Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі
Номер патенту: 40859
Опубліковано: 27.04.2009
Автори: Заєць Тетяна Дмитрівна, Майборода Віктор Станіславович, Бобіна Марина Миколаївна, Бобін Андрій Борисович

Формула / Реферат
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі, що включає нагрів та витримку інструменту у середовищі, що насичує, за яке використовують суміш щавлевокислого амонію та хлористого амонію при наступному співвідношенні компонентів, мас. %: щавлевокислий амоній - 98-99, хлористий амоній - 1-2, обробку холодом шляхом занурення в середовище, що охолоджує, перед нагрівом проводять активацію поверхні виробу абразивним порошком у магнітному полі, який відрізняється тим, що після обробки холодом додатково проводять активацію поверхні виробу абразивним порошком у магнітному полі.
Текст
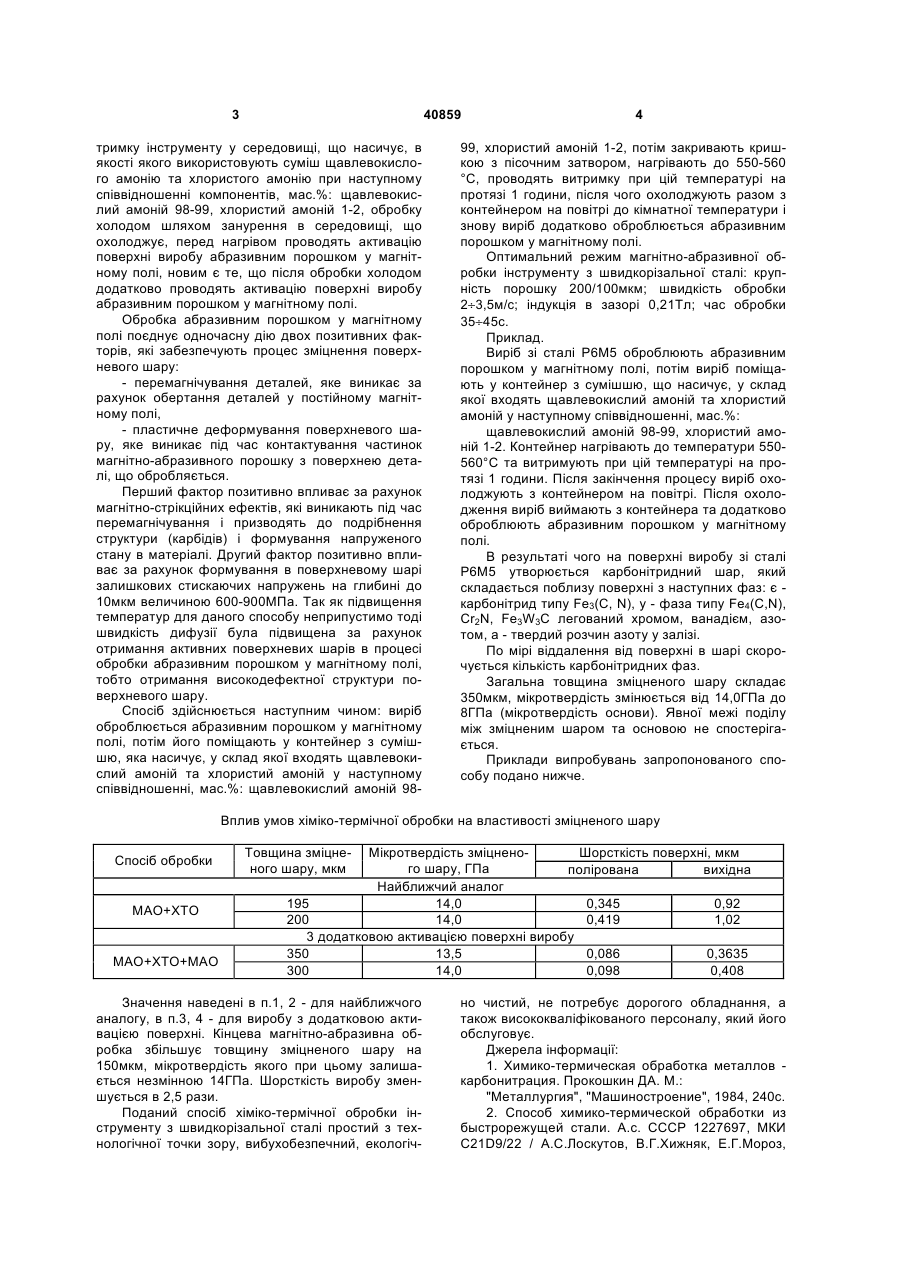
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі, що включає нагрів та ви 3 40859 тримку інструменту у середовищі, що насичує, в якості якого використовують суміш щавлевокислого амонію та хлористого амонію при наступному співвідношенні компонентів, мас.%: щавлевокислий амоній 98-99, хлористий амоній 1-2, обробку холодом шляхом занурення в середовищі, що охолоджує, перед нагрівом проводять активацію поверхні виробу абразивним порошком у магнітному полі, новим є те, що після обробки холодом додатково проводять активацію поверхні виробу абразивним порошком у магнітному полі. Обробка абразивним порошком у магнітному полі поєднує одночасну дію двох позитивних факторів, які забезпечують процес зміцнення поверхневого шару: - перемагнічування деталей, яке виникає за рахунок обертання деталей у постійному магнітному полі, - пластичне деформування поверхневого шару, яке виникає під час контактування частинок магнітно-абразивного порошку з поверхнею деталі, що обробляється. Перший фактор позитивно впливає за рахунок магнітно-стрікційних ефектів, які виникають під час перемагнічування і призводять до подрібнення структури (карбідів) і формування напруженого стану в матеріалі. Другий фактор позитивно впливає за рахунок формування в поверхневому шарі залишкових стискаючих напружень на глибині до 10мкм величиною 600-900МПа. Так як підвищення температур для даного способу неприпустимо тоді швидкість дифузії була підвищена за рахунок отримання активних поверхневих шарів в процесі обробки абразивним порошком у магнітному полі, тобто отримання високодефектної структури поверхневого шару. Спосіб здійснюється наступним чином: виріб оброблюється абразивним порошком у магнітному полі, потім його поміщають у контейнер з сумішшю, яка насичує, у склад якої входять щавлевокислий амоній та хлористий амоній у наступному співвідношенні, мас.%: щавлевокислий амоній 98 4 99, хлористий амоній 1-2, потім закривають кришкою з пісочним затвором, нагрівають до 550-560 °С, проводять витримку при цій температурі на протязі 1 години, після чого охолоджують разом з контейнером на повітрі до кімнатної температури і знову виріб додатково оброблюється абразивним порошком у магнітному полі. Оптимальний режим магнітно-абразивної обробки інструменту з швидкорізальної сталі: крупність порошку 200/100мкм; швидкість обробки 2÷3,5м/с; індукція в зазорі 0,21Тл; час обробки 35÷45с. Приклад. Виріб зі сталі Р6М5 оброблюють абразивним порошком у магнітному полі, потім виріб поміщають у контейнер з сумішшю, що насичує, у склад якої входять щавлевокислий амоній та хлористий амоній у наступному співвідношенні, мас.%: щавлевокислий амоній 98-99, хлористий амоній 1-2. Контейнер нагрівають до температури 550560°С та витримують при цій температурі на протязі 1 години. Після закінчення процесу виріб охолоджують з контейнером на повітрі. Після охолодження виріб виймають з контейнера та додатково оброблюють абразивним порошком у магнітному полі. В результаті чого на поверхні виробу зі сталі Р6М5 утворюється карбонітридний шар, який складається поблизу поверхні з наступних фаз: є карбонітрид типу Fе3(С, N), у - фаза типу Fe4(C,N), Cr2N, Fe3W3C легований хромом, ванадієм, азотом, а - твердий розчин азоту у залізі. По мірі віддалення від поверхні в шарі скорочується кількість карбонітридних фаз. Загальна товщина зміцненого шару складає 350мкм, мікротвердість змінюється від 14,0ГПа до 8ГПа (мікротвердість основи). Явної межі поділу між зміцненим шаром та основою не спостерігається. Приклади випробувань запропонованого способу подано нижче. Вплив умов хіміко-термічної обробки на властивості зміцненого шару Спосіб обробки МАО+ХТО МАО+ХТО+МАО Шорсткість поверхні, мкм Мікротвердість зміцненого шару, ГПа полірована вихідна Найближчий аналог 195 14,0 0,345 0,92 200 14,0 0,419 1,02 3 додатковою активацією поверхні виробу 350 13,5 0,086 0,3635 300 14,0 0,098 0,408 Товщина зміцненого шару, мкм Значення наведені в п.1, 2 - для найближчого аналогу, в п.3, 4 - для виробу з додатковою активацією поверхні. Кінцева магнітно-абразивна обробка збільшує товщину зміцненого шару на 150мкм, мікротвердість якого при цьому залишається незмінною 14ГПа. Шорсткість виробу зменшується в 2,5 рази. Поданий спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі простий з технологічної точки зору, вибухобезпечний, екологіч но чистий, не потребує дорогого обладнання, а також висококваліфікованого персоналу, який його обслуговує. Джерела інформації: 1. Химико-термическая обработка металлов карбонитрация. Прокошкин ДА. М.: "Металлургия", "Машиностроение", 1984, 240с. 2. Способ химико-термической обработки из быстрорежущей стали. А.с. СССР 1227697, МКИ C21D9/22 / А.С.Лоскутов, В.Г.Хижняк, Е.Г.Мороз, 5 40859 А.В.Жалнин; заявка №3750556 від 04.06.1984; опубл. 30.04.1986, бюл. №16. 3. Спосіб хіміко-термічної обробки інструменту з швидкоріжучої сталі. Патент України №42541А, Комп’ютерна верстка Н. Лисенко 6 МПК7 С23С8/00 / B.C.Майборода, Н.В.Ульяненко, М.М.Бобіна; заявка №2001032104 від 30.03.2001; опубл. 15.10.2001, бюл. №9. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for chemical and heat treatment of the tool from rapid steel
Автори англійськоюBobina Maryna Mykolaivna, Maiboroda Viktor Stanislavovych, Bobin Andrii Borysovych, Zaiets Tetiana Dmytrivna
Назва патенту російськоюСпособ химико-термической обработки инструмента из быстрорежущей стали
Автори російськоюБобина Марина Николаевна, Майборода Виктор Станиславович, Бобин Андрей Борисович, Заяц Татьяна Дмитриевна
МПК / Мітки
МПК: C21D 1/78
Мітки: швидкорізальної, інструменту, спосіб, сталі, хіміко-термічної, обробки
Код посилання
<a href="https://ua.patents.su/3-40859-sposib-khimiko-termichno-obrobki-instrumentu-z-shvidkorizalno-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі</a>
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі
Номер патенту: 42541
Опубліковано: 15.10.2001
Автори: Бобіна Марина Миколаївна, Ульяненко Наталія Валентинівна, Майборода Віктор Станіславович
МПК: B24B 31/112, C23C 8/00
Мітки: спосіб, хіміко-термічної, сталі, інструменту, швидкорізальної, обробки
Формула / Реферат:
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі, що включає нагрів та витримку інструменту у середовищі, що насичує, за яке використовують суміш щавлевокислого амонію та хлористого амонію при наступному співвідношенні компонентів, мас. %: щавлевокислий амоній - 98-99, хлористий амоній - 1-2, обробку холодом шляхом занурення в середовище, що охолоджує, який відрізняється тим, що перед нагрівом проводять активацію поверхні...
Спосіб обробки інструменту з порошкової швидкорізальної сталі

Номер патенту: 60833
Опубліковано: 15.10.2003
Автори: Алімов Валерій Іванович, Кримов Віталій Миколайович, Пасечна Яна Валеріївна
МПК: B21K 5/00, C21D 9/22, C21D 8/00
Мітки: сталі, спосіб, порошкової, швидкорізальної, інструменту, обробки
Формула / Реферат:
1. Спосіб обробки інструменту з порошкової швидкорізальної сталі, що включає оплавлення, наступне гідропресування і завершальну термічну обробку, який відрізняється тим, що оплавлення роблять плазмовим впливом, наступне гідропресування здійснюють зі ступенем деформації не більше 50%, а при завершальній термічній обробці гартування ведуть з регламентацією питомої тривалості нагріву.2. Спосіб за п.1, який відрізняється тим, що оплавлення...
Спосіб хіміко-термічної обробки твердосплавного інструменту з покриттям
Номер патенту: 62775
Опубліковано: 15.11.2006
Автори: Таран Валерій Семенович, Бєлаш Микола Миколайович, Толстолуцька Галина Дмитрівна
МПК: C23C 8/06, C23C 8/00, C23C 14/32, C23C 8/24, C21D 1/34
Мітки: твердосплавного, спосіб, інструменту, обробки, хіміко-термічної, покриттям
Формула / Реферат:
Спосіб хіміко-термічної обробки твердосплавного інструменту з покриттям, що включає обробку інструменту в плазмі газового розряду на основі азоту, який відрізняється тим, що обробку інструменту ведуть у постійному магнітному полі, силові лінії якого сконцентровані в міжелектродному просторі і проходять крізь протилежні поверхні електродів, та подають негативний потенціал на інструмент -400...-2000 В відносно корпусу.
Спосіб хіміко-термічної обробки сталі
Номер патенту: 27961
Опубліковано: 26.11.2007
Автори: Безрукава Вікторія Анатоліївна, Дідик Ростислав Петрович, Грязнова Людмила Вікторівна, Лісняк Олександр Григорович
Мітки: хіміко-термічної, сталі, обробки, спосіб
Формула / Реферат:
Спосіб хіміко-термічної обробки сталі, що включає попереднє навантаження металу та наступне насичення поверхні деталі атомами неметалу, який відрізняється тим, що деталь піддають ударно-хвильовому навантаженню від вибуху вибухової речовини.
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі
Номер патенту: 45389
Опубліковано: 15.04.2002
Автори: Штакун Володимир Анатолійович, Ульшин Віктор Іванович, Бондар Володимир Григорович, Сорокін Юрій Володимирович, Гогаєв Казбек Олександрович
МПК: B22F 3/20, B23P 15/28, B21K 5/00, B22F 7/06
Мітки: біметалевого, швидкорізальної, сталі, спосіб, конструкційної, виготовлення, різального, інструменту
Формула / Реферат:
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі, який включає отримання біметалевої заготовки, спікання її у вакуумі і гарячу екструзію з одержанням профільної різальної частини, з'єднання її з хвостовою частиною, який відрізняється тим, що отримання біметалевої заготовки здійснюють розміщенням у пресформі двох шарів порошків конструкційної та швидкорізальної сталі з висотою засипки порошку...
Попередній патент: Спосіб електроіскрового зміцнення поверхні металів та сплавів
Наступний патент: Спосіб виготовлення біметалевих виробів
Випадковий патент: Установка для піролізу вуглеводневої сировини