Гарячекатаний профіль шпунтової палі
Номер патенту: 40381
Опубліковано: 10.04.2009
Автори: Буга Ілля Дмитрович, Івко Володимир Вікторович, Мельник Сергій Миколайович, Антонов Юрій Григорович, Мосьпан Вячеслав Вікторович, Почта Юрій Іванович
Формула / Реферат
Гарячекатаний профіль шпунтової палі, який складається зі стінки, що сполучається з полицями, вільні кінці яких виконано у вигляді замкових елементів, який відрізняється тим, що ширина стінки складає 0,6-0,65 відстані між осями замкових елементів, центральну частину нижньої поверхні стінки виконано зі стрілою прогину 0,005-0,02 товщини стінки, відношення довжини полиць до ширини стінки знаходиться в межах 0,7-0,75, товщина полиці в місці сполучення зі стінкою дорівнює 0,54-0,6 товщини стінки, а в місці сполучення з замковим елементом - 0,5-0,55 товщини стінки, при цьому зовнішні грані полиць нахилені до вертикалі під кутом 16°-17°.
Текст
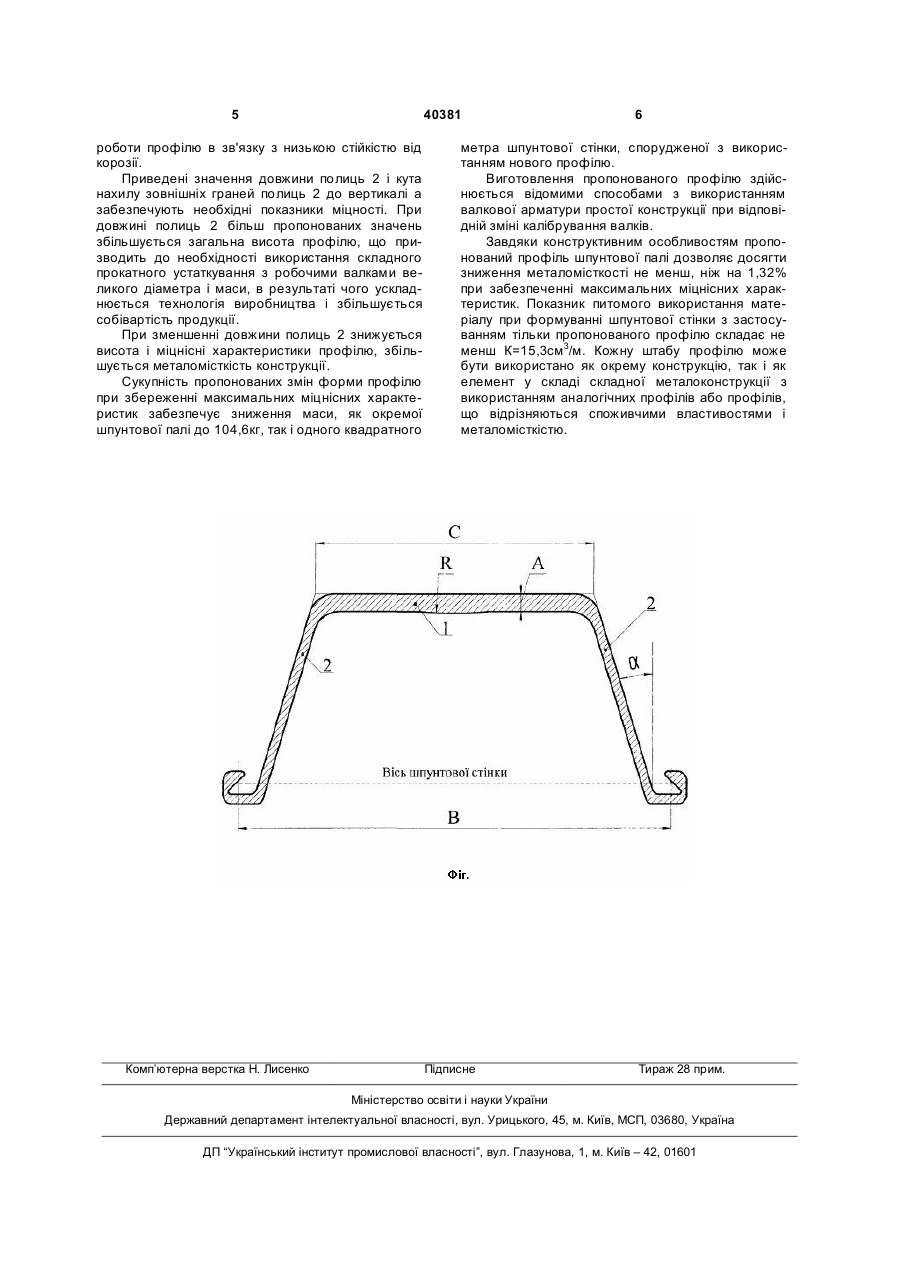
Гарячекатаний профіль шпунтової палі, який складається зі стінки, що сполучається з полиця 3 6т. Т.5. - Дніпропетровськ: РВА «Дніпро-Вал», 2004, с.279]. Недоліком цього профілю є необхідність значної кількості штаб для формування шпунтової стінки. Крім того, полиці профілю виконано з різними кутами до вертикалі, що ускладнює процес виробництва як при формозміні металу, так і при використанні конструкції валкової арматури. Використання мінімальної кількості окремих штаб для формування шпунтових стінок значно скорочує кількість операцій при спорудженні металоконструкцій, прискорює і знижує вартість об'єкта будівництва. Це досягається як за рахунок мінімальних витрат робочого часу, так і за рахунок досягнення споживчих властивостей при зменшенні маси металоконструкції. Сучасні конструкції профілів шпунтових паль забезпечують створення одного метра стінки з використанням не більш двох штаб, при цьому показник питомого використання матеріалу складає не менш К=14,515,1см3/м. Найбільш близьким по технічній суті і результату, що досягається, є гарячекатаний профіль шпунтової палі П-подібної форми, який містить стінку і дві полиці, що примикають до неї, на вільних кінцях яких розміщено замкові елементи. Полиці профілю виконано у вигляді двох ділянок з різними кутами нахилу до вертикалі, що забезпечує висоту профілю 250мм. Товщина полиці постійна по всій довжині і складає 0,534 товщини стінки. Відстань між осями замкових елементів даного профілю складає 500мм, що дозволяє сформувати один метр стінки з моментом опору 3200см3/м, використовуючи дві штаби. Маса окремої шпунтової палі складає 106кг/м, показник питомого використання матеріалу К=15,09см3/м (Norme française NF A 45 - 020, Juin, 1990). Значна висота профілю, 250мм, ускладнює процес його формування в зв'язку з необхідністю використання заготовки спеціальної форми. Зазначена висота профілю передбачає глибоке врізання в робочі валки прокатних клітей, що не дозволяє робити даний профіль на більшості великосортних станів. Вигин полиць і велика довжина ускладнюють конструкцію валкової арматури, необхідної для його виробництва. В основу корисної моделі поставлено задачу удосконалення гарячекатаного профілю шпунтової палі, в якому шляхом зміни конфігурації перерізу забезпечується значне зниження металомісткості при збереженні максимальних міцнісних характеристик, підвищення показника питомого використання матеріалу, спрощення технології виготовлення і зниження собівартості продукції. Поставлена задача досягається тим, що в гарячекатаному профілі шпунтової палі, який складається зі стінки, що сполучається з полицями, вільні кінці яких виконано у вигляді замкових елементів, відповідно до корисної моделі ширина стінки складає 0,6-0,65 відстані між осями замкових елементів, центральну частину нижньої поверхні стінки виконано зі стрілою прогину 0,005-0,02 товщини стінки, відношення довжини полиць до ширини стінки знаходиться в межах 0,7-0,75, товщина полиці в місці сполучення зі стінкою дорівнює 0,54 40381 4 0,6 товщини стінки, а в місці сполучення з замковим елементом - 0,5-0,55 товщини стінки, при цьому зовнішні грані полиць нахилені до вертикалі під кутом 16°-17°. Суть корисної моделі пояснюється кресленням, де зображено переріз гарячекатаного профілю шпунтової палі і зазначено літерні позначення: А - товщина стінки; В - відстань між осями замкових елементів; С - ширина стінки; a - кут нахилу зовнішньої грані полки до вертикалі; R - радіус стріли прогину центральної частини нижньої поверхні стінки. Гарячекатаний профіль шпунтової палі складається зі стінки 1 і полиць 2, вільні кінці яких виконано у вигляді замкових елементів. Відстань між осями замкових елементів пропонованого профілю визначено з умови використання мінімальної кількості окремих шпунтових паль для створення одного метра шпунтової стінки. Цей параметр забезпечує мінімальну кількість операцій і спеціальної техніки, необхідних для формування шпунтової стінки. Пропоновані значення товщини стінки 1 і полиць 2 забезпечують міцнісні параметри профілю з урахуванням процесу корозійного зносу. Полиці 2 профілю без перегинів і виконані з однаковим кутом нахилу до вертикалі а, який складає 16°-17°, що спрощує технологію виготовлення і знижує витрати на його виробництво. Форму перерізу стінки 1, центральну частину нижньої поверхні якої виконано зі стрілою прогину 0,005-0,02 товщини стінки 1, визначено з урахуванням симетричного виконання елементів профілю в процесі його виробництва. Стрілу прогину визначено радіусом R=((0,1-0,2)С)2+4((0,005-0,02)А)2/8(0,005-0,02)А Співвідношення значень ширини стінки 1, довжини полиць 2, кута нахилу зовнішніх граней полиць 2 до вертикалі a у сполученні зі спеціальною формою стінки 1 забезпечує зниження металомісткості при збереженні максимальних експлуатаційних характеристик, зокрема моменту опору шпунтової стінки, що складає 3206см3/м, і показника питомого використання матеріалу, що складає 15,3см3/м. Збільшення співвідношення між шириною стінки 1 і відстанню між осями замкових елементів більш 0,65, як і збільшення співвідношення товщини полиць 2 і стінки 1 більш 0,6 і 0,55 відповідно, збільшення стріли прогину центральної частини нижньої поверхні стінки 1 більш 0,02 призводять до збільшення маси профілю, підвищеної металомісткості конструкцій і зниженню показника питомого використання матеріалу. Зменшення співвідношення між шириною стінки 1 і відстанню між осями замкових елементів, як і співвідношення товщини полиць 2 і стінки 1, стріли прогину центральної частини нижньої поверхні стінки 1 менш пропонованих значень знижує споживчі й експлуатаційні характеристики профілю. При зниженні моменту опору шпунтової стінки дану конструкцію профілю не можна використовувати при будівництві гідротехнічних споруд, що сприймають значні навантаження, а тільки в менш відповідальних конструкціях. Зменшення товщини стінки 1 і полиць 2 різко знижує час ефективної 5 40381 роботи профілю в зв'язку з низькою стійкістю від корозії. Приведені значення довжини полиць 2 і кута нахилу зовнішніх граней полиць 2 до вертикалі а забезпечують необхідні показники міцності. При довжині полиць 2 більш пропонованих значень збільшується загальна висота профілю, що призводить до необхідності використання складного прокатного устаткування з робочими валками великого діаметра і маси, в результаті чого ускладнюється технологія виробництва і збільшується собівартість продукції. При зменшенні довжини полиць 2 знижується висота і міцнісні характеристики профілю, збільшується металомісткість конструкції. Сукупність пропонованих змін форми профілю при збереженні максимальних міцнісних характеристик забезпечує зниження маси, як окремої шпунтової палі до 104,6кг, так і одного квадратного Комп’ютерна верстка Н. Лисенко 6 метра шпунтової стінки, спорудженої з використанням нового профілю. Виготовлення пропонованого профілю здійснюється відомими способами з використанням валкової арматури простої конструкції при відповідній зміні калібрування валків. Завдяки конструктивним особливостям пропонований профіль шпунтової палі дозволяє досягти зниження металомісткості не менш, ніж на 1,32% при забезпеченні максимальних міцнісних характеристик. Показник питомого використання матеріалу при формуванні шпунтової стінки з застосуванням тільки пропонованого профілю складає не менш К=15,3см3/м. Кожну штабу профілю може бути використано як окрему конструкцію, так і як елемент у складі складної металоконструкції з використанням аналогічних профілів або профілів, що відрізняються споживчими властивостями і металомісткістю. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюHot-rolled profile of sheet pile
Автори англійськоюBuha Illia Dmytrovych, Ivko Volodymyr Viktorovych, Antonov Yurii Hryhorovych, Mospan Viacheslav Viktorovych, Melnyk Serhii Mykolaiovych, Pochta Yurii Ivanovych
Назва патенту російськоюГорячекатаный профиль шпунтовой сваи
Автори російськоюБуга Илья Дмитриевич, Ивко Владимир Викторович, Антонов Юрий Григорьевич, Мосьпан Вячеслав Викторович, Мельник Сергей Николаевич, Почта Юрий Иванович
МПК / Мітки
МПК: B21B 1/08
Мітки: гарячекатаний, шпунтової, профіль, палі
Код посилання
<a href="https://ua.patents.su/3-40381-garyachekatanijj-profil-shpuntovo-pali.html" target="_blank" rel="follow" title="База патентів України">Гарячекатаний профіль шпунтової палі</a>
Профіль гарячекатаний для кріплення гірничих виробок
Номер патенту: 45296
Опубліковано: 15.10.2004
Автори: Міхєєв Олександр Володимирович, Кириченко Володимир Якович, Звягільський Юхим Леонідович, Луцький Михайло Борисович, Куликович Олександр Миколайович
МПК: E21D 11/14
Мітки: профіль, кріплення, виробок, гірничих, гарячекатаний
Формула / Реферат:
Волоконно-оптичний кабель в металевій стрічковій броні, який складається з центрального силового елемента, розміщених навколо нього оптичних модулів у вигляді трубок з оптичними волокнами в них, заповнювача між оптичними модулями та зовнішнього покриття, який відрізняється тим, що додатково містить між оптичними модулями та зовнішнім покриттям нанесену повздовжньо з перекриттям та скріплену полімерною ниткою полімерну плівку, полімерну...
Спосіб гарячої прокатки палі шпунтової стінки з z-подібним перерізом
Номер патенту: 32438
Опубліковано: 15.12.2000
Автор: Гробе Анрі
МПК: B21B 1/08, B21B 27/02
Мітки: z-подібним, стінки, шпунтової, перерізом, спосіб, гарячої, прокатки, палі
Текст:
...на той же прокатной линии сваи большей ширины В этой связи указывается на то, что при одинаковом модуле упругости использование более широкой сваи позволяет снизить вес на квадратный метр шпунтовой стенки из свай примерно на 15 % Из этого вытекает что изобретение име ет то экономическое преимущество, что оно позволяет изготовлять на имеющейся прокатной линии сваи большей ширины Если крылья полуфабриката по порядку, по которому они...
Гарячекатаний низькотавровий профіль
Номер патенту: 985
Опубліковано: 15.12.1993
Автори: Цимбал Володимир Дмитрович, Малий Юрій Георгійович, Деревянко Василь Іванович, Поляков Володимир Миколайович, Кокін Володимир Михайлович, Кулагин Георгій Федорович
МПК: B21B 1/08
Мітки: профіль, гарячекатаний, низькотавровий
Формула / Реферат:
Формула изобретенияГорячекатаный низкотавровый профиль, содержащий стенку с наклонными боковыми и верхней гранями, полку с верхними боковыми и нижней гранями, а также участки сопряжения боковых граней стенки и верхних граней полок, отличающийся тем, что, с целью повышения качества и снижения металлоемкости профиля при одновременном повышении технологичности изготовления и применения, участки сопряжения боковых граней стенки с верхними...
Кутовий гарячекатаний профіль
Номер патенту: 6991
Опубліковано: 31.03.1995
Автори: Коваленко Віктор Федорович, Князева Людмила Алексіївна, Костриця Юрій Савелійович, Бродський Сергій Сергійович, Подберезний Микола Петрович, Денисов Віталій Васильович, Борисов Юрій Миколаєвич, Салацинський Едуард Стефанович
МПК: B21B 1/08
Мітки: кутовий, профіль, гарячекатаний
Формула / Реферат:
Угловой горячекатаный профиль, содержащий в поперечном сечении две полки, наружные поверхности которых при пересечении между собой составляют прямой угол, а их внутренние поверхности имеют уклон в сторону концов полок, отличающийся тем, что внутренние поверхности полок выполнены с прямолинейными участками, равными 0,6—0,75 общей длины полки, уклон внутренних поверхностей полок от вершины профиля к прямолинейным участкам составляет 7—12°, а...
Кутовий гарячекатаний профіль
Номер патенту: 952
Опубліковано: 15.12.1993
Автори: Кацнельсон Євгеній Генріхович, Кацнельсон Генріх Майорович, Деревянко Василь Іванович
МПК: B21B 1/08
Мітки: гарячекатаний, профіль, кутовий
Формула / Реферат:
Формула изобретения1. Угловой горячекатаный профиль, содержащий в поперечном сечении две полки, наружные поверхности которых при пересечении между собой составляют прямой угол, и внутренний участок их взаимного сопряжения, отличающийся тем, что, с целью уменьшения металлоемкости профиля и повышения его несущей способности, сопряжение обеих полок с внутренней стороны профиля выполнено выпуклым участком дуги окружности, вписанной в...
Попередній патент: Спосіб одержання ізоляційного будівельного розчину
Наступний патент: Спосіб пластичного структуроутворення металів при інтенсивній пластичній деформації
Випадковий патент: Енергоємні похідні 1-арил-3-меркапто-1,2,4-триазолів