Спосіб виготовлення вапна для сталеплавильного виробництва
Номер патенту: 40658
Опубліковано: 27.04.2009
Автори: Кузнєцов Олександр Михайлович, Харін Олексій Константинович, Климанчук Владислав Владиславович, Якін Михайло Миколайович, Томашков Ігор Олексійович, Бойко Володимир Семенович, Булгаков В'ячеслав Анатольович, Кладіті Георгій Олександрович, Коваль Сергій Олексійович, Матвієнков Сергій Анатолійович, Прахнін Вячеслав Леонідович, Годинський Олександр Анатолійович, Катєнєв Федір Матвійович, Фентісов Ігор Миколайович, Ларіонів Олександр Олексійович, Косяк Віталій Петрович
Формула / Реферат
Спосіб виготовлення вапна для сталеплавильного виробництва, що включає виготовлення вапна у прямоструминно-протиструминній регенеративній двошахтній печі з одночасним завантаженням обох її шахт вапняком, почергову подачу природного газу та верхнього повітря для горіння в одну із шахт і періодичне їх переключення з однієї шахти на другу при постійній подачі в нижню зону обох шахт охолоджувального повітря, який відрізняється тим, що подачу вапняку в циклі випалу виконують порціями, вага яких складає 0,015-0,021 від добової продуктивності печі, співвідношення витрат природного газу та верхнього повітря для горіння в циклі випалу знаходиться в інтервалі 1:(15-18), а чистий час випалу складає 85-90 % від часу повного циклу випалу, при цьому обпалене вапно дроблять та розсіюють спочатку на фракцію більше 10 мм і фракцію менше 10 мм, а потім, просіваючи вапно фракції менше 10 мм, відокремлюють фракцію 5-10 мм, яку і використовують у сталеплавильних цехах за спеціальною технологією.
Текст
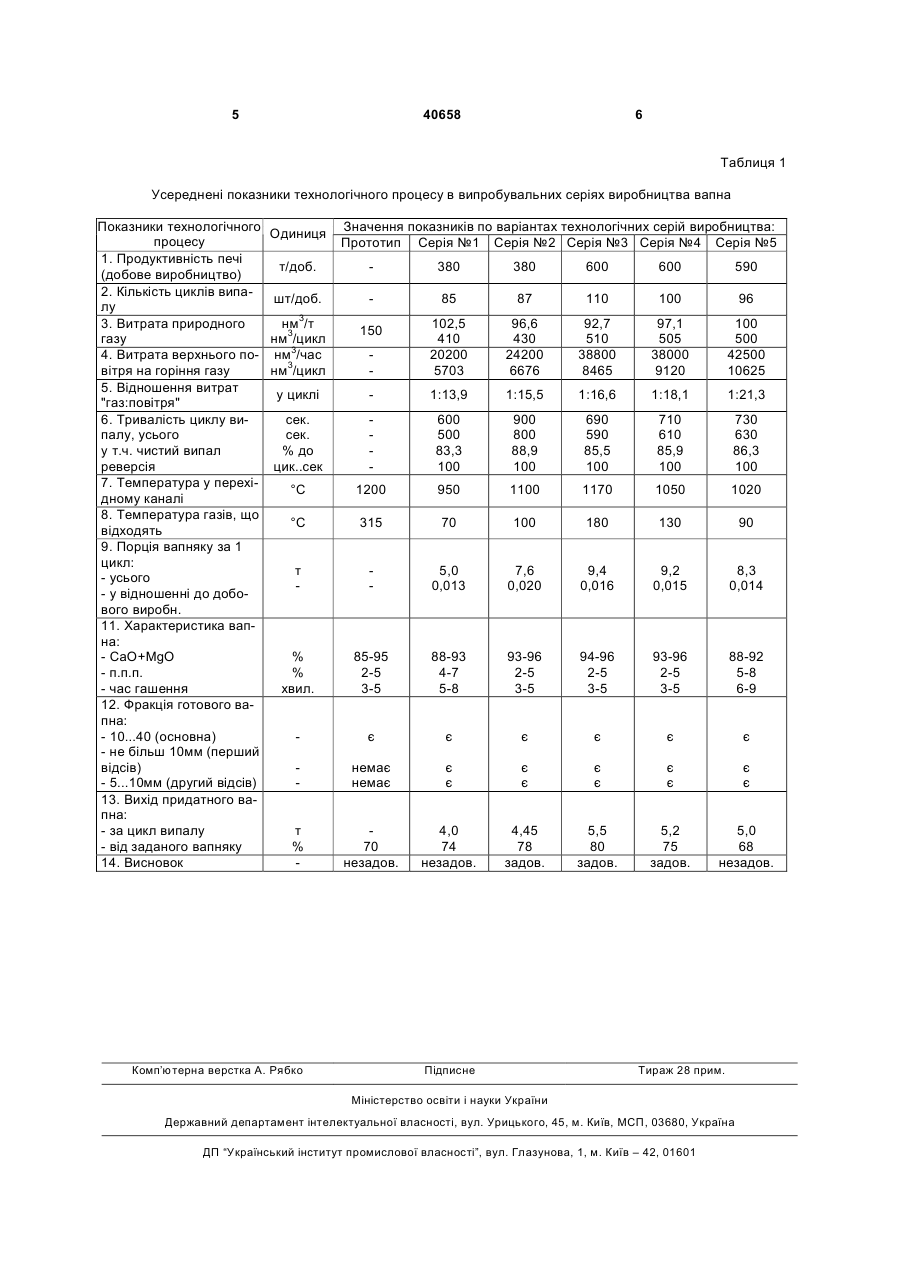
Спосіб виготовлення вапна для сталеплавильного виробництва, що включає виготовлення вапна у прямоструминно-протиструминній регенеративній двошахтній печі з одночасним завантаженням обох її шахт вапняком, почергову подачу природного газу та верхнього повітря для горіння в одну із шахт і періодичне їх переключення з однієї шахти на другу при постійній подачі в нижню зону обох шахт охолоджувального повітря, який відрізняється тим, що подачу вапняку в циклі випалу виконують порціями, вага яких складає 0,015-0,021 від добової продуктивності печі, співвідношення витрат природного газу та верхнього повітря для горіння в циклі випалу знаходиться в інтервалі 1:(15-18), а чистий час випалу складає 85-90% від часу повного циклу випалу, при цьому обпалене вапно дроблять та розсіюють спочатку на фракцію більше 10мм і фракцію менше 10мм, а потім, просіваючи вапно фракції менше 10мм, відокремлюють фракцію 5-10мм, яку і використовують у сталеплавильних цехах за спеціальною технологією. Корисна модель відноситься до чорної металургії, зокрема, до одержання металургійного вапна, і може бути використана на підприємствах чорної металургії, яки утилізують відсівання вапна безпосередньо в сталеплавильному виробництві. Відомий спосіб виготовлення вапна, який включає дроблення вапняку до фракції 40-150мм та його випал продуктами згоряння природного газу в режимі протитечії зверху вниз послідовно в трьох технологічних зонах: зоні підігріву з температурою до 900°С, зоні випалу з температурою 900-1200°С та зоні охолодження з температурою 40-70°С, при цьому тиск природного газу, подаваного в піч, складає 2-45кПа [Патент Росії №2155726, 2000р.]. Недоліком зазначеного способу одержання вапна є великі капітальні та експлуатаційні витрати, а також відсутність можливості істотного збільшення продуктивності наявного устаткування. Найбільш близьким технічним рішенням до способу, що заявляється, по сукупності ознак і результатам, які досягаються, є спосіб виготовлення вапна в прямоструминно-протиструминній регенеративній двошахтній печі, що використовують у США на фірмі "Union Carbid Corporation" [Монастырев А.В., Александров А.В. "Печи для производства извести", Справочник, М: "Металлургия", 1979], прийнятий за прототип. У зазначеному способі дві випалювальні шахти, з'єднані між собою каналом у нижній частині (19) UA (11) 40658 (13) (21) u200811626 (22) 29.09.2008 (24) 27.04.2009 (46) 27.04.2009, Бюл.№ 8, 2009 р. (72) БОЙКО ВОЛОДИМИР СЕМЕНОВИЧ, UA, МАТВІЄНКОВ СЕРГІЙ АНАТОЛІЙОВИЧ, UA, КЛИМАНЧУК ВЛАДИСЛАВ ВЛАДИСЛАВОВИЧ, UA, ПРАХНІН В'ЯЧЕСЛАВ ЛЕОНІДОВИЧ, UA, КАТЄНЄВ ФЕДІР МАТВІЙОВИЧ, UA, ГОДИНСЬКИЙ ОЛЕКСАНДР АНАТОЛІЙОВИЧ, UA, ЛАРІОНІВ ОЛЕКСАНДР ОЛЕКСІЙОВИЧ, UA, КУЗНЄЦОВ ОЛЕКСАНДР МИХАЙЛОВИЧ, UA, ТОМАШКОВ ІГОР ОЛЕКСІЙОВИЧ, UA, БУЛГАКОВ В'ЯЧЕСЛАВ АНАТОЛЬОВИЧ, UA, КОСЯК ВІТАЛІЙ ПЕТРОВИЧ, UA, ФЕНТІСОВ ІГОР МИКОЛАЙОВИЧ, UA, ХАРІН ОЛЕКСІЙ КОНСТАНТИНОВИЧ, UA, ЯКІН МИХАЙЛО МИКОЛАЙОВИЧ, UA, КОВАЛЬ СЕРГІЙ ОЛЕКСІЙОВИЧ, UA, КЛАДІТІ ГЕОРГІЙ ОЛЕКСАНДРОВИЧ, UA (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МАРІУПОЛЬСЬКИЙ МЕТАЛУРГІЙНИЙ КОМБІНАТ ІМЕНІ ІЛЛІЧА", UA U 1 3 зони випалу, одночасно завантажуються зверху вапняком фракції розміром 50-100мм, при цьому природний газ по черзі подається тільки в одну шахту з витратою 150нм3 природного газу на 1т придатного вапна, а верхнє повітря для його горіння продавлює гази крізь робочий простір печі з надлишком повітря, що забезпечує температуру в перехідному каналі 1200°С та димових газів на виході з печі 315°С. Подача палива і верхнього повітря для його горіння періодично переключається з однієї шахти на іншу, а охолоджувальне повітря постійно подається знизу в обидві шахти. Описаний спосіб поряд з перевагами має ряд недоліків, з яких основними є: - підвищена енергоємність, яка зв'язана з високою витратою природного газу для одержання 1т придатного вапна; - низький вихід вапна, придатного для використання в сталеплавильному виробництві; - значна засміченість основної фракції металургійного вапна (більш 10мм) дрібною фракцією вапна (менш 5мм), що викликає підвищену його втрату при завантаженні в сталеплавильні агрегати. В основу корисної моделі поставлено задачу удосконалити спосіб виготовлення вапна для сталеплавильного виробництва в прямоструминнопротиструминній регенеративній двошахтній печі, шляхом забезпечення оптимальної газопроникності та темпу подачі шихти, а також раціонального паливо-повітряного дутьового режиму. Поставлена задача вирішується тим, що у способі виготовлення вапна для сталеплавильного виробництва, який включає в себе виготовлення вапна в прямоструминно-протиструминній регенеративній двошахтній печі з одночасним завантаженням обох її шахт вапняком, почергову подачу природного газу і верхнього повітря для його горіння в одну із шахт із періодичним їхнім переключенням з однієї шахти на другу при постійній подачі в нижню зону обох шахт охолоджувального повітря, згідно корисної моделі, подачу вапняку в циклі випалу роблять порціями, вага яких складає 0,015-0,021 від добової продуктивності печі, співвідношення витрат природного газу та верхнього повітря для його горіння за цикл випалу знаходиться в інтервалі 1:(15-18), а чистий час випалу складає 85-90% від часу повного циклу випалу, при цьому обпалене вапно дроблять та розсіюють спочатку на велику (понад 10мм) і дрібну (менш 10мм) фракції, а потім просіваючи дрібне вапно відокремлюють фракцію 5-10мм, яку використовують у сталеплавильних цехах за спеціальною технологією. Запропонований спосіб дозволяє за рахунок оптимальної газопроникності та темпу подачі шихти, а також раціонального паливо-повітряного дуттьового режиму забезпечити найбільш сприятливий теплообмін у шахтах печі, мінімальну питому витрату палива на випал, найбільш ефективні температури в робочих зонах печі, а також максимально збільшити вихід придатного вапна для ста 40658 4 леплавильного виробництва, у тому числі і за рахунок додаткового відсівання дрібної фракції (510мм). Відпрацьовування запропонованого способу виготовлення вапна для сталеплавильного виробництва здійснювалось у власному вапняновипальному цеху комбінату ім. Ілліча, обладнаному прямоструминно-протиструминною регенеративною двошахтною піччю з поперемінною верхньою подачею повітря для його горіння (верхнє повітря) та постійною нижньою подачею повітря на охолодження готового вапна (нижнє повітря). Усереднені для однієї із серій випалу параметри технологічного процесу за період відпрацьовування технології склали: добова продуктивність ділянки 600т; час одного циклу випалу 689сек; у т.ч. час реверсії 100сек; час чистого випалу 589сек; маса вапняку, який завантажується, 9400кг/цикл; витрата природного газу 507нм3/цикл; витрата верхнього повітря для горіння 38600нм3/година; витрата повітря на охолодження (нижнього) 22780нм3/година; кількість циклів на добу 110шт; маса одержуваного вапна 5452кг/цикл; фракція вапна: - після випалу 80...130мм; - після дроблення не більш 40мм; - після первинного розсіву 1 сорт 10...40мм; - відсів не більш 10мм. При цьому ділянка для вторинного розсіву вапна фракції до 10 мм характеризується наступними параметрами: площа поверхні, яка просіває - 3,75м2; число ярусів розсіву - 1; амплітуда коливань - 1,6...3,7мм; частота коливань - 16±0,2сек-1; розміри чарунка сита - 5×5мм; фракція вапна після вторинного розсіву: - надрешіткова (для мартену) 5...10мм; - підрешіткова (на брикетування) менш 5мм. Технологічні параметри, які досягнуті в періоди випробувальних серій виробництва вапна та у базовому варіанті, приведені в таблиці 1. З порівняльного аналізу отриманих даних випливає, що максимальний позитивний ефект, який полягає в мінімальних витратах природного газу на одержання 1т вапна для сталеплавильного виробництва, оптимальних температурних режимах у робочому просторі печі, максимальному виході придатного, найбільш високих якісних показниках готової продукції і збільшенні обсягів кондиційного вапна для мартенівського виробництва за рахунок постачань фракції 5-10мм, досягається повною мірою тільки у випадку збігу всіх ознак запропонованого способу з оптимальними параметрами, що є об'єктом корисної моделі. Очікуваний економічний ефект від впровадження корисної моделі складає до 3млн.грн/рік. 5 40658 6 Таблиця 1 Усереднені показники технологічного процесу в випробувальних серіях виробництва вапна Показники технологічного процесу 1. Продуктивність печі (добове виробництво) 2. Кількість циклів випалу 3. Витрата природного газу 4. Витрата верхнього повітря на горіння газу 5. Відношення витрат "газ:повітря" 6. Тривалість циклу випалу, усього у т.ч. чистий випал реверсія 7. Температура у перехідному каналі 8. Температура газів, що відходять 9. Порція вапняку за 1 цикл: - усього - у відношенні до добового виробн. 11. Характеристика вапна: - CaO+MgO - п.п.п. - час гашення 12. Фракція готового вапна: - 10...40 (основна) - не більш 10мм (перший відсів) - 5...10мм (другий відсів) 13. Вихід придатного вапна: - за цикл випалу - від заданого вапняку 14. Висновок Одиниця Значення показників по варіантах технологічних серій виробництва: Прототип Серія №1 Серія №2 Серія №3 Серія №4 Серія №5 т/доб. 380 380 600 600 590 шт/доб. 85 87 110 100 96 102,5 410 20200 5703 96,6 430 24200 6676 92,7 510 38800 846597,1 505 38000 9120 100 500 42500 10625 у циклі 1:13,9 1:15,5 1:16,6 1:18,1 1:21,3 сек. сек. % до цик..сек 600 500 83,3 100 900 800 88,9 100 690 590 85,5 100 710 610 85,9 100 730 630 86,3 100 °С 1200 950 1100 1170 1050 1020 °С 315 70 100 180 130 90 т 5,0 0,013 7,6 0,020 9,4 0,016 9,2 0,015 8,3 0,014 % % хвил. 85-95 2-5 3-5 88-93 4-7 5-8 93-96 2-5 3-5 94-96 2-5 3-5 93-96 2-5 3-5 88-92 5-8 6-9 є є є є є є немає немає є є є є є є є є є є т % 70 незадов. 4,0 74 незадов. 4,45 78 задов. 5,5 80 задов. 5,2 75 задов. 5,0 68 незадов. 3 нм /т нм3/цикл нм3/час нм3/цикл Комп’ютерна верстка А. Рябко 150 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLime production process for steel industry
Автори англійськоюBoiko Volodymyr Semenovych, Matvienkov Serhii Anatoliiovych, Klymanchuk Vladyslav Vladyslavovych, Prakhnin Viacheslav Leonidovych, Katenev Fedir Matviiovych, Hodynskyi Oleksandr Anatoliiovych, Larioniv Oleksandr Oleksiiovych, Kuznietsov Oleksandr Mykhailovych, Tomashkov Ihor Oleksiiovych, Bulhakov Viacheslav Anatoliovych, Kosiak Vitalii Petrovych, Fentisov Ihor Mykolaiovych, Kharin Oleksii Konstantynovych, Yakin Mykhailo Mykolaiovych, Koval Serhii Oleksiovych, Kladiti Heorhii Oleksandrovych
Назва патенту російськоюСпособ изготовления извести для сталеплавильного производства
Автори російськоюБойко Владимир Семенович, Матвиенков Сергей Анатольевич, Климанчук Владислав Владиславович, Прахнин Вячеслав Леонидович, Катенев Федор Матвеевич, Годинский Александр Анатольевич, Ларионов Александр Алексеевич, Кузнецов Александр Михайлович, Томашков Игорь Алексеевич, Булгаков Вячеслав Анатольевич, Косяк Виталий Петрович, Фентисов Игорь Николаевич, Харин Алексей Константинович, Якин Михаил Николаевич, Коваль Сергей Алексеевич, Кладити Георгий Александрович
МПК / Мітки
МПК: C04B 2/00
Мітки: виробництва, вапна, виготовлення, спосіб, сталеплавильного
Код посилання
<a href="https://ua.patents.su/3-40658-sposib-vigotovlennya-vapna-dlya-staleplavilnogo-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення вапна для сталеплавильного виробництва</a>
Спосіб виготовлення вапна для сталеплавильного виробництва
Номер патенту: 33292
Опубліковано: 15.10.2003
Автор: Савченко Володимир Ілліч
МПК: C04B 2/00
Мітки: вапна, спосіб, виготовлення, виробництва, сталеплавильного
Формула / Реферат:
Спосіб виготовлення вапна для сталеплавильного виробництва, який включає випал кальцієвмісної речовини, який відрізняється тим, що як кальцієвмісну речовину використовують крейдяну карбонатну породу, при цьому її випал проводять в обертовій печі, в якій послідовно випаровують фізичну вологу при температурі 100-120°С, виконують термопідготовку з нагрівом сухої речовини до температури 800-850°С, випалюють кальцієвмісну речовину з...
Спосіб виготовлення вапна озалізненого для сталеплавильного виробництва
Номер патенту: 34388
Опубліковано: 15.10.2003
Автор: Савченко Володимир Ілліч
Мітки: сталеплавильного, виробництва, спосіб, озалізненого, виготовлення, вапна
Формула / Реферат:
1. Спосіб виробництва вапна озалізненого для сталеплавильного виробництва, що включає завантаження в обертову піч шихти у вигляді карбонатовмісної сировини та залізовмісної добавки та її випал, який відрізняється тим, що як карбонатовмісну сировину використовують крейду, а її випал здійснюють при температурі 1400-1500°С.2. Спосіб за п. 1, який відрізняється тим, що як залізовмісну добавку використовують окалину або залізорудні...
Спосіб виробництва металургійного вапна в прямоточно-протиточній регенеративній двошахтній печі
Номер патенту: 66317
Опубліковано: 15.04.2004
Автори: Бойко Володимир Семенович, Харін Олексій Константинович, Томашков Ігор Олексійович, Ларіонов Олександр Олексійович, Самохвалов Володимир Михайлович, Булгаков Вячеслав Анатолійович, Кузнецов Олександр Михайлович, Климанчук Владислав Владиславович, Фентісов Ігор Миколайович
МПК: C21B 7/00
Мітки: печі, двошахтній, металургійного, прямоточно-протиточній, виробництва, спосіб, вапна, регенеративний
Формула / Реферат:
Спосіб виробництва металургійного вапна в прямоточно-протиточній регенеративній двошахтній печі, який включає завантаження вапняку фракції 80-130 мм і поперемінну подачу газоповітряної суміші в шахти печі, який відрізняється тим, що подачу вапна на випал здійснюють порціями по 4,7 т через 780-1000 сек. у кожну шахту одночасно при питомій витраті газу 98,5-100 нм3/т вапна і співвідношенні газ-повітря 1,3-1,5, а температури димових газів у...
Спосіб виробництва конвертерного вапна
Номер патенту: 42552
Опубліковано: 15.10.2001
Автори: Гуржій Вікторія Володимирівна, Щербань Микола Григорович, Степаненко Костянтин Пантелійович, Бондаренко Дмитро Тарасович
МПК: C04B 2/00
Мітки: конвертерного, вапна, спосіб, виробництва
Формула / Реферат:
Спосіб виробництва конвертерного вапна, що містить завантаження, наприклад, у шахтну піч, нагрівання, випал і охолодження вапняку, який відрізняється тим, що у піч спочатку завантажують вапняк із вмістом Mg СО3 від 7% до 25%, підігрівають його до температури 400°С протягом 2,8-4,0 годин, потім роблять випал при температурі 700°С протягом 2,1-2,6 годин, після чого роблять випал при температурі 950°С протягом 4,7-5,4 годин і охолоджують вапно...
Спосіб виробництва відпаленого металургійного вапна
Номер патенту: 24942
Опубліковано: 25.07.2007
Автори: Корякін Володимир Михайлович, Іванець Валерій Григорович, Яцьків Василь Іванович
Мітки: металургійного, відпаленого, спосіб, вапна, виробництва
Формула / Реферат:
1. Спосіб виробництва відпаленого металургійного вапна, що включає розвантаження і класифікацію вихідного вапняку, подачу класифікованого матеріалу в обертову піч відпалу, сушіння, підігрів і відпал вапняку в робочому просторі обертової печі, охолодження вапна повітрям, що подається на спалювання природного газу, грохочення охолодженого вапна по класу 10 мм, подачу на склад готової продукції й відвантаження в сталеплавильне виробництво...
Попередній патент: Складений прокатний валок
Наступний патент: Інфрачервона хибна ціль
Випадковий патент: Сполуки ряду андростанів та прегнанів для алостеричної модуляції рецептора g-аміномасляної кислоти