Спосіб гарячої прокатки палі шпунтової стінки з z-подібним перерізом
Текст
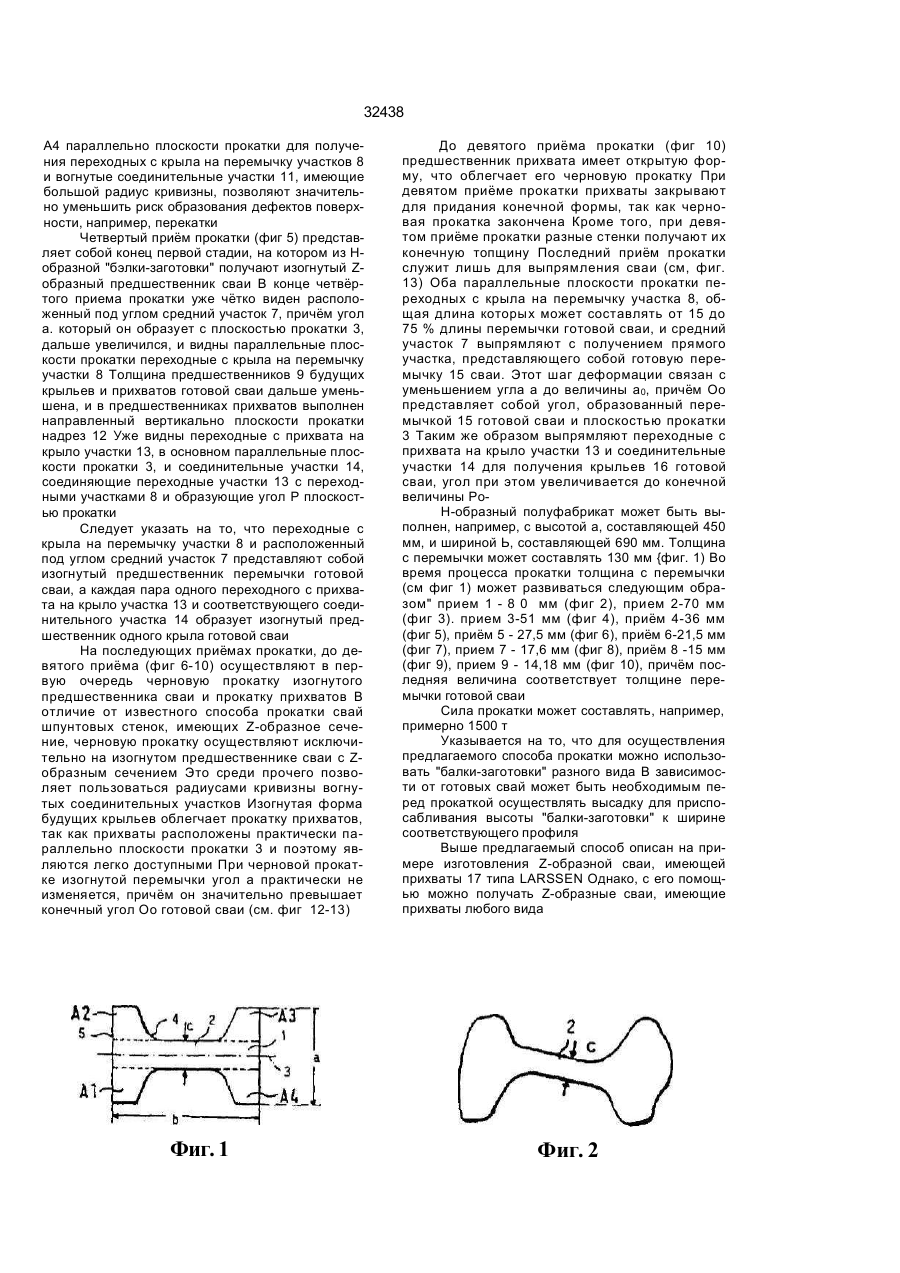
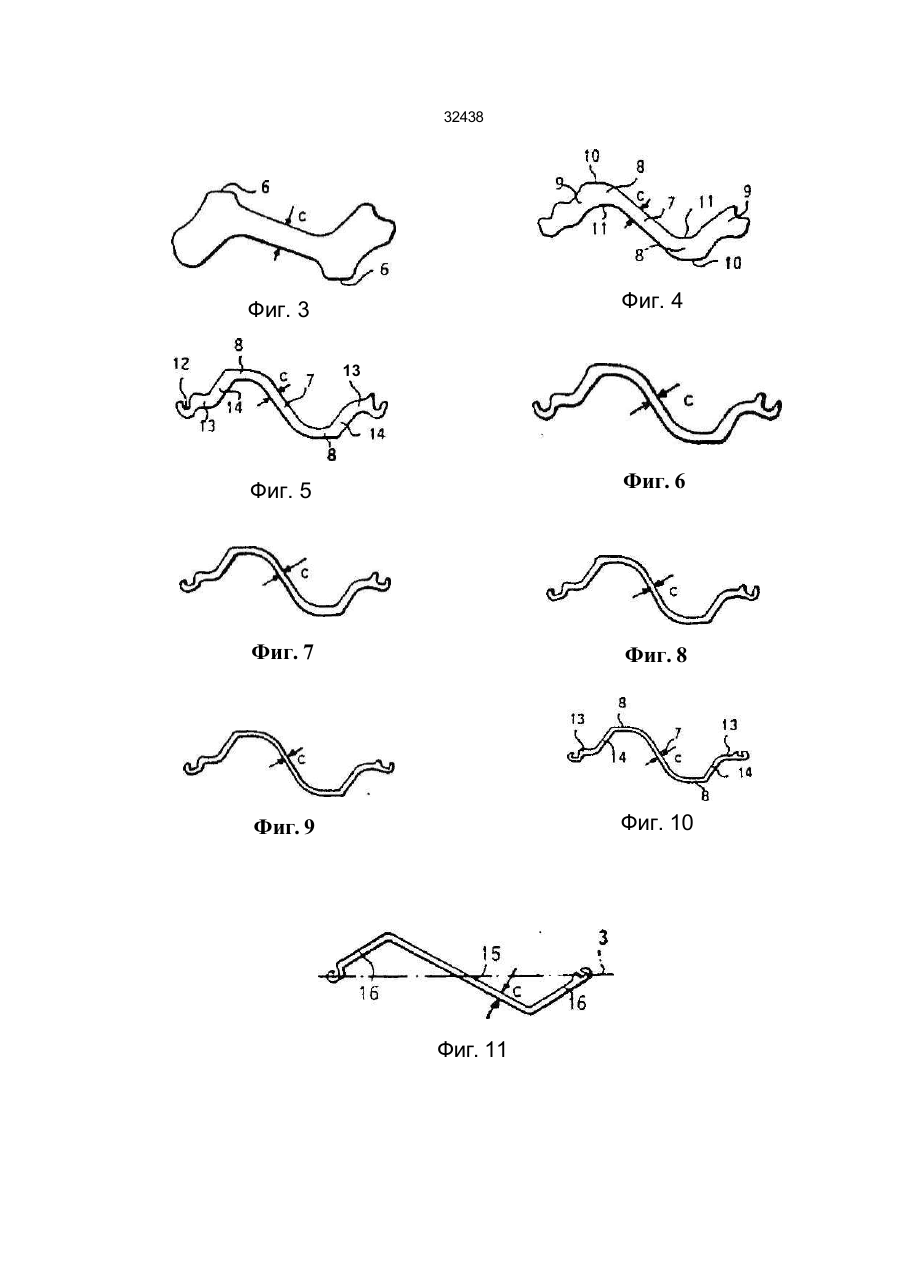
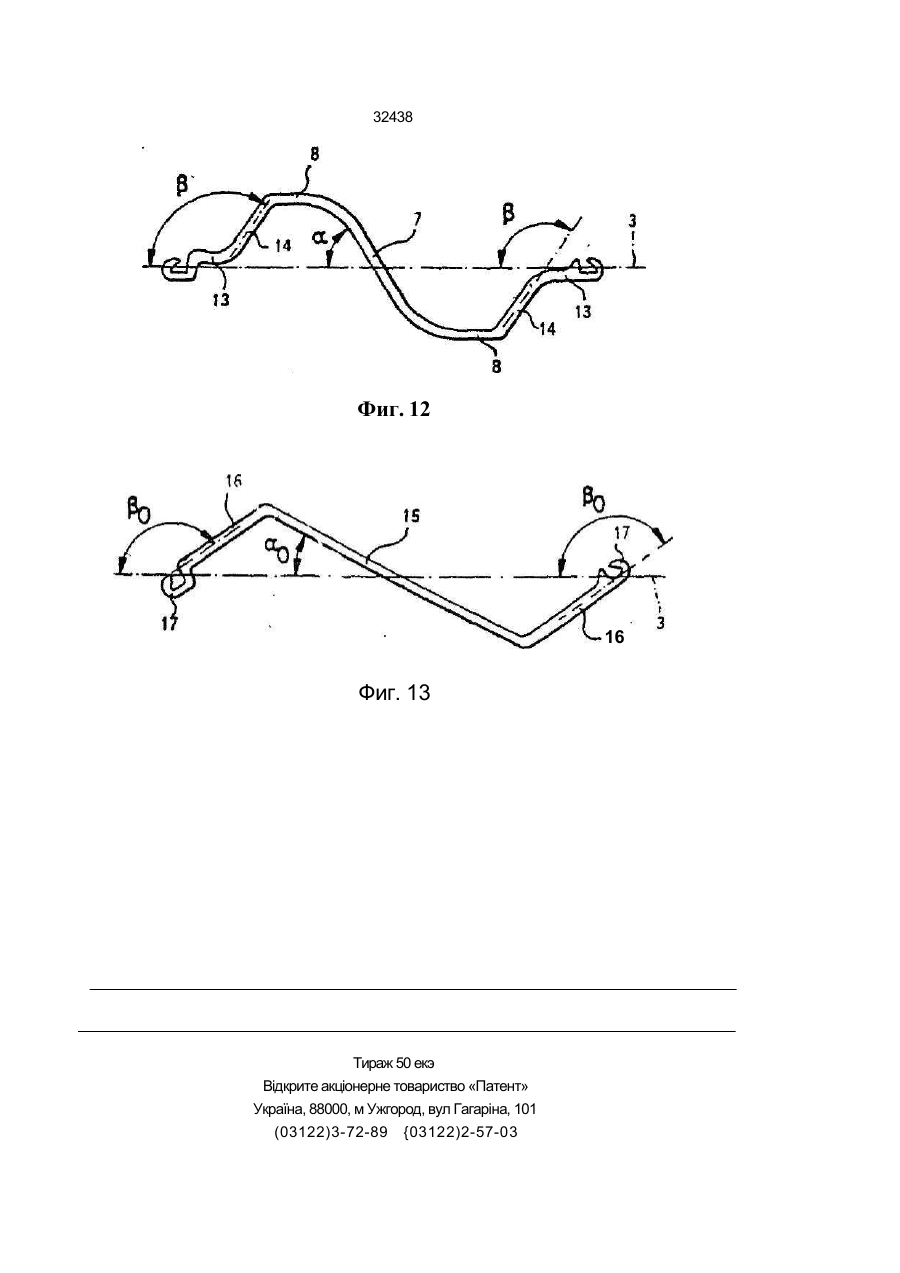
1 Способ горячей прокатки сваи шпунтовой стенки с Z-образным сечением из полуфабриката с Н-образным сечением, причем полуфабрикат с Нобразным сечением имеет перемычку и четыре кры ла, путем обработки полуфабриката с исполь зованием прокатных средств, определяющих плос кость прокатки с обеспечением положения перемыч ки Н-образного сечения полуфабриката в основном параллельной данной плоскости прокатки с получе нием сваи с Z-обраэным сечением, имеюшей пло скую перемычку, образующую угол ао с плоскостью прокатки, два боковых крыла, образующих угол р0 с плоскостью прокатки и прихваты, выполненные на конце каждого грыла, отличающийся тем, что спер ва полуфабрикат переводят в предшественник, имеющий два переходных с крыла на перемычку участка в основном параллельных плоскости про катки причем указанные переходные участки соеди няют предшественники крыльев сваи со средним участком, расположенным под углом относительно плоскости прокатки 2 Способ по п 1, отличающийся тем, что оба пе реходных с крыла на перемычку участка и средний участок совместно образующие изогнутый предше ственник, переводят в перемычку сваи 3 Способ по п 2, отличающийся тем, что плоскую перемычку образуют к концу прокатки из изогнутого предшествен ни ка 4 Способ по пп 1, 2 или 3, отличающийся тем, что переходные с крыла на перемычку участки выпол няют с, в основном, плоской поверхностью с одной стороны и с изогнутой, вогнутой поверхностью - с другой стороны 5 Способ по одному из пп 1-4, отличающийся тем, что, если крылья полуфабриката по порядку, по которому они расположены вокруг Н-образного сече ния, обозначают как А1, А2, A3, А4, то приемы чер новой прокатки полуфабриката с Н-образным сече нием осуществляют с обеспечением перехода большей части материала крыльев А2 и А4 в переходные с крыпа на перемычку участки, а материала крыльев А1 и A3 - в предшественники обоих боковых крыльев и прихватов, причем средний участок, в основном, образуют из материала перемычки полуфабриката с ' Н образным сечением 6 Способ по одному из пп 1-5, отличающийся тем, что средний участок, соединяющий оба переходных с крыпа на перемычку участка друг с другом, выпол няют с обеспечением образования угла а между ним и плоскостью прокатки который постоянно увеличи вается до максимальной величины а(макс) > сіо, при чём к концу процесса прокатки угол а (макс) умень шают до конечного угла ао 7 Способ по одному из пп 1-6, отличающийся тем, что, если крылья по '/Фабриката по порядку, по которому они расположены вокруг Н-образного сеч ния, обозначают как А1, А2, A3, А4 то на первой стадии прокатки осуществляют в первую очередь уплощение крыльев А2 и А4 и боковой разжим крыльев А1 и A3 8 Способ по одному из пп 1-7, отличающийся тем что из каждого из обоих участков заготовки, предназначенных для выполнения крыльев, прока тывают предшественник прихвата переходный с прихвата на крыло участок, в основном, параллель ный плоскости прокатки и соединительный участок между переходным с прихвата на крыло участком и переходным с крыла на перемычку участком 9 Способ по п 8 отличающийся тем. что к концу прокатки переходный с прихвата на крыло участок и соединительный участок между переходным с при хвата на крыло участком и переходным с крыла на перемычку участком снабжают уплощением для получения плоского крыла, образующего угол ро с плоскостью прокатки 10 Способ по п 8 или 9, отличающийся тем, что после прокатки переходного с прихвата на крыло участка, в основном, параллельного плоскости прокатки, в вертикальном плоскости прокатки на правлении прокатывают надрез в предшественник прихвата 11 Способ по одному из пп 1 -10, отличающийся тем, что переходные с крыла на перемычку участка, в основном,параллельные плоскости прокатки, вы полняют с шириной, составляющей по меньшей ме ре 15 % ширины перемычки готовой сваи СМ О см со 32438 Изобретение относится к обработке без снятия стружки, 8 частности, к способу горячей прокатки свай шпунтовых стенок с Z-образным сечением из полуфабрикатов Последние могут представлять собой, в частности, т н "балки-заготовки", полученные путём непрерывной разливки и имеющие Н-образное сечение В то время, как до недавнего времени для прокатки профильной етапи, например, бапок, свай шпунтовых стенок, угловых профилей использовали заготовки с прямоугольным поперечным сечением, то ныне имеется тенденция к использованию предварительно формованных заготовок, полученных путем непрерывной разливки, что позволяет сократить число приемов прокатки, требуемых для получения готовой профильной стали Так, например, для горячей прокатки балок с Н-образным сечением всё чаще используют полученные путём непрерывной разливки "балок-заготовок", уже имеющие Н-образное сечение При этом технология непрерывной разливки "балок-заготовок" известна Что касается свай шпунтовых стенок, то еще нет технологии непрерывной разливки специфических предварительно формованных заготовок В отличие от балок, Н-обраэное сечение которых имеет две плоскости симметрии, сечение свай шпунтовых стенок в случае U-образного сечения имеет лишь одну плоскость симметрии, а в случае Z-образного сечения вообще нет плоскости симметрии Таким образом, с технической точки зрения непрерывная разливка деталей с сечением, близким к сечению готовых свай шпунтовых стенок, является не столь простой, как непрерывная разливка "балок-заготовок" для балок, имеющих две плоскости симметрии Однако, так как сваи шпунтовых стенок часто обрабатывают на тех же прокатных линиях, что и балки, было бы выгодным изготавливать сваи шпунтовых стенок, в частности, сваи, имеющие Zобразное сечение, из "балок-заготовок", имеющих Н-образное сечение, с тем, чтобы сократить число получаемых путём непрерывной разливки ' балокзаготовок", имеющих разное сечение, и с тем, чтобы избегать проблем, связанных с непрерывной разливкой заготовок специального сечения для получения свай шпунтовых стенок Известен способ прокатки Z-образных свай шпунтовых стенок из Н-образного полуфабриката ("балок-заготовок"), причем полуфабрикат с Н-образным сечением имеет перемычку и четыре крыла, который заключается в том, что полуфабрикат обрабатывают с использованием прокатных средств, определяющих плоскость прокатки, с обеспечением положения перемычки Н-образного сечения полуфабриката в основном параллельной данной плоскости прокатки, причем получают сваю с Z-образным сечением, имеющую плоскую перемычку образующую угол Оо, с плоскостью прокатки, два боковые крыла, образующих угол (50 с плоскостью прокатки, и прихваты, выполненные на конце каждого крыла (см заявку JP № 4 288 903, МПКе S 21 В 27/02, 1992 г) При данном способе прокатки на первой стадии имеющий Н-образное течение полуфабрикат переводят в предшественник сваи с /образным сечением, причем данный предшественник уже имеет конечную геометрию сваи шпунтовой стенки, за исключением предшественника прихватов На второй стадии осуществляется в основном черновая прокатка перемычки и крыльев и прокатка прихватов. Принципиальная форма Z-образного сечения практически уже не изменяется на второй стадии Недостаток данного известного способа прокатки заключается в том, что при его осуществлении требуются сложные приёмы высадки материала, при которых могут происходить ошибки, например, перекатка на углах между перемычкой и крыльями сваи В основу изобретения положена задача предложить способ прокатки, лучше приспособленный к горячей прокатке сваи шпунтовой стенки с Z-образным сечением из полуфабриката с Н-образным сечением и позволяющий упростить процесс Согласно настоящему изобретению указанная задача решается в предлагаемом способе горячей прокатки сваи шпунтовой стенки с Z-образным сечением из полуфабриката с Н-образным сечением, причем полуфабрикат с Н-образным сечением имеет перемычку и четыре крыла, путём обработки полуфабриката с использованием прокатных средств, определяющих плоскость прокатки так, что перемычка Н-образного сечения полуфабриката в основном параллельна данной плоскости прокатки, с получением сваи с Z-образным сечением, имеющей плоскую перемычку, образующую угол Оо с плоскостью прокатки, два боковых крыла, образующих угол ро с плоскостью прокатки, и прихваты, выполненные на конце каждого крыла, за счет того, что сначала полуфабрикат переводят в предшественник, имеющий два переходных с крыла на перемычку участка, в основном параллельных плоскости прокатки, причем указанные переходные участки соединяют предшественники крыльев сваи со средним участком расположенным под углом относительно плоскости прокатки Таким образом, согласно изобретению, из полуфабриката с Н-образным сечением вначале получают не предшественник, имеющий подобную Z-обраэной сваи геометрию, а предшественник. имеющий два переходных с крыла на перемычку участка, в основном параллельных плоскости прокатки (которая параллельна оси вращения прокатных цилиндров) Эти переходные участки соединяют предшественники крыльев сваи со средним участком, расположенным под углом относительно плоскости прокатки Этот способ позволяет простым образом распределять материал крыльев имеющего Н-образное сечение полуфабриката, а именно, или на предшественники крыльев/прихватов или на оба переходных с крыла на перемычку участка Оба переходных участка и средний участок предпочтительно образуют изогнутый предшественник перемычки сваи Для упрощения процесса прокатки данный изогнутый предшественник сохраняется на всей стадии черновой прокатки Лишь к концу процесса прокатки изогнутый предшественник перемычки переводят в плоскую форму для образования конечной перемычки сваи Таким образом удаётся сократить ширину, требуемую 32438 при прокатке что позволяет или работать с прокатными цилиндрами меньшей ширины, или изготовпять на той же прокатной линии сваи большей ширины В этой связи указывается на то, что при одинаковом модуле упругости использование более широкой сваи позволяет снизить вес на квадратный метр шпунтовой стенки из свай примерно на 15 % Из этого вытекает что изобретение име ет то экономическое преимущество, что оно позволяет изготовлять на имеющейся прокатной линии сваи большей ширины Если крылья полуфабриката по порядку, по которому они расположены вокруг Н-образного сечения, обозначают как А1, А2, A3, А4, то предпочтительно на первой стадии прокатки осуществляют в первую очередь уплощение крыльев А2 и А4 и боковой разжим крыльев А1 и A3 Высадку материала полуфабриката с Н-образным сечением при черновой прокатке можно в общих чертах описать следующим образом Большая часть материала крыльев А2 и А4 переходит в переходные участки Материал крыльев А1 и A3 переходит в предшественники двух боковых крыльев и е предшественники прихватов Средний участок в основном образуется из материала перемычки полуфабриката с Н-обраэным поперечным сечением Средний участок, соединяющий оба переходных участка друг с другом, предпочтительно прокатывают с обеспечением образования угла а между ним и плоскостью прокатки, постоянно увеличивающегося до максимальной величины а{макс) > а0, причем Оо представляет собой угол, который конечная перемычка образует с плоскостью прокатки К концу процесса прокатки угол а(макс) уменьшается до конечной величины ао Благодаря этому удается сберегать место относительно ширины прокатки Настоящее изобретение также представляет метод оптимации прокатки крыльев и прихватов сваи Из каждого участка полуфабриката, предназначенного для получения крыльев, предпочтительно прокатывают предшественник прихвата, переходный с прихвата на крыло участок, в основном параллельный плоское, и прокатим, и соединительный участок между переходным с прихвата на крыло участком и переходным с крыла на перемычку участком Переходный с прихвата на крыло участок, в основном параллельный плоскости прокатки, значительно упрощает высадку материала в зоне предшественника крыла и прихвата и, кроме того, облегчает прокатку прихвата Для прокатки прихвата сначала в вертикальном плоскости прокатки направлении прокатывают надрез в предшественник прихвата К концу процесса прокатки переходный с прихвата на крыло участок и соединительный участок между переходным с прихвата на крыло участком и переходным с крыла на перемычку участком переводят в плоскую форму и выпрямляют для получения плоского крыла, образующего угол ао с плоскостью проката Настоящее изобретение далее поясняется на представленном на приложенном чертеже примере его выполнения, причём на чертеже представлено фиг 1-11 - постепенное развитие сечения прокатываемой детали при осуществлении предлагаемою способа, фиг 12 - сечение полученного согласно изобретению предшественника сваи перед приёмом прокатки при котором получают конечную форму сваи, фиг 13 конечная форма сваи с Z-образным сечением Для пояснения изобретения на фиг 1-11 показано постепенное развитие сечения прокатываемой детали при получении сваи марки "AZ 36" с прихватами типа LARSSEN из полученного путем непрерывной разливки "балки-заготовки" 1 с Н-образным сечением "Бапка-заготовка" 1, взятая в качестве исходной заготовки, имеет две плоскости симметрии, и ее можно разделять на пять зон перемычку 2, на прокатной линии расположенную параллельно плоскости прокатки 3 (которая параллельна оси вращения не представленных на чертеже прокатных цилиндров), и четыре крыла, по порядку, по которому они расположены вокруг "балки-заготовки", обозначенные как А1, А2, A3 и А4 Крыла А1, А2, A3, А4 соединены с перемычкой 2 через закругленные участки 4 Наружные боковые поверхности 5 обоих боковых участков 'Н" являются плоскими и расположены вертикально относительно перемычки При этом общая площадь сечений четырех крыльев немного больше площади сечения перемычки При первом приеме прокатки (фиг 2) немного уменьшают толщину среднего участка перемычки 2 "балки-заготовки", и его ориентируют под углом относительно плоскости прокатки 3 Крылья А2 и А4 снабжают уплощением параллельно плоскости прокатки Крылья А1 и A3 переводят в закругленную форму В середине боковых поверхностей "балки-заготовки" 1 выполняют небольшую выпуклость При втором приеме прокатки (фиг 3) продолжают уплощение крыльев А2 и А4 для получения плоских поверхностей 6, параллельных плоскости прокатки Крылья А1 и A3 разжимают наружу При этом указывается на то, что все вогнутые соединительные участки сечения имеют кривизну большого радиуса Начиная с третьего приёма (фиг 4) осущесталяют дальнейшую обработку детали На этом этапе прокатки виден расположенный под углом средний участок 7, два переходных с крыла на перемычку участка 8 и предшественники 9 крыльев и прихватов готовой сваи Переходные участки 8 расположены вместо крыльев А2 и А4, они в основном параллельны плоскости прокатки При этом на выпуклой стороне переходные участки 8 имеют в основном плоскую поверхность 10, а на противоположной стороне имеется достаточно места для вогнутого соединительного участка 11, имеющего большой радиус кривизны Вогнутые соединительные участки 11 соединяют расположенный под углом, средний участок 7 с предшественниками 9 крыльев и прихватов готовой сваи При этом угол а увеличивается при третьем приёме прокатки, и крылья А2 и А4 уже полностью исчезли Их материал главным образом перешёл в переходные участки 8, а гдкже в предшественники 9 крыльев Постоянное yi лощение крыльев А2 и 32438 A4 параллельно плоскости прокатки для получения переходных с крыла на перемычку участков 8 и вогнутые соединительные участки 11, имеющие большой радиус кривизны, позволяют значительно уменьшить риск образования дефектов поверхности, например, перекатки Четвертый приём прокатки (фиг 5) представляет собой конец первой стадии, на котором из Нобразной "бэлки-заготовки" получают изогнутый Zобразный предшественник сваи В конце четвёртого приема прокатки уже чётко виден расположенный под углом средний участок 7, причём угол а. который он образует с плоскостью прокатки 3, дальше увеличился, и видны параллельные плоскости прокатки переходные с крыла на перемычку участки 8 Толщина предшественников 9 будущих крыльев и прихватов готовой сваи дальше уменьшена, и в предшественниках прихватов выполнен направленный вертикально плоскости прокатки надрез 12 Уже видны переходные с прихвата на крыло участки 13, в основном параллельные плоскости прокатки 3, и соединительные участки 14, соединяющие переходные участки 13 с переходными участками 8 и образующие угол Р плоскостью прокатки Следует указать на то, что переходные с крыла на перемычку участки 8 и расположенный под углом средний участок 7 представляют собой изогнутый предшественник перемычки готовой сваи, а каждая пара одного переходного с прихвата на крыло участка 13 и соответствующего соединительного участка 14 образует изогнутый предшественник одного крыла готовой сваи На последующих приёмах прокатки, до девятого приёма (фиг 6-10) осуществляют в первую очередь черновую прокатку изогнутого предшественника сваи и прокатку прихватов В отличие от известного способа прокатки свай шпунтовых стенок, имеющих Z-образное сечение, черновую прокатку осуществляют исключительно на изогнутом предшественнике сваи с Zобразным сечением Это среди прочего позволяет пользоваться радиусами кривизны вогнутых соединительных участков Изогнутая форма будущих крыльев облегчает прокатку прихватов, так как прихваты расположены практически параллельно плоскости прокатки 3 и поэтому являются легко доступными При черновой прокатке изогнутой перемычки угол а практически не изменяется, причём он значительно превышает конечный угол Оо готовой сваи (см. фиг 12-13) До девятого приёма прокатки (фиг 10) предшественник прихвата имеет открытую форму, что облегчает его черновую прокатку При девятом приёме прокатки прихваты закрывают для придания конечной формы, так как черновая прокатка закончена Кроме того, при девятом приёме прокатки разные стенки получают их конечную топщину Последний приём прокатки служит лишь для выпрямления сваи (см, фиг. 13) Оба параллельные плоскости прокатки переходных с крыла на перемычку участка 8, общая длина которых может составлять от 15 до 75 % длины перемычки готовой сваи, и средний участок7 выпрямляют с получением прямого участка, представляющего собой готовую перемычку 15 сваи. Этот шаг деформации связан с уменьшением угла а до величины а0, причём Оо представляет собой угол, образованный перемычкой 15 готовой сваи и плоскостью прокатки 3 Таким же образом выпрямляют переходные с прихвата на крыло участки 13 и соединительные участки 14 для получения крыльев 16 готовой сваи, угол при этом увеличивается до конечной величины РоН-образный полуфабрикат может быть выполнен, например, с высотой а, составляющей 450 мм, и шириной Ь, составляющей 690 мм. Толщина с перемычки может составлять 130 мм {фиг. 1) Во время процесса прокатки толщина с перемычки (см фиг 1) может развиваться следующим образом" прием 1 - 8 0 мм (фиг 2), прием 2-70 мм (фиг 3). прием 3-51 мм (фиг 4), приём 4-36 мм (фиг 5), приём 5 - 27,5 мм (фиг 6), приём 6-21,5 мм (фиг 7), прием 7 - 17,6 мм (фиг 8), приём 8 -15 мм (фиг 9), прием 9 - 14,18 мм (фиг 10), причём последняя величина соответствует толщине перемычки готовой сваи Сила прокатки может составлять, например, примерно 1500 т Указывается на то, что для осуществления предлагаемого способа прокатки можно использовать "балки-заготовки" разного вида В зависимости от готовых свай может быть необходимым перед прокаткой осуществлять высадку для приспосабливания высоты "балки-заготовки" к ширине соответствующего профиля Выше предлагаемый способ описан на примере изготовления Z-обраэной сваи, имеющей прихваты 17 типа LARSSEN Однако, с его помощью можно получать Z-образные сваи, имеющие прихваты любого вида Фиг. 1 Фиг. 2 32438 Фиг. 4 Фиг. 3 13 Фиг. 5 Фиг. 6 Фиг. 7 Фиг. 8 Фиг. 9 Фиг. 10 Фиг. 11 32438 Фиг. 12 16 Фиг. 13 Тираж 50 екэ Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122)3-72-89 {03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hot rolling of piles of groovy walls with z-shaped section
Автори англійськоюGrobe Henry
Назва патенту російськоюСпособ горячей прокатки сваи шпунтовой стенки с z-образным сечением
Автори російськоюГробе Анри
МПК / Мітки
МПК: B21B 1/08, B21B 27/02
Мітки: палі, стінки, шпунтової, гарячої, перерізом, прокатки, z-подібним, спосіб
Код посилання
<a href="https://ua.patents.su/6-32438-sposib-garyacho-prokatki-pali-shpuntovo-stinki-z-z-podibnim-pererizom.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячої прокатки палі шпунтової стінки з z-подібним перерізом</a>
Спосіб гарячої прокатки штаб
Номер патенту: 20129
Опубліковано: 25.12.1997
Автори: Ніколаєв Віктор Олександрович, Коваль Сергій Миколайович, Васильєв Олександр Геннадійович, Тилик Василь Трохимович, Мовшович Вілорд Соломонович, Путнокі Олександр Юліусович, Трофімов Віталій Олександрович, Піховкін Микола Миколайович, Штехно Олег Миколайович
МПК: B21B 1/22
Мітки: спосіб, прокатки, гарячої, штаб
Формула / Реферат:
Способ горячей прокатки полос, включающий неравномерное обжатие по ширине полосы в листовой клети, отличающийся тем, что величину обжатия в направлении кромки полосы уменьшают пропорционально уменьшению диаметра валка, а величина уменьшения диаметра валка пропорциональна разнице температур на краевых участках ширины раската и равна (мм):f = (0,014-0,038) Dtгр, где f - глубина концевого скоса валка;Dtгр - разница...
Спосіб збору та очистки стічних вод ділянки чистової групи клітей безперервного стану гарячої прокатки
Номер патенту: 552
Опубліковано: 15.12.1993
Автори: Ірха Віктор Миколаєвич, Коросташевський Павло Володимирович, Бойко Володимир Семенович, Коросташевський Володимир Павлович, Пефтієв Володимир Михайлович, Ісіров Дмитро Іванович, Герасименко Володимир Петрович
МПК: C02F 1/00, B01D 21/00
Мітки: вод, збору, спосіб, стану, безперервного, клітей, групи, гарячої, стічних, чистової, ділянки, прокатки, очистки
Формула / Реферат:
Способ сбора и очистки сточных вод участка чистовой группы клетей непрерывного стана горячей прокатки, включающий сбор сточных вод в лотки, перемещение воды полоткам в первичный отстойник окалины, отстой воды от окалины и перекачку их на вторичную очистку или для повторного использования, отличающийся тем, что воду от участка гидросбива окалины направляют в первичный отстойник окалины, а воду от участка охлаждения валков и межклетевого...
Спосіб гарячої прокатки
Номер патенту: 7895
Опубліковано: 26.12.1995
Автори: Левицький Анатолій Петрович, Столба Володимір Анатолійович, Корінь Андрій Олександрович, Шум Валентин Борисович, Абалешев Валерій Олександрович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: спосіб, прокатки, гарячої
Формула / Реферат:
Способ горячей прокатки, включающий нагрев заготовки, деформацию в несколько проходов, подстуживание поверхности проката и последующую прокатку в несколько проходов, отличающийся тем, что, с целью повышения качества поверхности проката путем удаления плен, подстуживание производят на 2-10% температуры раската в предыдущем проходе, последующую прокатку осуществляют с коэффициентом трения 0,8-0,95 коэффициента трения раската в предыдущем...
Спосіб гарячої прокатки штаб
Номер патенту: 17820
Опубліковано: 03.06.1997
Автори: Путнокі Олександр Юліусович, Васильєв Олександр Геннадійович, Клочков Володимир Васильович, Пінчук Віталій Іосифович, Ніколаєв Віктор Олександрович, Піховкін Микола Миколайович, Трофімов Віталій Олександрович, Качан Олександр Михайлович, Лівшиц Леонід Аркадійович, Штехно Олег Миколайович, Тилик Василь Трохимович, Мовшович Вілорд Соломонович, Фішкін Ісаак Борисович
МПК: B21B 1/22
Мітки: штаб, спосіб, гарячої, прокатки
Формула / Реферат:
Способ горячей прокатки полос, включающий прокатку полос с натяжением в непрерывной чистовой группе клетей НШПС с дополнительным обжатием участков концов в зависимости от толщины готовой полосы за счет перемещения нажимных винтов клетей и уменьшения зазора между рабочими валками, отличающийся тем, что дополнительное обжатие в клетях выполняют в соответствии с выражением DSI=m[0,05(6-h)+0,1 (6-n)].начало установки нажимных винтов...
Спосіб гарячої пілігримової прокатки труб
Номер патенту: 18667
Опубліковано: 25.12.1997
Автори: Березовський Валентин Володимирович, Ващенко Олександр Костянтинович, Чернявський Анатолій Олександрович, Угрюмов Юрій Дмитрович, Козловський Альфред Іванович
МПК: B21B 21/00
Мітки: труб, пілігримової, гарячої, прокатки, спосіб
Формула / Реферат:
Способ горячей пилигримовой прокатки труб, включающий деформацию гильзы валками на дорне, фиксацию положения трубы, частичное извлечение дорна, принудительное охлаждение прокатанной части трубы, раскатку пилигримовой головки гильзы на свободном участке дорна, повторную фиксацию трубы и окончательное извлечение дорна, отличающийся тем, что D/S > 20, фиксацию трубы осуществляют обжатием ее диаметра матрицами, причем конец трубы, обжимаемый...
Попередній патент: Діод ганна
Наступний патент: Барабанний млин
Випадковий патент: Пристрій для збору сечі у хворих