Спосіб одержання полімерного плівкового матеріалу /варіанти/
Формула / Реферат
1. Спосіб одержання полімерного плівкового матеріалу екструзією розплаву композиції полімерів, що вміщує полістирол, охолодженням і розтягуванням плівки, який відрізняється тим, що до складу композиції вводять 45-85 мас. % співполімеру, отриманого полімеризацією 20-35 мас. % стиролу та 65-80 мас. % бутадієну.
2. Спосіб одержання полімерного плівкового матеріалу роздільною екструзією принаймні трьох шарів із розплавів полімерів, поєднанням цих шарів в одну багатошарову плівку, охолодженням і розтягуванням багатошарової плівки, який відрізняється тим, що до складу внутрішнього шару на основі полістиролу вводять 45-85 мас. % співполімеру, отриманого полімеризацією 20-35 мас. % стиролу та 65-80 мас. % бутадієну, а зовнішні шари, завтовшки 5-35% від товщини всієї плівки, виготовляють із поліетилену або поліпропілену.
3. Спосіб одержання полімерного плівкового матеріалу за п.2, який відрізняється тим, що між зовнішніми шарами розміщують декілька шарів, отриманих способом за п.1, які розділяють між собою шарами з поліетилену або поліпропілену.
4. Спосіб одержання полімерного плівкового матеріалу за будь-яким з пп.2, 3, який відрізняється тим, що до композиції полімеру внутрішнього шару додатково вносять барвник.
5. Спосіб одержання полімерного плівкового матеріалу за будь-яким з пп.2, 3, 4, який відрізняється тим, що до композицій полімерів зовнішніх шарів плівки додатково вносять відомі антиблокувальні, антифрикційні та антистатичні наповнювачі у загальній кількості 2-15 % від маси цих шарів.
Текст
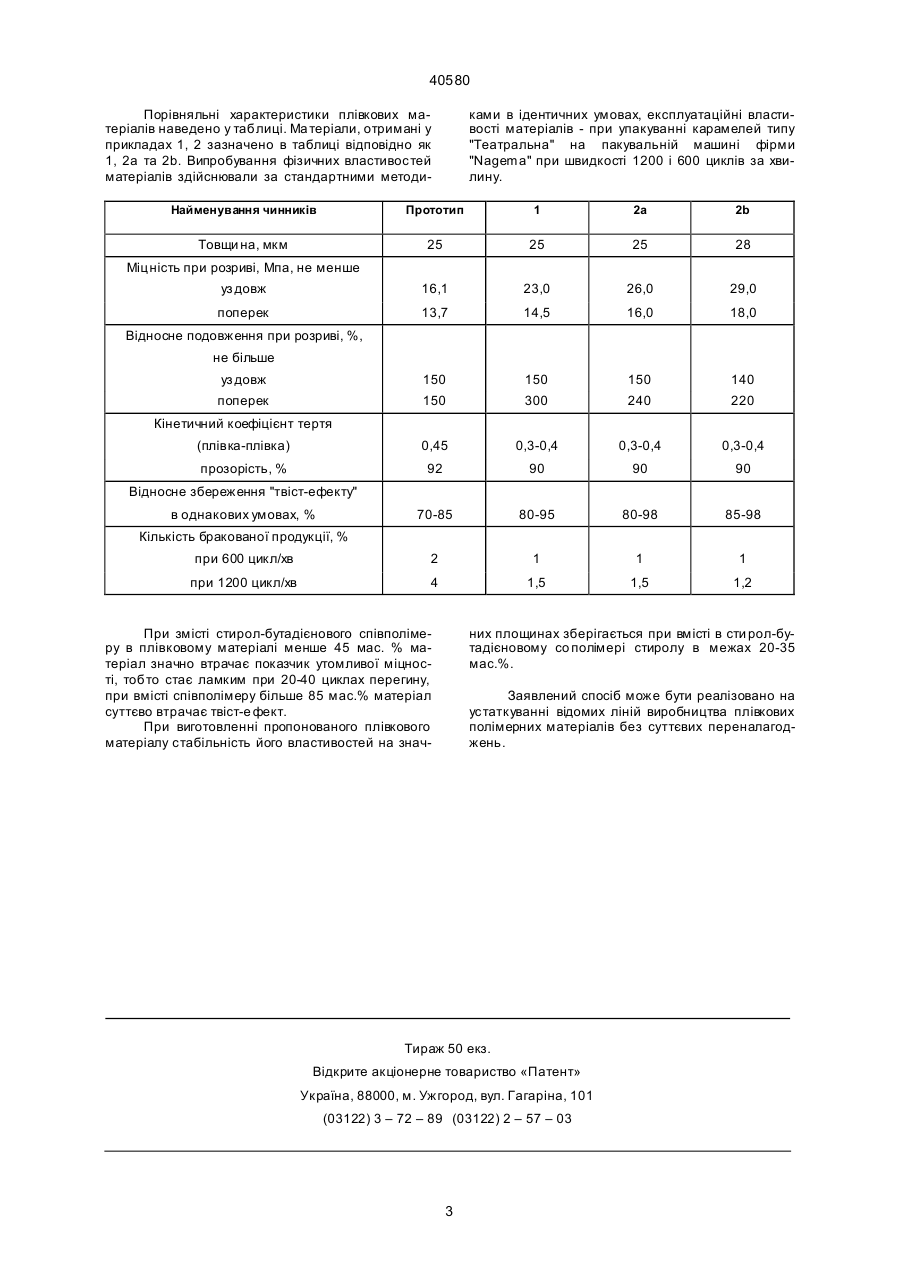
1. Спосіб одержання полімерного плівкового матеріалу екструзією розплаву композиції полімерів, що вміщує полістирол, охолодженням і розтягуванням плівки, який відрізняється тим, що до складу композиції вводять 45-85 мас. % співполімеру, отриманого полімеризацією 20-35 мас. % стиролу та 65-80 мас. % бутадієну. 2. Спосіб одержання полімерного плівкового матеріалу роздільною екструзією принаймні трьох шарів із розплавів полімерів, поєднанням цих шарів в одну багатошарову плівку, о холодженням і розтягуванням багатошарової плівки, який відріз 40580 ваний чи парафінований папір [Патент Великобританії № 1535982, кл. В5В, 1978]. Технологія виготовлення таких матеріалів дуже трудомістка, а виготовлені за зазначеною технологією матеріали дорого коштують. Найбільш близьким рішенням до винаходу, що заявляється, за сукупністю ознак і технічним результатом є спосіб виробництва плівки з яскраво вираженим твіст-ефектом для упаковки харчових продуктів [Па тент США № 4842187, кл.В65D 11/16, 1989]. Цей спосіб обрано у якості прототипа. Відомий матеріал отримують екструзією росплаву композиції (мас. %) 35-55 полістиролу, 40-60 поліпропілену та 5-15 наповнювача, о холодженням, витягуванням з біаксіальною орієнтацією структури плівки та її термофіксацією. Отриманий за відомим способом плівковий матеріал за даними досліджень найбільш повно відповідає вимогам, що пред'являються до матеріалів упаковки харчових продук тів, але у такого матеріалу при швидкісному розрізі на упаковочних автоматах свіжоутворені краї не є вільними від деформації. Крім того, у відомого матеріалу затруднено отримання стабільних фізіко-механічних властивостей на великих площинах. Ці недоліки значно обмежують надійність роботи автоматів, особливо при максимальній продуктивності. Завданням винаходу є розробка способу одержання плівкового матеріалу для упакування харчових продук тів, який мав би достатню жорсткість, прозорість, блискучу привабливу поверхню, яскраво виражену довгострокову остаточну деформацію згину та скручування (твіст-е фект), фізіологічну нешкідливість при безпосередньому контакті з харчовими продукта ми та спрощену технологію виробництва. Поставлене завдання у заявленому способі вирішується тим, що плівковий матеріал одержують екструзією розплаву полімерної композиції з охолодженням і розтягуван ням плівки із композиції (мас.%) 15-55 полістиролу і 45-85 співполімеру, отриманого полімеризацією (мас.%) 20-35 стиролу та 65-80 бутадієну. За заявленим способом отримано плівковий матеріал з високою прозорістю, привабливим блискучим зовнішнім виглядом, підвищеною жорсткістю, здатністю утримувати до 98 % деформації згину та скручування, допущений у встановленому порядку за результатами санітарно-гігієнічних досліджень компетентної уста нови до довгострокового безпосереднього контакту з великою кількістю харчових продуктів. У варіанті способу для отримання полімерного плівкового матеріалу здійснюють співекструзію трьох плівок, причому внутрішній шар отримують за пропонованим способом, а зовнішні, завтовшки 5-35% від товщи ни всієї композиції, з поліетилену високого тиску або поліпропілену. Між зовнішніми шарами може бути розміщено декілька плівок, отриманих за пропонованим способом, які розділяють між собою шарами з поліетилену високого тиску або поліпропілену. Технологія одержання плівкового матеріалу не передбачає спеціальної орієнтації його структури після екструзії чи співекструзії для набуття необхідних властивостей збереження дефор мації згину чи скручування, що є значним спрощенням процесу. Особливо важливою властивістю отриманого плівкового матеріалу є практична відсутність деформації (скручування) країв плівки при її швидкісному розрізі, що значно знижує кількість браку при машинному упакуванні дрібноштучних харчових ви робів, тобто підвищує те хнологічність процесу і надійність роботи упаковочних автоматів. Плівковий матеріал одержували та ким чином. Приклад 1. Полімеризацію стиролу з бутадієном здійснювали в розчиннику (циклогексані) за відомою технологією. Гранульований стирол-бутадієновий співполімер (30 мас.% стиролу і 70 % бутадієну) у кількості 75% від загальної маси композиції ретельно перемішува ли з гранульованим полістиролом у кількості 25% і суміш розплавляли. Кількість стирол-бутадієнового співполімеру в різних експериментах складала 40,55,60,70, 80 і 90% від маси полімерної композиції. Розплав на відомій лінії виробництва полімерних плівок за допомогою шнекового екструдера з щілиною, у якої співвідношеннядовжини щілини до її ши рини складало 22:1, безперервно видавлювали у вигляді рукава плівки з подальшим охолодженням матеріалу і розтягуванням повітряним потоком та обробкою поверхневого ша ра коронним розрядом за відомою технологією. При цьому температуру матеріалу на стадіях від розплавлення до екструзії витримува ли в межах 171-177°С, товщи на плівки - (25-30)±1,5 мкм. Приклад 2. Як показали результати експерименту, плівковий матеріал, отриманий за пропонованим способом, добре зварюється з іншими плівковими полімерними матеріалами, а збільшення кількості шарів у плівці суттєво підвищує здатність матеріалу до збереження твіст-ефекту, тому методом співекструзії з тр ьох або п'яти екструдерів отримували багато шарові плівкові матеріали. Зовнішні шари цих матеріалів завтовшки 0,1 від загальної товщи ни матеріалу, виготовляли із більш гігієнічного по відношенню до харчови х продуктів-поліетилену високого тиску або поліпропілену, усередині цих шарів розміщува ли одну плівку завтовшки 0,8 від загальної товщи ни матеріалу, виготовлену за способом, наведеним у прикладі 1 (2а), або дві такі ж плівки, кожна завтовшки 0,35 від загальної товщини матеріалу, розділені шаром поліетилену високого тиску або поліпропілену, товщи на якого дорівнювала товщи ні зовнішніх ша рів (2b). Для усунення блокування (злипання) контактуючих поверхонь при довгостроковому збереженні плівкового матеріалу, зменшення коефіцієнту тертя та усунення накопичення статичної електрики до складу матеріалу зовнішніх ша рів додавали у загальній кількості 2-15 % від маси цих ша рів загальновідомі антиблокуючі, антифрикційні та антистатичні наповнювачі. У багатошарових матеріалах барвник додавали у внутрішній шар, що давало можливість забезпечити привабливий зовнішній вигляд і високі гігієнічні властивості зовнішнім шарам матеріалу, що контактують з харчовим продуктом. 2 40580 Порівняльні характеристики плівкових матеріалів наведено у таблиці. Ма теріали, отримані у прикладах 1, 2 зазначено в таблиці відповідно як 1, 2а та 2b. Випробування фізичних властивостей матеріалів здійснювали за стандартними методи ками в ідентичних умовах, експлуатаційні властивості матеріалів - при упакуванні карамелей типу "Театральна" на пакувальній машині фірми "Nagema" при швидкості 1200 і 600 циклів за хвилину. Найменування чинників Прототип 1 2а 2b Товщи на, мкм 25 25 25 28 уз довж 16,1 23,0 26,0 29,0 поперек 13,7 14,5 16,0 18,0 уз довж 150 150 150 140 поперек 150 300 240 220 (плівка-плівка) 0,45 0,3-0,4 0,3-0,4 0,3-0,4 прозорість, % 92 90 90 90 70-85 80-95 80-98 85-98 при 600 цикл/хв 2 1 1 1 при 1200 цикл/хв 4 1,5 1,5 1,2 Міцність при розриві, Мпа, не менше Відносне подовження при розриві, %, не більше Кінетичний коефіцієнт тертя Відносне збереження "твіст-ефекту" в однакових умовах, % Кількість бракованої продукції, % При змісті стирол-бутадієнового співполімеру в плівковому матеріалі менше 45 мас. % матеріал значно втрачає показчик утомливої міцності, тобто стає ламким при 20-40 циклах перегину, при вмісті співполімеру більше 85 мас.% матеріал суттєво втрачає твіст-е фект. При виготовленні пропонованого плівкового матеріалу стабільність його властивостей на знач них площинах зберігається при вмісті в сти рол-бутадієновому со полімері стиролу в межах 20-35 мас.%. Заявлений спосіб може бути реалізовано на устаткуванні відомих ліній виробництва плівкових полімерних матеріалів без суттєвих переналагоджень. Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 3
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for obtaining polymer film material (variants )
Автори англійськоюHalkin Oleksandr Oleksiiovych
Назва патенту російськоюСпособ получения полимерного пленочного материала /варианты/
Автори російськоюГалкин Олександр Олексийович
МПК / Мітки
МПК: B65D 65/40, B32B 37/14, C08L 53/00
Мітки: одержання, полімерного, матеріалу, спосіб, плівкового, варіанти
Код посилання
<a href="https://ua.patents.su/3-40580-sposib-oderzhannya-polimernogo-plivkovogo-materialu-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання полімерного плівкового матеріалу /варіанти/</a>
Спосіб одержання полімерного плівкового матеріалу
Номер патенту: 27674
Опубліковано: 15.09.2000
Автор: Галкін Олександр Олексійович
МПК: C08J 5/18
Мітки: одержання, полімерного, матеріалу, плівкового, спосіб
Текст:
...хл В 29 С 35/10, 1986, патент США № 4753700, кл 264-514, 1988]. внаслідок недостатніх механічних властивостей не можуть бути використані для упакування продуктів "у перекрутку" на зазначених швидкісних автоматах Добре виражений твіст-ефект мають КОМПОшаруваті ПЛІВКУ), ЩО вміщують крім полімерних шарів ще й металеву фольгу або воскований чи парафінований папір [патент Великобританії № 153982, кл В 5 В. 1978J Технологія ви готовлення таких...
Спосіб одержання полімерного матеріалу, який має біологічну активність ( варіанти )
Номер патенту: 37245
Опубліковано: 15.05.2001
Автори: Марковський Андрій Леонідович, Канівець Микола Петрович, Гринченко Анатолій Леонтійович, Ясников Олександр Олексійович, Узієнко Анатолій Борисович, Міхальова Наталія Володимирівна, Галкін Анатолій Павлович, Дульнєв Петро Григорович, Міщенко Ірина Миколаївна, Самусь Наталія Валеріївна, Благоєв Володимир Васильович
МПК: A01N 59/00, A01N 57/00, C08B 31/00, A01P 15/00, A01C 1/06
Мітки: полімерного, одержання, спосіб, біологічну, має, активність, варіанти, матеріалу
Формула / Реферат:
1. Способ получения полимерного материала, обладающего биологической активностью, отличающийся тем, что включает обработку крахмала в водной среде пероксидом водорода, фосфорной кислотой, хлорным железом в течение 2-3-х часов при температуре 25°С и при следующем соотношении компонентов, на 100 г крахмала:хлорное железо 0,005-0,015 гпероксид водорода 25%-ный ...
Повітропроникний плівковий/нетканий шаруватий матеріал (його варіанти),поглинальний виріб для особистої гігієни,предмет одягу, спосіб одержання повітропроникного плівкового/нетканого шаруватого матеріалу (його
Номер патенту: 26938
Опубліковано: 29.12.1999
Автор: Маккормак Енн Луіз
МПК: B32B 27/32, A61F 13/515, C08J 9/00, D04H 13/00, A61F 13/15, D06M 17/00, B32B 27/12, A61L 15/00, A61F 13/49, B29C 65/40, B32B 5/22, A61F 13/514, A61F 5/44
Мітки: одержання, повітропроникний, гігієни,предмет, шаруватий, спосіб, шаруватого, його, виріб, матеріал, варіанти),поглинальний, повітропроникного, одягу, особистої, матеріалу
Текст:
...слой при уссегрегациями одного компонента в друловии, что они не будут серьезно ухудгом. Кроме того, для образования волокшать способность пленки пропускать вознистого нетканого опорного слоя могут дух и соединяться посредством тепловой быть использованы двухкомпонентные во- 40 сварки с комфортным слоем 3 волокнислокна. При всех таких конфигурациях вотого полиолефинового нетканого полотна. локон клеящее вещество должно быть Как правило,...
Спосіб розфасовки сперми в облицьовані гранули з підвищенням кріостійкості полімерного матеріалу
Номер патенту: 29845
Опубліковано: 15.11.2000
Автори: Авраменко В'ячеслав Леонідович, Осташко Федір Іванович, Соклакова Олександра Василівна
МПК: A61D 19/02
Мітки: облицьовані, спосіб, матеріалу, сперми, підвищенням, кріостійкості, гранули, полімерного, розфасовки
Формула / Реферат:
Спосіб розфасовки сперми в облицьовані гранули з підвищенням кріостійкості полімерного матеріалу, який включає використання полімерного матеріалу для розфасовки сперми і відрізняється тим, що полімерний матеріал підлягає обробці температурним полем протягом певного часу і поступовому охолодженню.
Спосіб одержання пористого поперечнозшитого полімерного матеріалу
Номер патенту: 27469
Опубліковано: 15.09.2000
Автор: Бішаурі Шерон Мері
Мітки: матеріалу, пористого, поперечнозшитого, полімерного, спосіб, одержання
Текст:
...или смесь, содержащая сорбитанмонолаурат и сорбитанмоностеарат, являются наиболее предпочтительными для получения пенопластов с высокой поглощающей способностью и хорошими пенообразующими свойствами, например высокой стойкостью к изгибу при сжатии. Было найдено, что смесь сорбитанмонолаурата и сорбитанмонолальмитата приводит к получению пенопластов с очень высокой поглощающей способностью. Качественной эмульсией типа "вода в масле" с...
Попередній патент: Спосіб визначення параметрів зберігання рідких середовищ
Наступний патент: Система управління роликом для безступеневої передачі та безступенева передача
Випадковий патент: Смако-ароматична активна композиція