Спосіб автоматичного газового наплавлення сталевих і чавунних прокатних валків
Номер патенту: 13167
Опубліковано: 15.03.2006
Автори: Сазонов Сергій Іванович, Тракшинський Роман Борисович
Формула / Реферат
Спосіб автоматичного газового наплавлення чавуном сталевих і чавунних прокатних валків, що включає використання металевопорошкової шихти, технологічних флюсів і модифікувальних присадок, спеціального багатофакельного двосекційного газового пальника, який відрізняється тим, що температура нагрівання рідкої наплавної ванни встановлюється на 50-100 °С вище температури плавлення матеріалу валка, а температура нагрівання валка перед наплавленням встановлюється для сталевих валків 400-450 °С і для чавунних 300-350 °С, при цьому металевопорошкова шихта містить порошок чавуна наступного складу, %: С - 2,3...3,2, Si - 1,7...2,0, Mn - 0,5...0,8, P - 0,05...0,2, S не більше 0,1, Cr - 0,7...1,5, Ni - 1,0...1,5, Fe - решта.
Текст
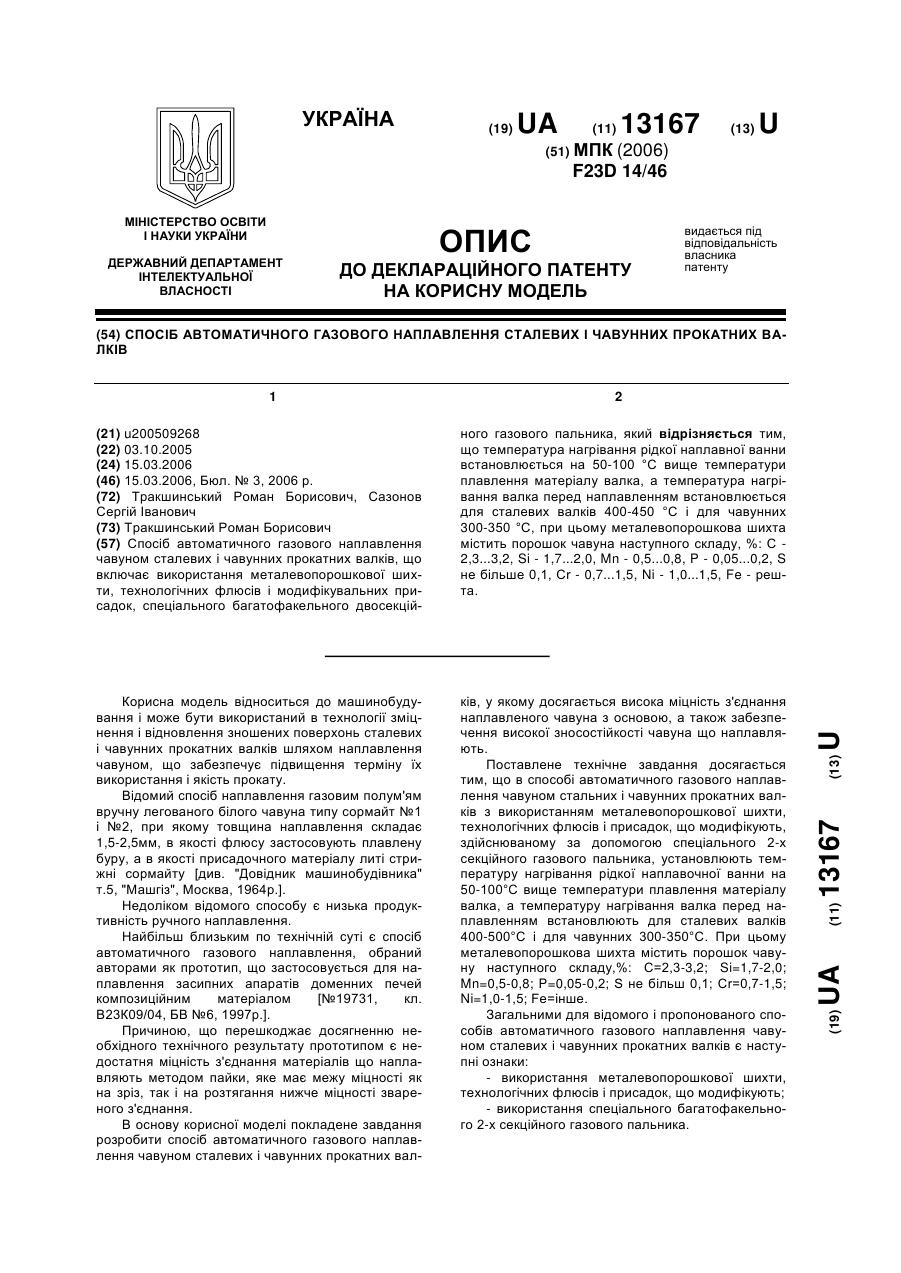
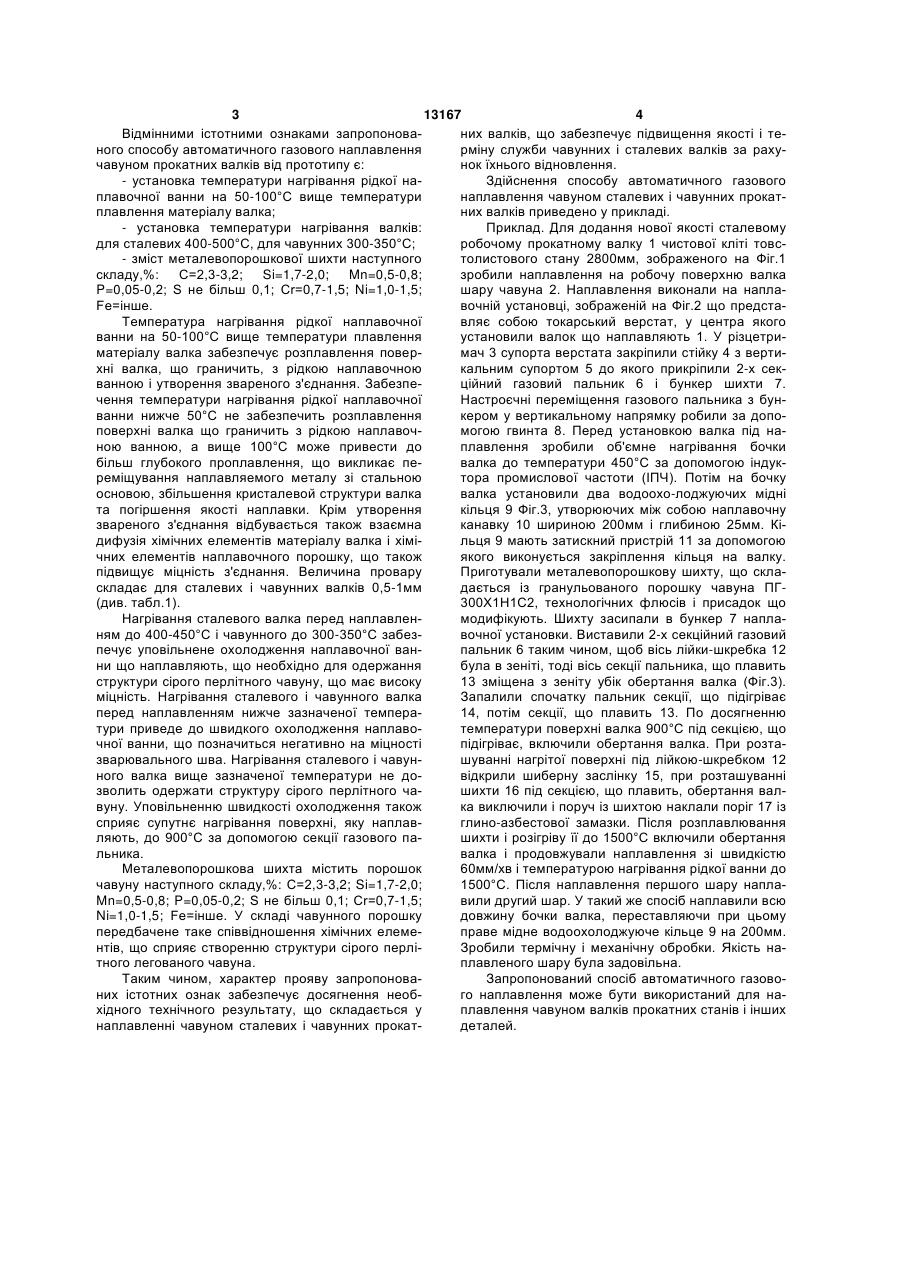
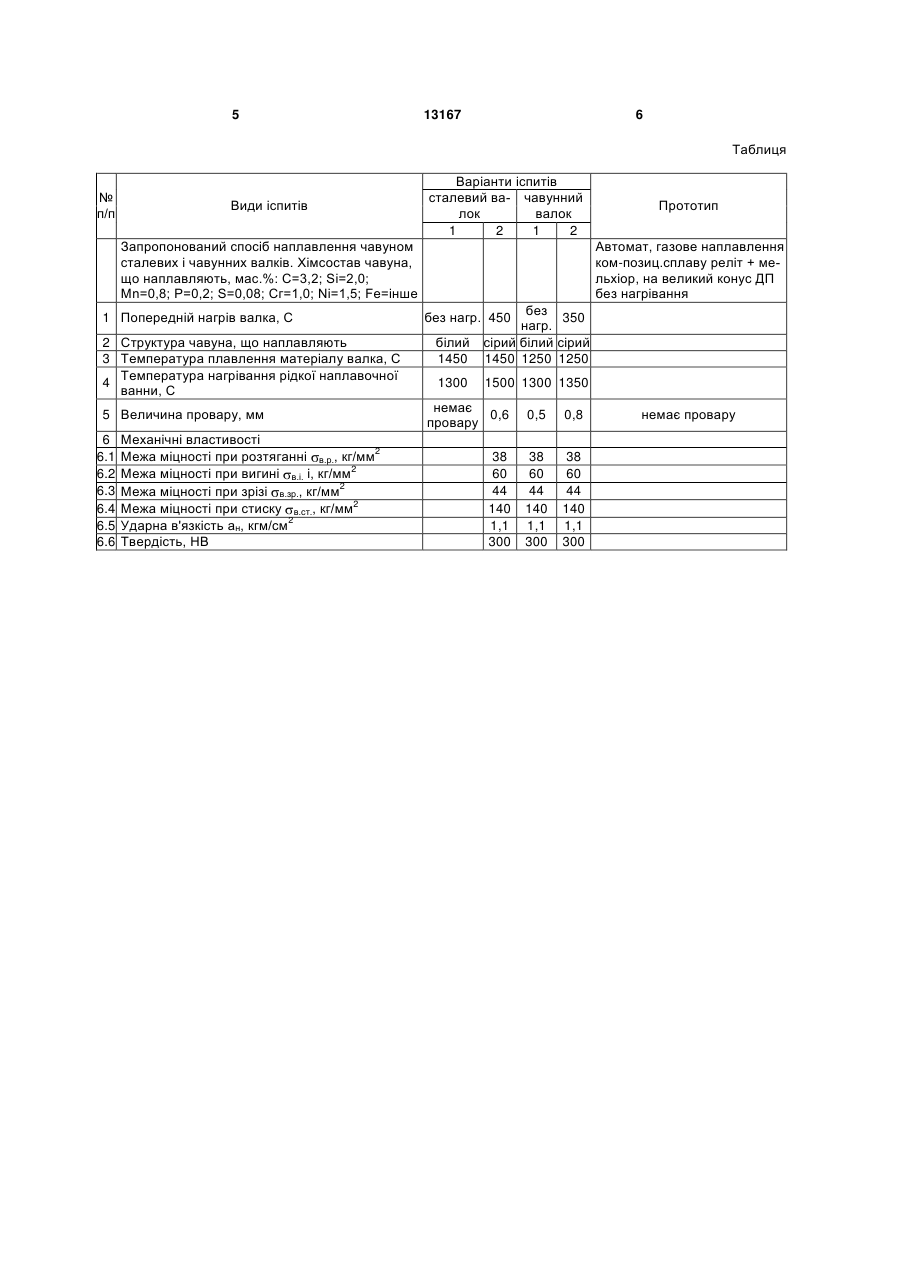
Спосіб автоматичного газового наплавлення чавуном сталевих і чавунних прокатних валків, що включає використання металевопорошкової шихти, технологічних флюсів і модифікувальних присадок, спеціального багатофакельного двосекцій 3 13167 4 Відмінними істотними ознаками запропонованих валків, що забезпечує підвищення якості і теного способу автоматичного газового наплавлення рміну служби чавунних і сталевих валків за рахучавуном прокатних валків від прототипу є: нок їхнього відновлення. - установка температури нагрівання рідкої наЗдійснення способу автоматичного газового плавочної ванни на 50-100°С вище температури наплавлення чавуном сталевих і чавунних прокатплавлення матеріалу валка; них валків приведено у прикладі. - установка температури нагрівання валків: Приклад. Для додання нової якості сталевому для сталевих 400-500°С, для чавунних 300-350°С; робочому прокатному валку 1 чистової кліті товс- зміст металевопорошкової шихти наступного толистового стану 2800мм, зображеного на Фіг.1 складу,%: С=2,3-3,2; Si=1,7-2,0; Mn=0,5-0,8; зробили наплавлення на робочу поверхню валка P=0,05-0,2; S не більш 0,1; Cr=0,7-1,5; Ni=1,0-1,5; шару чавуна 2. Наплавлення виконали на наплаFe=інше. вочній установці, зображеній на Фіг.2 що предстаТемпература нагрівання рідкої наплавочної вляє собою токарський верстат, у центра якого ванни на 50-100°С вище температури плавлення установили валок що наплавляють 1. У різцетриматеріалу валка забезпечує розплавлення повермач 3 супорта верстата закріпили стійку 4 з вертихні валка, що граничить, з рідкою наплавочною кальним супортом 5 до якого прикріпили 2-х секванною і утворення звареного з'єднання. Забезпеційний газовий пальник 6 і бункер шихти 7. чення температури нагрівання рідкої наплавочної Настроєчні переміщення газового пальника з бунванни нижче 50°С не забезпечить розплавлення кером у вертикальному напрямку робили за допоповерхні валка що граничить з рідкою наплавочмогою гвинта 8. Перед установкою валка під наною ванною, а вище 100°С може привести до плавлення зробили об'ємне нагрівання бочки більш глубокого проплавлення, що викликає певалка до температури 450°С за допомогою індукреміщування наплавляемого металу зі стальною тора промислової частоти (ІПЧ). Потім на бочку основою, збільшення кристалевой структури валка валка установили два водоохо-лоджуючих мідні та погіршення якості наплавки. Крім утворення кільця 9 Фіг.3, утворюючих між собою наплавочну звареного з'єднання відбувається також взаємна канавку 10 шириною 200мм і глибиною 25мм. Кідифузія хімічних елементів матеріалу валка і хімільця 9 мають затискний пристрій 11 за допомогою чних елементів наплавочного порошку, що також якого виконується закріплення кільця на валку. підвищує міцність з'єднання. Величина провару Приготували металевопорошкову шихту, що скласкладає для сталевих і чавунних валків 0,5-1мм дається із гранульованого порошку чавуна ПГ(див. табл.1). 300Х1Н1С2, технологічних флюсів і присадок що Нагрівання сталевого валка перед наплавленмодифікують. Шихту засипали в бункер 7 напланям до 400-450°С і чавунного до 300-350°С забезвочної установки. Виставили 2-х секційний газовий печує уповільнене охолодження наплавочної ванпальник 6 таким чином, щоб вісь лійки-шкребка 12 ни що наплавляють, що необхідно для одержання була в зеніті, тоді вісь секції пальника, що плавить структури сірого перлітного чавуну, що має високу 13 зміщена з зеніту убік обертання валка (Фіг.3). міцність. Нагрівання сталевого і чавунного валка Запалили спочатку пальник секції, що підігріває перед наплавленням нижче зазначеної темпера14, потім секції, що плавить 13. По досягненню тури приведе до швидкого охолодження наплавотемператури поверхні валка 900°С під секцією, що чної ванни, що позначиться негативно на міцності підігріває, включили обертання валка. При розтазварювального шва. Нагрівання сталевого і чавуншуванні нагрітої поверхні під лійкою-шкребком 12 ного валка вище зазначеної температури не довідкрили шиберну заслінку 15, при розташуванні зволить одержати структуру сірого перлітного чашихти 16 під секцією, що плавить, обертання валвуну. Уповільненню швидкості охолодження також ка виключили і поруч із шихтою наклали поріг 17 із сприяє супутнє нагрівання поверхні, яку наплавглино-азбестової замазки. Після розплавлювання ляють, до 900°С за допомогою секції газового пашихти і розігріву її до 1500°С включили обертання льника. валка і продовжували наплавлення зі швидкістю Металевопорошкова шихта містить порошок 60мм/хв і температурою нагрівання рідкої ванни до чавуну наступного складу,%: С=2,3-3,2; Si=1,7-2,0; 1500°С. Після наплавлення першого шару наплаMn=0,5-0,8; P=0,05-0,2; S не більш 0,1; Cr=0,7-1,5; вили другий шар. У такий же спосіб наплавили всю Ni=1,0-1,5; Fe=інше. У складі чавунного порошку довжину бочки валка, переставляючи при цьому передбачене таке співвідношення хімічних елемеправе мідне водоохолоджуюче кільце 9 на 200мм. нтів, що сприяє створенню структури сірого перліЗробили термічну і механічну обробки. Якість натного легованого чавуна. плавленого шару була задовільна. Таким чином, характер прояву запропоноваЗапропонований спосіб автоматичного газовоних істотних ознак забезпечує досягнення необго наплавлення може бути використаний для нахідного технічного результату, що складається у плавлення чавуном валків прокатних станів і інших наплавленні чавуном сталевих і чавунних прокатдеталей. 5 13167 6 Таблиця № п/п Види іспитів Варіанти іспитів сталевий ва- чавунний лок валок 1 2 1 2 Запропонований спосіб наплавлення чавуном сталевих і чавунних валків. Хімсостав чавуна, що наплавляють, мас.%: C=3,2; Si=2,0; Mn=0,8; Р=0,2; S=0,08; Сг=1,0; Ni=1,5; Fe=інше 1 Попередній нагрів валка, С 2 Структура чавуна, що наплавляють 3 Температура плавлення матеріалу валка, С Температура нагрівання рідкої наплавочної 4 ванни, С 5 Величина провару, мм 6 6.1 6.2 6.3 6.4 6.5 6.6 Механічні властивості Межа міцності при розтяганні в.р., кг/мм2 Межа міцності при вигині в.і. і, кг/мм2 Межа міцності при зрізі в.зр., кг/мм2 Межа міцності при стиску в.ст., кг/мм2 Ударна в'язкість ан, кгм/см2 Твердість, НВ Прототип Автомат, газове наплавлення ком-позиц.сплаву реліт + мельхіор, на великий конус ДП без нагрівання білий 1450 без 350 нагр. сірий білий сірий 1450 1250 1250 1300 1500 1300 1350 без нагр. 450 немає 0,6 провару 0,5 0,8 38 60 44 140 1,1 300 38 60 44 140 1,1 300 38 60 44 140 1,1 300 немає провару 7 Комп’ютерна верстка В. Мацело 13167 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automated gas build-up welding of steel and cast iron forming rolls
Автори англійськоюTrakshynskyi Roman Borysovych, Sazonov Serhii Ivanovych
Назва патенту російськоюСпособ автоматического газового наплавления стальных и чугунных прокатных валков
Автори російськоюТракшинский Роман Борисович, Сазонов Сергей Иванович
МПК / Мітки
МПК: F23D 14/46
Мітки: спосіб, валків, сталевих, газового, чавунних, прокатних, наплавлення, автоматичного
Код посилання
<a href="https://ua.patents.su/4-13167-sposib-avtomatichnogo-gazovogo-naplavlennya-stalevikh-i-chavunnikh-prokatnikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного газового наплавлення сталевих і чавунних прокатних валків</a>
Спосіб лиття двошарових чавунних прокатних валків
Номер патенту: 36314
Опубліковано: 15.07.2003
Автори: Ревякін Олександр Миколайович, Гольдштейн Леонід Борисович, Дяченко Юрій Васильович, Кондратенко Віктор Іванович, Будаг'янц Микола Абрамович, Балаклієць Ігор Альбінович, Сирота Дмитро Олександрович
МПК: B22D 19/16, B22D 27/20
Мітки: прокатних, чавунних, спосіб, двошарових, лиття, валків
Формула / Реферат:
Спосіб лиття двошарових чавунних прокатних валків, що включає заливання у форму металу робочого прошарку валка, модифікованого телуром, витримку для кристалізації робочого прошарку, наступне заливання у форму металу серцевини, який відрізняється тим, що заливання ведуть у кокіль із піщаним покриттям на робочій поверхні, а витрату телуру визначають за таким співвідношенням:Te = F · Rt · K,де Те - витрата телуру, г на тонну...
Спосіб автоматичного газового наплавлення
Номер патенту: 10144
Опубліковано: 15.11.2005
Автори: Тракшинський Роман Борисович, Сазонов Сергій Іванович
МПК: C23C 6/00, B22D 19/00
Мітки: газового, автоматичного, наплавлення, спосіб
Формула / Реферат:
Спосіб автоматичного газового наплавлення, що включає попереднє нагрівання деталі, що наплавляють, газокисневим пальником і поступове плавлення шихтових матеріалів, що містять зернистий наповнювач, порошок легкоплавкого матричного сплаву і технологічний флюс, який відрізняється тим, що процес наплавлення ведуть, поєднуючи попереднє нагрівання поверхні, що наплавляють, і плавлення шихтових матеріалів, причому попереднє нагрівання поверхні...
Спосіб нанесення теплоізолюючих покриттів на кокілі при литті чавунних прокатних валків
Номер патенту: 74728
Опубліковано: 16.01.2006
Автори: Кондратенко Віктор Іванович, Дяченко Юрій Васильович, Балаклієць Ігор Альбінович, Філіпов Валентин Семенович, Сирота Олександр Олексійович, Будаг'янц Микола Абрамович
МПК: B22D 13/00
Мітки: валків, прокатних, кокілі, покриттів, спосіб, литті, чавунних, теплоізолюючих, нанесення
Формула / Реферат:
Спосіб нанесення теплоізолюючих покриттів на кокілі при литті чавунних прокатних валків, що включає підігрів кокілю до 50-90 °С і нанесення на його робочу поверхню теплоізолюючого покриття за допомогою відцентрового розпилювача у вертикальній площині, швидкість обертання якого складає 600-1500 об/хв, швидкість переміщення 12-18 см/с, а витрата теплоізолюючого покриття складає 0,257-0,780 л/с, який відрізняється тим, що покриття наносять...
Спосіб нанесення теплоізоляційного покриття на кокілі для лиття чавунних прокатних валків
Номер патенту: 21317
Опубліковано: 15.11.2000
Автори: Будаг'янц Микола Абрамович, Гольдштейн Леонід Борисович, Сирота Олександр Олексійович, Балаклієць Ігор Альбінович, Філіпов Валентин Семенович
МПК: C23C 20/00, C23C 18/00, B22C 23/00, B22D 25/00
Мітки: лиття, кокілі, теплоізоляційного, нанесення, валків, чавунних, покриття, прокатних, спосіб
Формула / Реферат:
Способ нанесения теплоизолирующих покрытий на кокили при литье чугунных прокатных валков, включающий его подогрев до 50 - 90°C и нанесение на его рабочую поверхность теплоизолирующего покрытия с помощью центробежного распылителя, перемещаемого в вертикальной плоскости, отличающийся тем, что подогрев кокиля осуществляется до 50 - 90°, а расход теплоизолирующего покрытия составляет 0,257 - 0,78л/с при частоте вращения распылителя определяемой...
Спосіб відцентрового лиття двошарових прокатних валків з робочим шаром з високолегованого чавуну
Номер патенту: 31164
Опубліковано: 17.12.2001
Автори: Будаг'янц Микола Абрамович, Жижкіна Наталія Олександрівна, Балаклієць Ігор Альбінович, Дяченко Юрій Васильович, Сирота Дмитро Олександрович, Кондратенко Віктор Іванович, Гольдштейн Леонід Борисович
МПК: B22D 13/02
Мітки: високолегованого, шаром, відцентрового, робочим, двошарових, валків, спосіб, прокатних, лиття, чавуну
Формула / Реферат:
Спосіб відцентрового лиття двошарових прокатних валків з робочим шаром з високолегованого чавуни, що включає обертання ливарної форми навколо вертикальної осі, заливання металу робочого шару, витримку для затвердіння робочого шару, заливання першої порції металу серцевини, витримку для затвердіння перехідної зони і заливання залишку металу серцевини, який відрізняється тим, що заливання металу робочого шару ведуть із витратою 1,1-1,3 обсягу...