Спосіб механічної обробки конструкційних матеріалів

Формула / Реферат
Спосіб механічної обробки конструкційних матеріалів, що містить в собі лезову або абразивну обробку з накладанням вимушених ультразвукових коливань, який відрізняється тим, що для обробки газотермічних покриттів здійснюють зовнішню вимушену вібрацію різального інструменту або деталі з амплітудою, що дорівнює амплітуді автоколивань елементів технологічної системи і довжиною хвилі сумірною або кратною товщині покриття.
Текст
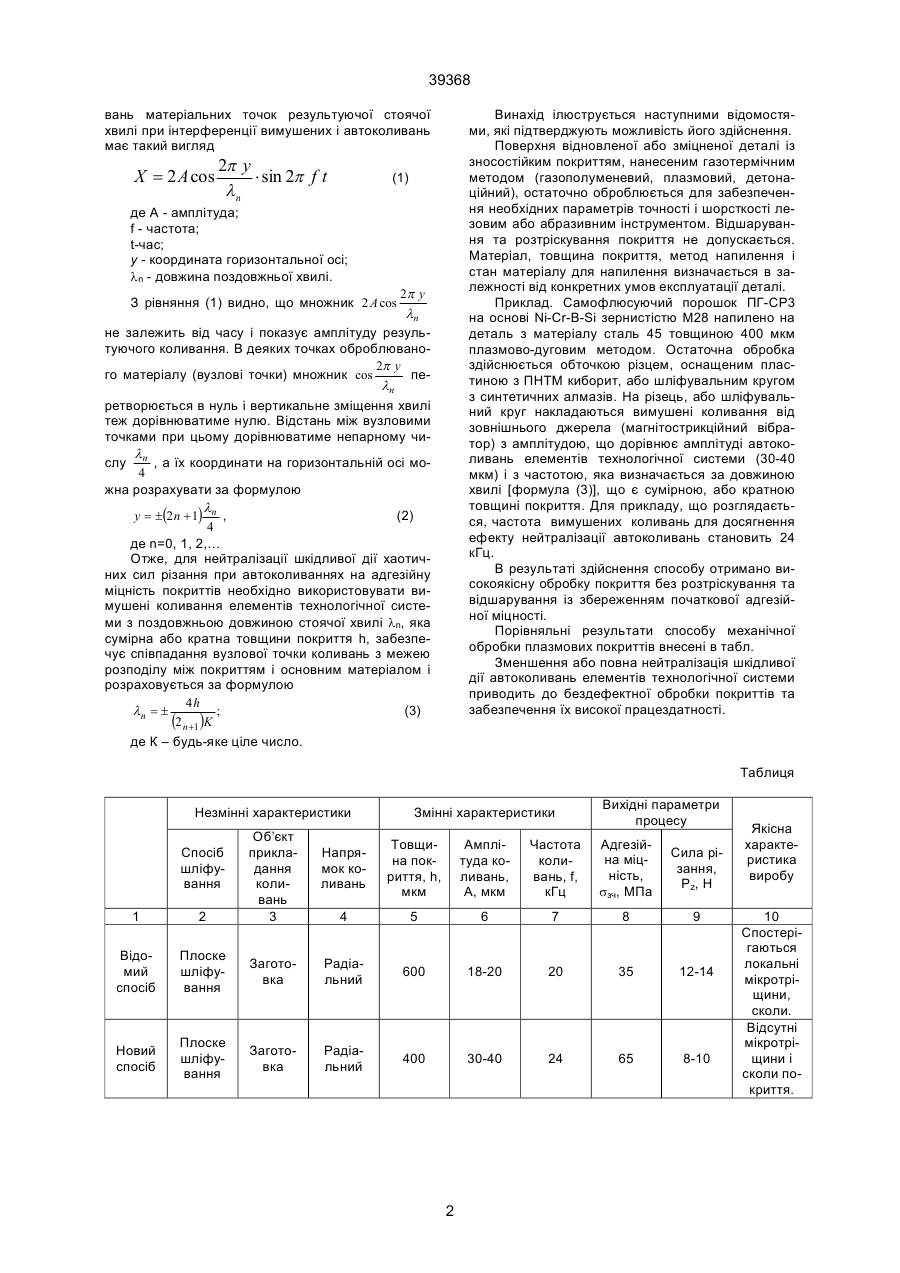
Спосіб механічної обробки конструкційних матеріалів, що містить в собі лезову або абразивну 39368 вань матеріальних точок результуючої стоячої хвилі при інтерференції вимушених і автоколивань має такий вигляд X = 2 A cos 2p y × sin 2p f t ln Винахід ілюструється наступними відомостями, які підтверджують можливість його здійснення. Поверхня відновленої або зміцненої деталі із зносостійким покриттям, нанесеним газотермічним методом (газополуменевий, плазмовий, детонаційний), остаточно оброблюється для забезпечення необхідних параметрів точності i шорсткості лезовим або абразивним інструментом. Відшарування та розтріскування покриття не допускається. Матеріал, товщина покриття, метод напилення i стан матеріалу для напилення визначається в залежності від конкретних умов експлуатації деталі. Приклад. Самофлюсуючий порошок ПГ-СР3 на основі Ni-Cr-В-Si зернистістю М28 напилено на деталь з матеріалу сталь 45 товщиною 400 мкм плазмово-дуговим методом. Остаточна обробка здійснюється обточкою різцем, оснащеним пластиною з ПНТМ киборит, або шліфувальним кругом з синтетичних алмазів. На різець, або шліфувальний круг накладаються вимушені коливання від зовнішнього джерела (магнітострикційний вібратор) з амплітудою, що дорівнює амплітуді автоколивань елементів технологічної системи (30-40 мкм) і з частотою, яка визначається за довжиною хвилі [формула (3)], що є сумірною, або кратною товщині покриття. Для прикладу, що розглядається, частота вимушених коливань для досягнення ефекту нейтралізації автоколивань становить 24 кГц. В результаті здійснення способу отримано високоякісну обробку покриття без розтріскування та відшарування із збереженням початкової адгезійної міцності. Порівняльні результати способу механічної обробки плазмових покриттів внесені в табл. Зменшення або повна нейтралізація шкідливої дії автоколивань елементів технологічної системи приводить до бездефектної обробки покриттів та забезпечення їх високої працездатності. (1) де A - амплітуда; f - частота; t-час; у - координата горизонтальної осі; ln - довжина поздовжньої хвилі. 2p y ln не залежить від часу i показує амплітуду результуючого коливання. В деяких точках оброблювано2p y го матеріалу (вузлові точки) множник cos пеln ретворюється в нуль i вертикальне зміщення хвилі теж дорівнюватиме нулю. Відстань між вузловими точками при цьому дорівнюватиме непарному чиl слу n , а їх координати на горизонтальній осі мо4 жна розрахувати за формулою l y = ±(2 n + 1) n , (2) 4 де n=0, 1, 2,… Отже, для нейтралізації шкідливої дії хаотичних сил різання при автоколиваннях на адгезійну міцність покриттів необхідно використовувати вимушені коливання елементів технологічної системи з поздовжньою довжиною стоячої хвилі ln, яка сумірна або кратна товщини покриття h, забезпечує співпадання вузлової точки коливань з межею розподілу між покриттям і основним матеріалом і розраховується за формулою 4h ln = ± ; (3) (2 n+1 )K де К – будь-яке ціле число. З рівняння (1) видно, що множник 2 A cos Таблиця Незмінні характеристики Спосіб шліфування Об’єкт прикладання коливань 3 Змінні характеристики Вихідні параметри процесу Напрямок коливань Товщина покриття, h, мкм Амплітуда коливань, А, мкм Частота коливань, f, кГц Адгезійна міцність, sзч, МПа Сила різання, Рz, Н 4 5 6 7 8 9 1 2 Відомий спосіб Плоске шліфування Заготовка Радіальний 600 18-20 20 35 12-14 Новий спосіб Плоске шліфування Заготовка Радіальний 400 30-40 24 65 8-10 2 Якісна характеристика виробу 10 Спостерігаються локальні мікротріщини, сколи. Відсутні мікротріщини і сколи покриття. 39368 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of mechanical processing of construction materials
Автори англійськоюPylypenko Oleksandr Mykhailovych
Назва патенту російськоюСпособ механической обработки конструкционных материалов
Автори російськоюПилипенко Александр Михайлович
МПК / Мітки
МПК: B23P 13/00
Мітки: конструкційних, матеріалів, обробки, механічної, спосіб
Код посилання
<a href="https://ua.patents.su/3-39368-sposib-mekhanichno-obrobki-konstrukcijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб механічної обробки конструкційних матеріалів</a>
Спосіб механічної обробки конструкційних матеріалів
Номер патенту: 37532
Опубліковано: 15.05.2001
Автор: Пилипенко Олександр Михайлович
МПК: B23P 13/00
Мітки: конструкційних, матеріалів, обробки, механічної, спосіб
Формула / Реферат:
Спосіб механічної обробки конструкційних матеріалів, що містить в собі лезову або абразивну обробку з накладанням вимушених ультразвукових коливань, який відрізняється тим, що для обробки газотермічиих покриттів здійснюють вібрацію різального інструменту або деталі з амплітудою, сумірною або кратною величині розміру напилених частинок.
Пристрій для механічної обробки деталей із полімерних матеріалів
Номер патенту: 647
Опубліковано: 15.12.1993
Автори: Мардупенко Валентина Петрівна, Зінченко Анатолій Іванович
МПК: B29C 37/00
Мітки: деталей, матеріалів, полімерних, механічної, обробки, пристрій
Формула / Реферат:
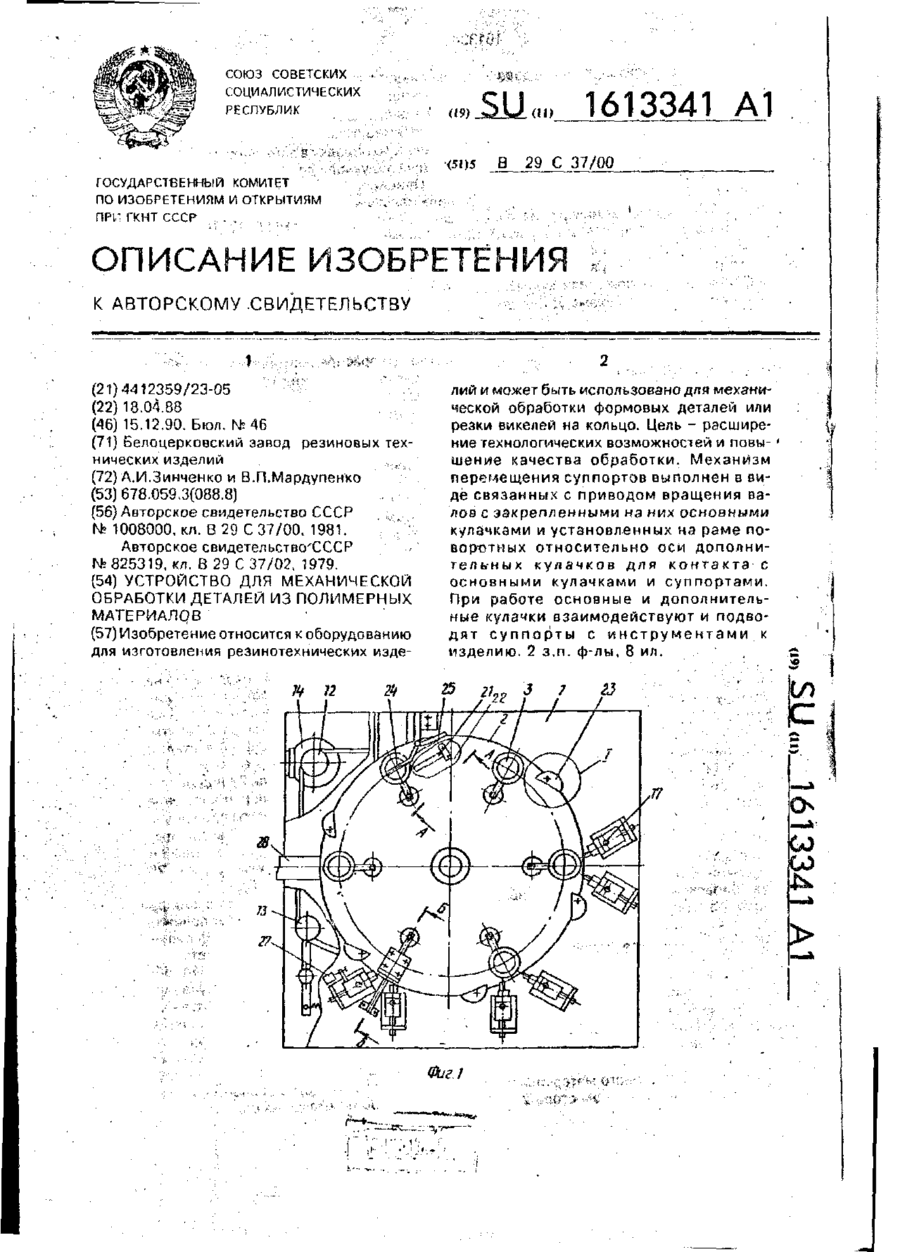
Ф о р м у л а и з о б р е т е н и я 1. Устройство для механической обработки деталей из полимерных материалов, содержащее смонтированные на раме поворотный стол с оправками для деталей, мальтийский механизм прерывистого вращения стола, механизм вращения оправок, прижим, который закреплен на штоке цилиндра и установлен соосно с оправками, механизм сбрасывания деталей и связанные с механизмом их перемещения суппорты с обрабатывающим...
Спосіб підвищення стійкості ріжучого інструменту та оброблюваності конструкційних матеріалів
Номер патенту: 23912
Опубліковано: 31.08.1998
Автори: Остафьєв Володимир Олександрович, Бурлаков Андрій Анатолійович, Гладкий Ярослав Миколайович, Сілін Радомир Іванович
МПК: C23C 14/58, C23C 14/00
Мітки: інструменту, оброблюваності, конструкційних, спосіб, ріжучого, підвищення, стійкості, матеріалів
Формула / Реферат:
Способ повышения стойкости режущего инструмента и обрабатываемости конструкционных материалов, включающий подготовку поверхности инструмента к нанесению упрочняющего покрытия, упрочнения на установке типа "БУЛАТ" в вакууме, отличающийся тем, что перед упрочнением на инструмент наносят тонкопленочный барьерный слой окисла алюминия АІгОз, а после упрочнения выдерживают в 70% растворе соляной кислоты в течение 3-5 минут при комнатной...
Ампула для внутрішньореакторних випробувань конструкційних матеріалів
Номер патенту: 18449
Опубліковано: 25.12.1997
Автори: Мельник-Куцин Юрій Полікарпович, Бойчук Валерій Миколайович, Ахмелкін Євген Павлович, Коробко Георгій Самуїлович, Карлов Олєг Гєрмановіч
МПК: G21C 17/00
Мітки: ампула, випробувань, конструкційних, внутрішньореакторних, матеріалів
Формула / Реферат:
1. Ампула для внутриреакторных испытаний конструкционных материалов, содержащая узлы передачи усилий и крепления образца, измерительные термопары, циркуляционный газопровод для охлаждения образца и систему регулирования температуры образца, отличающаяся тем, что система регулировки температуры образца выполнена в виде биметаллической пластины, верхний край которой связан с заслонкой, выполненной с возможностью перемещения вдоль направляющих...
Концентрат-паста подвійного призначення для процесів механічної обробки металів
Номер патенту: 37362
Опубліковано: 15.05.2001
Автори: Кириченко Віктор Іванович, Кириченко Людмила Мефодієвна, Свідерській Владислав Петрович
МПК: C10N 40/20, C10M 173/00
Мітки: металів, концентрат-паста, обробки, механічної, процесів, призначення, подвійного
Формула / Реферат:
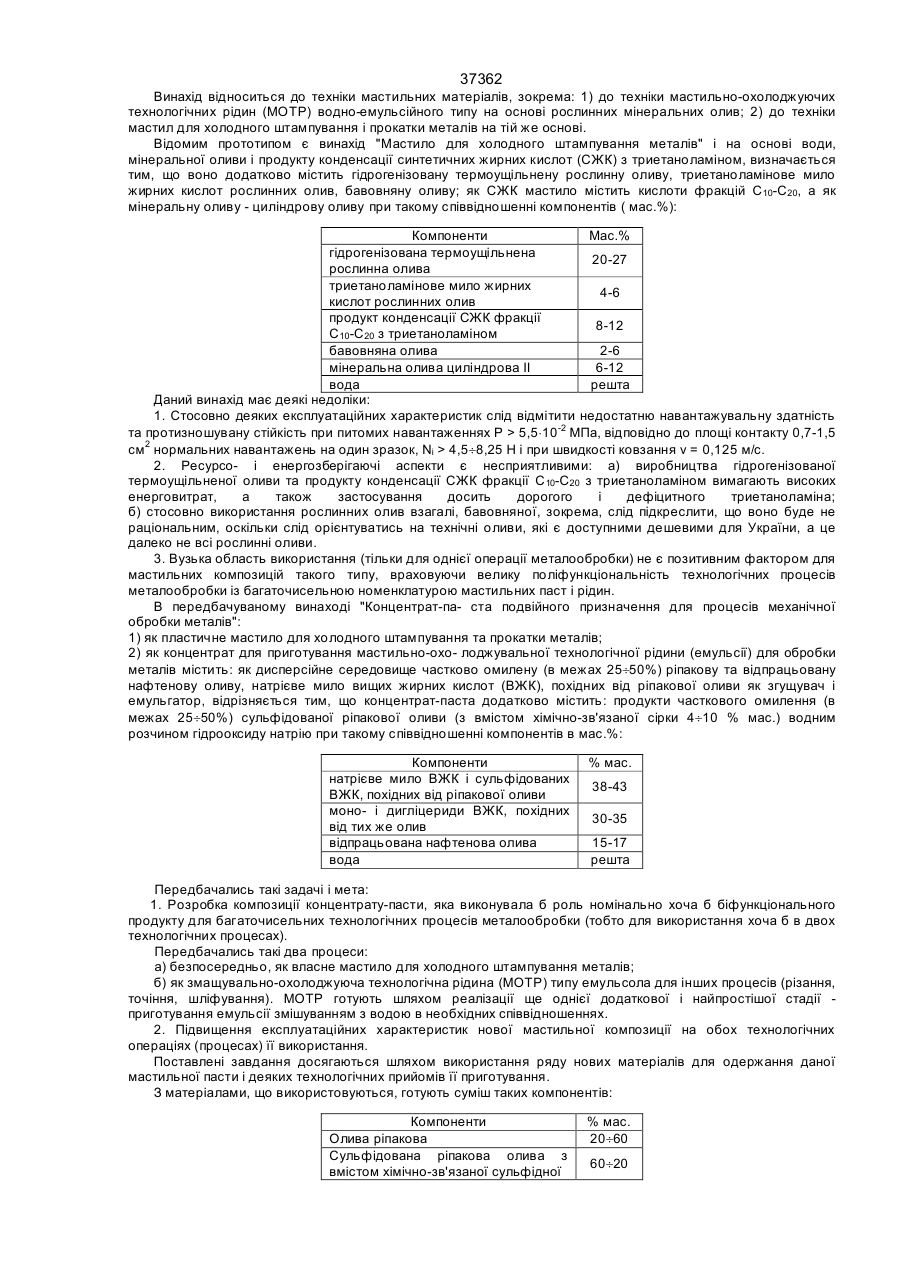
Концентрат-паста подвійного призначення для процесів механічнічної обробки металів, що міститьяк дисперсійне середовище омилену в межах 25¸50% мас. ріпакову та відпрацьовану нафтенову оливи,натрієве мило вищих жирних кислот, похідних від ріпакової оливи як загущувач і емульгатор, яка відрізняється тим, що концентрат-паста додатково містить як протизношувальну присадку продукти часткового омилення в межах...
Попередній патент: Промивальна рідина
Наступний патент: Електродуговий плазмотрон для різання металів
Випадковий патент: Спосіб оптимізації живлення рослин на ранніх етапах розвитку