Борис Борисович, Медовар Борис Ізраїльович, Скудар Георгій Маркович, Свиридов Олег Віталійович, Медовар Лев Борисович, Стрєльніков Микола Петрович, Чернець Олександр Владиславович, Ланцман Ізраїль Абович, Христиченко Володимир Іванович, Шабанов Володимир Борисович
МПК: B22D 19/16, B22D 19/00, B21B 1/00, B21B 28/00, B21B 27/00
Мітки: електрошлакового, композитних, металом, установка, рідким, наплавлення, валків
Текст:
...розміщена на колоні вер хня та нижня каретка з кристалізатором; - платформа з ємностями для рідкого ме талу та шлаку; - нижня стр умопідвідна та вер хня опори для заготівки валка; та відмінні ознаки: - оснащення носійним пристроєм С-подіб ної форми з вер хньою та нижньою горизонталь ними полицями, закріпленими на вер хній карет ці; - опорним пристроєм для попереднього центрування, установленим у верхній опорі; - пристрій для піді гріву...
Спосіб електрошлакового наплавлення рідким металом композитних валків, струмопідвідний кристалізатор і установка для здійснення способу
Номер патенту: 71988
Опубліковано: 17.01.2005
Автори: Свиридов Олег Віталійович, Скудар Георгій Маркович, Шабанов Володимир Борисович, Попирєв Олександр Валерійович, Білик Віктор Миколайович, Сєвост'янов Сергій Вікторович, Стрельніков Микола Петрович, Нощенко Генадій Володимирович, Новоселов Сергій Вікторович, Волков Олександр Степанович
МПК: B22D 19/16, B22D 23/00, B22D 19/06, C22B 9/18, B22D 19/10, C22B 9/193
Мітки: струмопідвідний, установка, кристалізатор, спосіб, здійснення, способу, металом, валків, рідким, композитних, наплавлення, електрошлакового
Формула / Реферат:
1. Спосіб електрошлакового наплавлення композитних прокатних валків, при якому в прорізі струмопідвідного кристалізатора розміщають металеву заготівку, що має стартовий пояс, після чого в кільцевий зазор, утворений заготівкою і внутрішньою поверхнею кристалізатора, подають рідкий шлак і рідкий метал для наплавлювання, створюють у зоні наплавлення обертальне магнітне поле для обертання шлакової і металевої ванни, який відрізняється тим, що...
Установка для електрошлакового наплавлення рідким металом композитних валків
Номер патенту: 63985
Опубліковано: 16.02.2004
Автори: Христиченко Володимир Іванович, Шабанов Володимир Борисович, Севост'янов Сергій Вікторович, Панченко Володимир Євгенович, Чередниченко Валентин Олександрович, Скудар Георгій Маркович, Свиридов Олег Віталійович, Білобров Юрій Миколаєвич
МПК: B22D 19/00, B22D 19/16, B21B 28/00
Мітки: металом, рідким, валків, композитних, електрошлакового, наплавлення, установка
Формула / Реферат:
Установка для електрошлакового наплавлення рідким металом композитних валків, яка містить верхню і нижню каретки, що встановлені з можливістю вертикального переміщення відносно опори, яка закріплена на фундаменті, струмопідвідний кристалізатор, платформу, що встановлена на фундаменті з розташованими на ній ємностями для шлаку та рідкого металу, верхню опору для валка, яка розміщена у верхній каретці, та нижню струмопідвідну опору для валка, а...
Спосіб виробництва композитних валків з калібрами
Номер патенту: 32476
Опубліковано: 15.12.2000
Автори: Савченко Іван Сергійович, Скудар Георгій Маркович, Невідомський Володимир Олександрович, Гуліда Володимир Пантелійович, Сєвост'янов Сергій Вікторович
МПК: B22D 19/00
Мітки: спосіб, виробництва, композитних, калібрами, валків
Текст:
...утворюють профільну поверхню, відповідну профілю калібрів валка; на фіг. 2 показано валок після електрошлакової наплавки профільованого робочого шару; на фіг. З показано той же валок після нарізання на його поверхні калібрів; на фіг. 4 показано структуру матеріалу валка в перерізі, виробленого заявленим способом; на фо тографії по казано макрошліф з нанесеними на ньому показниками замірів твердості, цифрами позначено твердість наплавленого...
Спосіб виробництва композитних прокатних валків
Номер патенту: 40007
Опубліковано: 16.07.2001
Автори: Сєвост'янов Сергій Вікторович, Невідомський Володимир Олександрович, Скудар Георгій Маркович, Гуліда Володимир Пантелійович, Савченко Іван Сергійович
МПК: B22D 23/00, B22D 19/16
Мітки: спосіб, виробництва, композитних, прокатних, валків
Формула / Реферат:
Спосіб виробництва композитних прокатних валків шляхом електрошлакового наплавлення, при якому в кільцевому зазорі між формуючою поверхнею кристалізатора і поверхнею заготовки утворюють робочий шар заллавлюванням кільцевого зазору чавунним витратним електродом, який відрізняється тим, що як кристалізатор використовують металеву оболонку, яку після заплавлювання кільцевого зазору зрізають при механічній обробці, при цьому товщину стінки...
Попередній патент: Спосіб лікування свербіння шкірних покривів у хворих з хронічною нирковою недостатністю, які перебувають на програмному гемодіалізі
Наступний патент: Штам бактерій yersinia enterocolitica 075-2д-к серологічний варіант 05 для виготовлення антигену та аглютинуючої діагностичної сироватки
Випадковий патент: Пристрій для транспортування та очистки коренебульбоплодів