Спосіб просочення довгомірних волокнистих наповнювачів полімерними зв’язуючими
Формула / Реферат
Спосіб просочення довгомірних волокнистих наповнювачів полімерними зв'язуючими, що включає ультразвукову дію на зв'язуюче і армуючий наповнювач у просочувальній ванні концентраторами ультразвукових коливань ножового типу, а також подальше намотування просоченого наповнювача на оправку, який відрізняється тим, що проводять попередню ультразвукову обробку зв'язуючого, яке потім зливають у просочувальну ванну, просочують цим зв'язуючим армуючий волокнистий наповнювач, який після виходу з просочувальної ванни допросочують до стадії віджимання ультразвуковими концентраторами поздовжніх коливань, розташованими один напроти одного і симетрично відносно допросочуваного довгомірного волокнистого наповнювача, а при намотуванні наповнювача на оправку проводять його контактну ультразвукову обробку концентратором ножового типу, розташованим перпендикулярно намотуваному просоченому наповнювачу і робочій поверхні оправки.
Текст
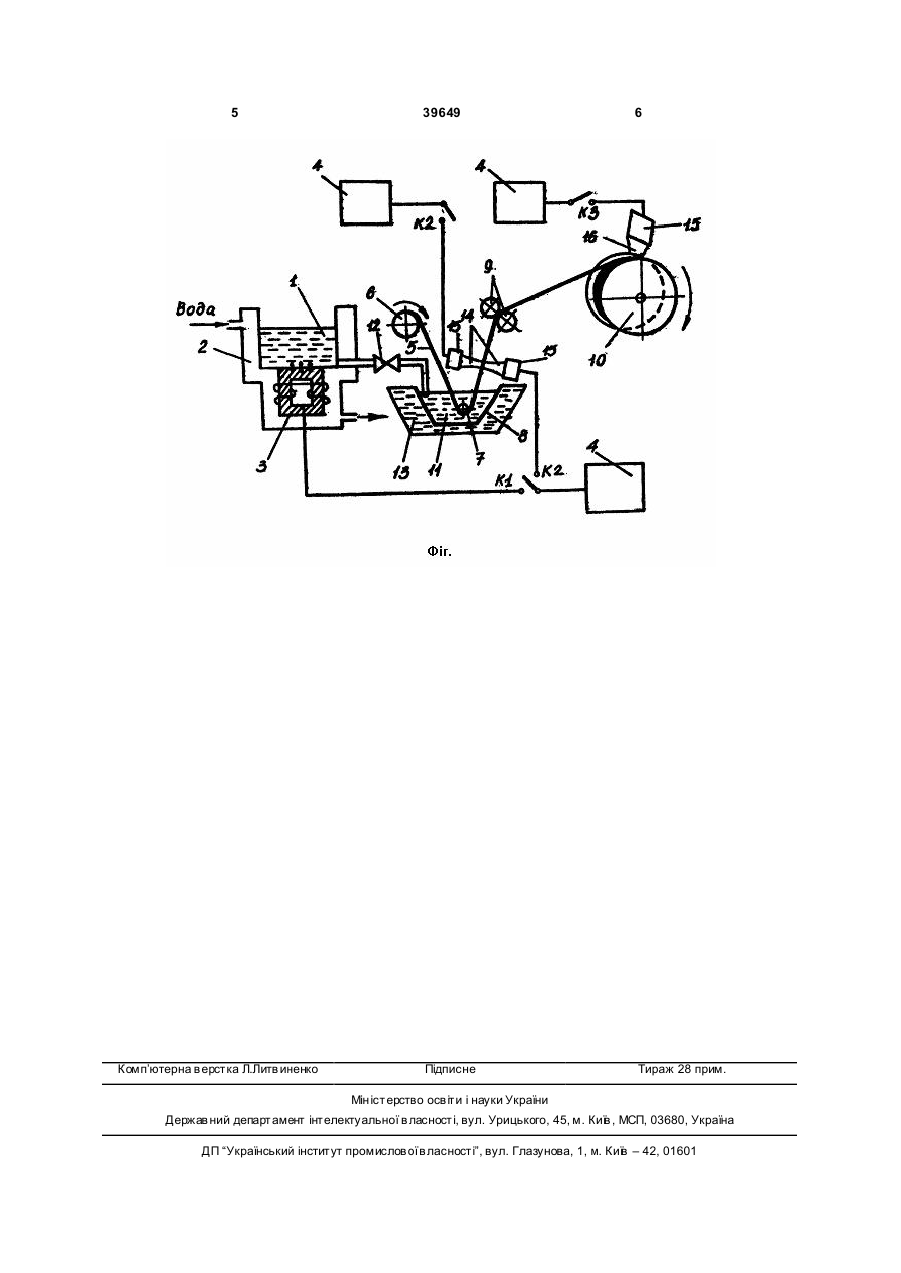
Спосіб просочення довгомірних волокнистих наповнювачів полімерними зв'язуючими, що включає ультразвукову дію на зв'язуюче і армуючий наповнювач у просочувальній ванні концентраторами ультразвукових коливань ножового типу, а також подальше намотування просоченого наповнювача на оправку, який відрізняється тим, що 3 39649 обробка) зв'язуючим виключає тривале розігрівання що пов'язує. Винесення концентраторів із зони зв'язуючого до віджимних валків виключає зайве розігрівання зв'язуючого і генерацію в ньому повітряних міхурів. Полегшується також видалення повітря з міжволоконного простору, а за рахунок присутності надлишку зв'язуючого в зоні роботи концентратора відбувається його рівномірний розподіл по перерізу джгута. Спостерігається також "віброакустичний ефект", який виявляється в наступному. З включенням магнітостриктора, сполученого з концентратором поздовжніх УЗ-коливань, армуючий наповнювач перетворюється на хвилевід, по якому розповсюджується акустична хвиля, і відбувається зсув волокон один щодо одного. Одночасно з цим в прикордонному з волокном шарі відбувається рух зв'язуючого уздовж армуючого матеріалу, внаслідок чого виникає додатковий тиск, що приводить в поєднанні з циклічною деформацією до зниження в'язкості, тобто до збільшення швидкості просочення, в прикордонній з волокнистим наповнювачем зоні. Використання ж УЗ-концентратора ножового типу при намотуванні просоченого наповнювача на оправку, як було встановлено, сприяє постійності залишкової напруги у витках намотуваного наповнювача і постійності пошарової щільності. Розроблена теорія розповсюдження пружних хвиль в армованих середовищах підтверджує вищезгадані факти. Так, на робочих частота х дисипативні процеси в просоченому наповнювачі при намотуванні на оправку вивчалися за допомогою співвідношення теорії в'язкопружності з використанням принципу Вольтера, при умові, що розсіяння енергії в компонентах (наповнювачі і зв'язуючому) досить добре описується лінійними реономними співвідношеннями. Дослідження розповсюдження хвиль проводили за допомогою залучення асимптотичних розкладань, побудованих для високочастотних збурень. Як було встановлено, зміцнення композиту при пропонованому способі пов'язано із збільшенням міцності полімерної матриці, а також поліпшенням адгезії полімеру до наповнювача в результаті підвищення змочувальної спрооможності зв'язуючого. Це, у свою чергу, сприяє більш рівномірному розподілу зв'язуючого по перерізу прядей армуючого наповнювача, зниженню числа повітряних включень, а отже, зменшенню дефектності композиту. 4 Спосіб здійснюють таким чином. Заливають зв'язуюче 1 у ванну 2, під дном якої розташований магнітострикційний перетворювач 3 типу ПМС-27, що живиться від ультразвукового генератора 4 типу УЗГ-2-0,4 (див. Фіг.). Для охолодження ПМС 3 використовується проточна вода. Після включення УЗГ 4 і з'єднання його за допомогою контакту К1 з ПМС 3 відбувається віброобробка зв'язуючого 1 по оптимальному режиму. Після віброобробки зв'язуючого 1 контакт К1 відключається і УЗГ 4 вимикається. Армуючий волокнистий наповнювач 5 змотується з бобіни 6, пропускається через огинаючий валок 7 у ванні просочення 3, віджимні валки 9 і заправляється на оправку 10. Віброоброблене зв'язуюче 11 зливається через кран 12 в просочувальну ванну 3, температура в якій підтримується за допомогою масла 13. Кран 12 закривається, включається механізм обертання оправки 10 і відбувається УЗ-допросочення наповнювача 5, тобто включаються УЗ- концентратори поздовжніх коливань 14, розташовані напроти один одного симетрично щодо наповнювача 5, що просочується. Концентратори 14 сполучені з магнітострикторами 15, які живляться від УЗГ 4 через контакти К2. Контакт КЗ при цьому розімкнений. Далі надлишки зв'язуючого віджимаються на віджимних валках 9. По досягненню просоченого армуючого наповнювача оправки 10 контакт КЗ замикається і починає працювати концентратор ножового 16, розташований перпендикулярно намотуваному просоченому наповнювачу і робочий поверхні оправки 10. Далі після отримання необхідної геометрії просоченого і віджатого наповнювача (виробу) УЗГ 4 і механізм обертання оправки 10 відключаються і виріб твердне по оптимальному температурночасовому режиму. В даний час в лабораторії композиційних матеріалів НТУУ КПІ пропонований спосіб проходить дослідно-експериментальну перевірку. Відпрацьовані оптимальні технологічні режими просочення на різних зв'язуючих і волокнистих наповнювачах. Джерела інформації 1. Ефимов С.И., Дементьев С.А., Русаков А.К., Сапожников B.C. Аппарат доя осмолки канатов. А.С. СССР №147947, МПК D07В07/12. Опубл. в Бюл.№11, 1962. 2. Антипов Е.А., Потапов А.И., Смыслов В.И., Соловьев И.А., Шахо в В.А. Устройство для пропитки и сушки ткани. А.С. СССР №579032. МПК В05С03/04. Опубл. 05.11.1977, Б.И. №41. 5 Комп’ютерна в ерстка Л.Литв иненко 39649 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for soaking long fiber fillers with polymer binding agents
Автори англійськоюKolosov Oleksandr Yevhenovych
Назва патенту російськоюСпособ пропитки длинномерных волокнистых наполнителей полимерными связующими
Автори російськоюКолосов Александр Евгеньевич
МПК / Мітки
Мітки: просочення, спосіб, довгомірних, наповнювачів, волокнистих, полімерними, зв'язуючими
Код посилання
<a href="https://ua.patents.su/3-39649-sposib-prosochennya-dovgomirnikh-voloknistikh-napovnyuvachiv-polimernimi-zvyazuyuchimi.html" target="_blank" rel="follow" title="База патентів України">Спосіб просочення довгомірних волокнистих наповнювачів полімерними зв’язуючими</a>
Пристрій для оптичного дослідження кінетики поздовжнього просочення волокнистих наповнювачів полімерними зв’язуючими
Номер патенту: 38919
Опубліковано: 26.01.2009
Автор: Колосов Олександр Євгенович
МПК: B05C 3/00
Мітки: полімерними, дослідження, зв'язуючими, кінетики, поздовжного, волокнистих, оптичного, пристрій, наповнювачів, просочення
Формула / Реферат:
1. Пристрій для оптичного дослідження кінетики поздовжнього просочення волокнистих наповнювачів, переважно джгутового типу, полімерними зв'язуючими, що містить датчик натягнення наповнювача, теплообмінну камеру зі штуцерами для подачі і зливу теплоносія, два фіксуючих елементи для розташування між ними зразка, джерела освітлення і реєструючий пристрій з шкалою вимірювання рівня просочення, який відрізняється тим, що теплообмінна камера...
Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв`язуючими
Номер патенту: 39145
Опубліковано: 10.02.2009
Автор: Колосов Олександр Євгенович
Мітки: просочення, волокнистих, орієнтованих, спосіб, зв'язуючими, наповнювачів, епоксидними
Формула / Реферат:
Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв'язуючими, що включає транспортування наповнювача, його ультразвукове просочення у ванні із зв'язуючим і подальшу сушку, який відрізняється тим, що епоксидне зв'язуюче перед просоченням піддають об'ємній ультразвуковій обробці протягом 2-35 хв при інтенсивності коливань від 3 до 5 Вт/см2, частоті від 16 до 18 кГц, амплітуді від 8 до 14 мкм при температурі від 80 до...
Спосіб ультразвукового просочування безперервних волокнистих наповнювачів полімерними зв’язуючими
Номер патенту: 39150
Опубліковано: 10.02.2009
Автор: Колосов Олександр Євгенович
МПК: B29B 15/08
Мітки: полімерними, волокнистих, безперервних, просочування, зв'язуючими, спосіб, ультразвукового, наповнювачів
Формула / Реферат:
1. Спосіб ультразвукового просочування безперервних волокнистих наповнювачів полімерними зв'язуючими, відповідно до якого здійснюють контактний вплив випромінювачами ультразвукових коливань, наприклад, у формі магнітострикційних перетворювачів з площинною випромінюючою пластиною, на поверхню матеріалу із заздалегідь нанесеним на нього полімерним зв'язуючим, який відрізняється тим, що перед нанесенням полімерного зв'язуючого на безперервний...
Спосіб дослідження процесу просочення тканих волокнистих матеріалів полімерними зв’язуючими
Номер патенту: 43268
Опубліковано: 15.11.2001
Автори: Федоткін Ігор Михайлович, Кудряченко Віктор Володимирович, Колосов Олександр Євгенович
МПК: G01N 15/08, G01N 33/36
Мітки: матеріалів, тканих, спосіб, волокнистих, полімерними, зв'язуючими, просочення, дослідження, процесу
Формула / Реферат:
1. Спосіб дослідження процесу просочення тканих волокнистих матеріалів полімерними зв'язуючими, що полягає в деформуванні зразка матеріалу, що просочується, шляхом його розтягнення, подачі на поверхню матеріалу зверху дози полімерного звязуючого і подальшої реєстрації міри просочення по значенню світлоперепускання зразка, що просочується, при освітленні його поверхні з боку нанесення полімерного зв’язуючого світлом, який відрізняється тим, що...
Пристрій для дослідження процесу просочення тканих волокнистих матеріалів полімерними зв’язуючими
Номер патенту: 42615
Опубліковано: 15.10.2001
Автори: Кудряченко Віктор Володимирович, Колосов Олександр Євгенович, Федоткін Ігор Михайлович
МПК: G01N 15/08, G01N 33/36
Мітки: просочення, процесу, тканих, полімерними, зв'язуючими, пристрій, дослідження, матеріалів, волокнистих
Формула / Реферат:
1.Пристрій для дослідження процесу просочення тканих волокнистих матеріалів полімерними зв'язуючими, що містить станину, змонтовані на ній затискачі для розміщення між ними зразка, що просочується, засіб для деформування зразка, пов'язаний за допомогою тяги з одним із затискачів, і який містить дві паралельні горизонтальні напрямні, змонтовані на станині по обидва боки від тяги, дві опори, встановлені на напрямних, і пружину стиснення,...
Попередній патент: Пристрій для дослідження кінетики поперечного просочення матеріалів на основі стрічкових тканих армуючих наповнювачів і полімерних зв`язуючих
Наступний патент: Спосіб прогнозування розвитку внутрішньоутробного інфікування плоду
Випадковий патент: Спосіб одержання кристалічного торасеміду