Спосіб обробки інструменту з порошкової швидкорізальної сталі
Номер патенту: 60833
Опубліковано: 15.10.2003
Автори: Алімов Валерій Іванович, Пасечна Яна Валеріївна, Кримов Віталій Миколайович

Формула / Реферат
1. Спосіб обробки інструменту з порошкової швидкорізальної сталі, що включає оплавлення, наступне гідропресування і завершальну термічну обробку, який відрізняється тим, що оплавлення роблять плазмовим впливом, наступне гідропресування здійснюють зі ступенем деформації не більше 50%, а при завершальній термічній обробці гартування ведуть з регламентацією питомої тривалості нагріву.
2. Спосіб за п.1, який відрізняється тим, що оплавлення виконують на глибину 0,1-0,5 мм.
3. Спосіб за пп.1 або 2, який відрізняється тим. що питома тривалість нагріву складає 10-20 с на 1 мм перерізу розрахункового розміру.
Текст
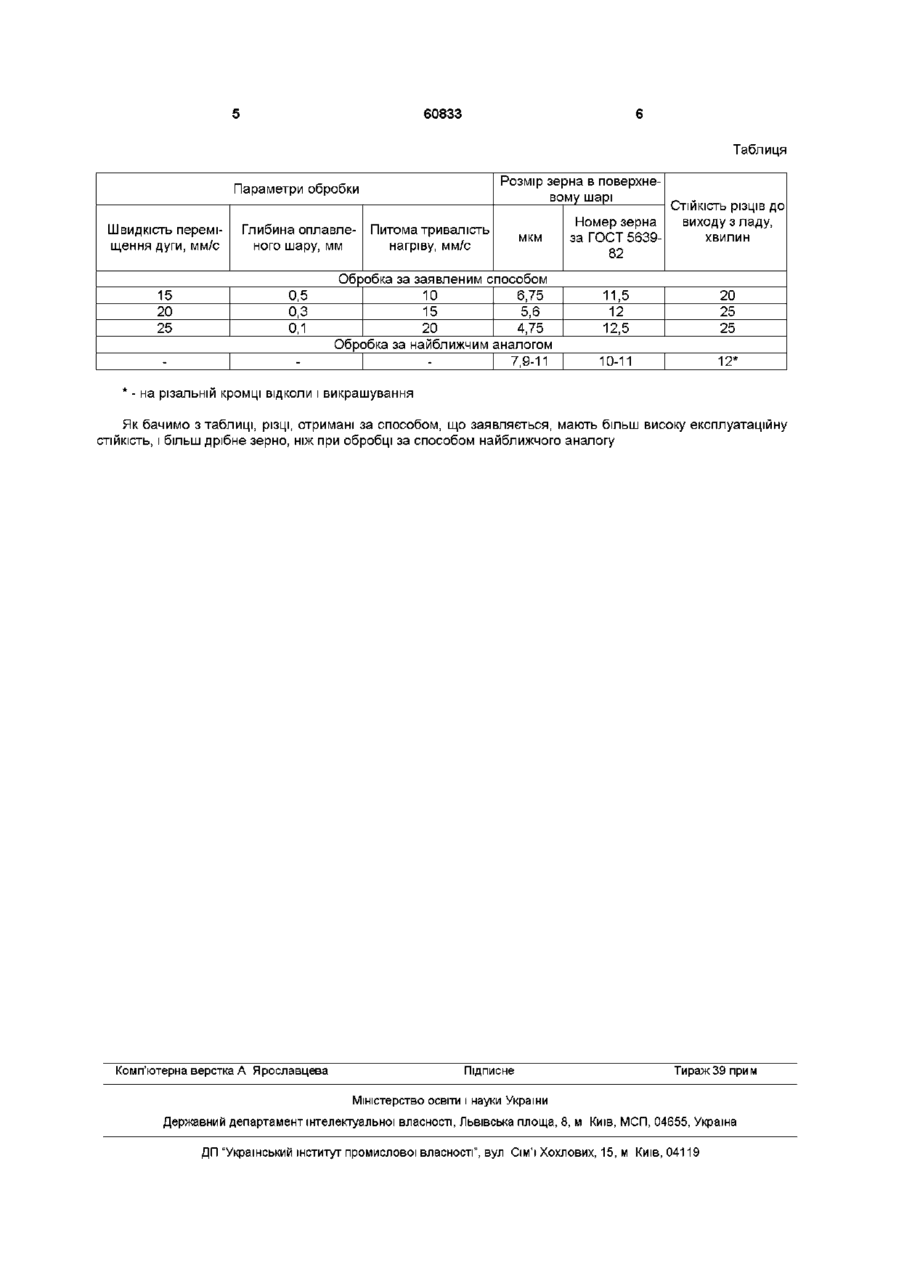
1 Спосіб обробки інструменту з порошкової швидкорізальної сталі, що включає оплавлення, наступне гідропресування і завершальну термічну обробку, який відрізняється тим, що оплавлення роблять плазмовим впливом, наступне гідропресування здійснюють зі ступенем деформації не більше 50%, а при завершальній термічній обробці гартування ведуть з регламентацією питомої тривалості нагріву 2 Спосіб за п 1, який відрізняється тим, що оплавлення виконують на глибину 0,1-0,5мм 3 Спосіб за пп 1 або 2, який відрізняється тим що питома тривалість нагріву складає 10-20с на 1мм перерізу розрахункового розміру Винахід відноситься до галузі зміцнюючої обробки, а більш конкретно до зміцнюючої обробки інструменту з легованих сталей, переважно швидкорізальних, і може бути використаний в машинобудуванні при виробництві товарного і змінного інструменту, а також відновлюваного інструменту Відомий спосіб термомеханічної обробки виробів, що включає оплавлення поверхневого шару, нагрів всього виробу чи його частини і деформацію (ас СРСР №1773069, кл C21D8/00, опубл 27 03 96, Бюл №9) Недоліком відомого способу є збільшення зерна аустеніту, особливо в зовнішньому оплавленому шарі, що не скасовується наступньою гарячою деформацією, тому що при гарячій деформації інтенсивно розвиваються рекристалізаційні процеси, які цілком не притисняються прискореним охолодженням Сталь з великим зерном аустеніту має знижені механічні властивості, що неприпустимо для інструменту Відомий також спосіб зміцнення інструменту зі швидкорізальних сталей, що включає попередню об'ємну термічну обробку, поверхневе зміцнення висококонцентрованим джерелом енергії й остаточний об'ємний відпуск, у якому поверхневе зміцнення здійснюють трикратно з температурою при другому і третьому підігрівах, що дорівнює стандартній температурі гартування сталі, а при першому - на 30-70°С, що перевищує стандартну температуру гартування (патент України №21730, кл C21D 9/22, опубл 02 12 97р) Недоліком цього способу є наявність зони знеміцнення на глибині від поверхні, що дорівнює поверхнево зміцненій зоні, яка виникає через термічний вплив, викликаний впливом висококонцентрованого джерела нагріву У результаті прискорюється вихід інструменту із строю через сколювання його різальної частини Відомий спосіб виготовлення різального інструменту, який включає кінцеве оплавлення труби з електрошлаковим заплавленням стержнем з конструкційної сталі, наступне гідропресування на пруток, близький до розміру різального інструменту, завершальну термічну обробку, що полягає в об'ємному гартуванні при температурі 11501250°С і дворазовому відпуску при 560-580°С (ас СРСР №617155, кл В21К5/00, опубл 30 07 78, Бюл №28) Цей спосіб за технічною сутністю є найбільш близьким до того, що заявляється, і тому прийнятий як найближчий аналог Ознаками найближчого аналога, що збігаються з суттєвими ознаками способу, що заявляється, є оплавлення, наступне гідропресування і завершальна термічна обробка Недоліком відомого способу за найближчим аналогом є кінцеве оплавлення заготовки з одержанням грубозернистої структури литого металу Наступне гідропресування лише витягує в подовжньому напрямку зерна, а завершальна термічна, тим більше хіміко-термічна обробка, не забезпечують одержання дрібнозернистої структури, необхідної для різального інструменту, у зв'язку з цим інструмент, оброблений відомим способом, має невисоку ЗНОСОСТІЙКІСТЬ І СТІЙКІСТЬ ДО СКОЛЮ со го 00 о (О 60833 вання В основу винаходу, що пропонується, поставлена задача такого удосконалення способу обробки інструменту з порошкової швидкорізальної сталі, яке б дозволило підвищити СТІЙКІСТЬ інструменту шляхом підвищення ЗНОСОСТІЙКОСТІ і СТІЙКОСТІ до сколювання, за рахунок створення вихідної дрібнозернистої структури обробками, що передують остаточній термообробці, і успадкування її Поставлена задача вирішується тим, що в способі обробки інструменту з порошкової швидкорізальної сталі, що включає оплавлення, наступне гідропресування і завершальну термічну обробку, ВІДПОВІДНО до винаходу оплавлення роблять плазмовим впливом, наступне гідропресування здійснюють зі ступенем деформації не більш 50%, а при завершальній термічній обробці гартування ведуть з регламентацією питомої тривалості нагріву Доцільно оплавлення робити на глибину 0,10,5мм Доцільно гартування робити при питомій тривалості нагріву 10-20 с на 1мм перетину розрахункового розміру Завдяки новим ознакам і межам, що заявляються, досягається здрібнювання зерна в найбільш навантажених поверхневих шарах інструменту, а в зв'язку з цим збільшується СТІЙКІСТЬ інструменту завдяки підвищенню ЗНОСОСТІЙКОСТІ І СТІЙКОСТІ до сколювання металу на поверхні Плазмовий вплив характеризується найбільшим вкладенням теплової енергії, тому нагрів буде відбуватися швидко, що сприяє формуванню дрібнозернистої структури Оплавлення плазмовим впливом роблять до гідропресування, завдяки якому додатково подрібнюється успадкована дрібнозерниста лита структура металу, що закристалізувався При оплавленні поверхневого шару на глибину менш 0,1мм ефект здрібнювання зерна в такому шарі не грає визначальної ролі в підвищенні СТІЙКОСТІ інструменту в цілому При глибині оплавлення поверхневого шару більш ніж на 0,5мм, можливо стікання оплавленого металу й утворення підвищеної пористості оплавленого шару, що не скасовується наступним гідропресуванням При гідропресуванні зі ступенем деформації не більш 50% закриваються пори і несуцільності в оплавленому шарі, дробляться зерна і надлишкові фази, наприклад карбіди так, що структура здобуває додаткову дрібнозернистість При гідропресуванні зі ступенем деформації більш 50% можливе утворення мікротріщин через те, що швидкорізальні сталі відносяться до матеріалів з обмеженою пластичністю Нагрів під об'ємне гартування інструменту після плазменого впливу і гідропресування роблять при питомій тривалості 10-20 с на 1мм перетину розрахункового розміру Це забезпечує одержання в загартованій сталі дрібнозернистої структури з розміром зерна номер 11,5-12,5 за ГОСТ 5639-82 У свою чергу сталь з такою структурою характеризується високою ЗНОСОСТІЙКІСТЮ і СТІЙКІСТЮ до ско лювання При питомій тривалості нагріву менш 10 с на 1мм перетину розрахункового розміру рівномірний нагрів по перетину не встигає відбутися, у результаті виходить недогрів, аустеніт і одержуваний з нього мартенсит недостатньо леговані, у результаті чого СТІЙКІСТЬ інструменту знижується При питомій тривалості нагріву більш 20 с на 1мм перетину розрахункового розміру сталь перегрівається, зерно аустеніту збільшується, СТІЙКІСТЬ інструменту знижується, викрашується робоча поверхня інструменту Спосіб обробки інструменту з порошкової швидкорізальної сталі здійснюється таким чином Інструмент попередньо підготовляють для зміцнення Потім на робочу поверхню короткочасно впливають плазмою, наприклад, отриманої електродуговим розрядом, до оплавлення поверхневого шару на глибину 0,1-0,5мм, цей шар швидко кристалізується через інтенсивний тепловідвод масою інструменту Після цього одним з відомих способів роблять гідропресування зі ступенем деформації не більш 50% Заключною операцією є об'ємне гартування і двох- триразовий відпуск в залежності від марки порошкової швидкорізальної сталі Питома тривалість нагріву перед гартуванням складає 10-20 с на 1мм перетину розрахункового розміру Температура нагріву під гартування вибирається в зв'язку з химскладом сталі і складає 1190-1250°С Температура відпуску призначається рівної 550-570°С тривалістю 1 година на кожний відпуск Приклад Заготовки зі сталі Р6М5 перетином 25х25мм, виготовлені за прийнятою для порошкових сталей технологією, піддавали впливу дугоразрядной плазми Обробку вели при наступних параметрах сила струму дуги І 50А, швидкість переміщення дуги щодо поверхні 15-25мм/с Використовували графітовий електрод, полярність дуги - пряма Оброблену плазмою заготовку пдропресували зі ступенем деформації 36% Пресовані прутки піддавали остаточній термічній обробці об'ємному гартуванню з 1220-1240°С і дворазовому відпуску при 560°С тривалістю 1 година Нагрів здійснювали в розплаві ВаСЬ, що забезпечує прогрів заготовки за 200-400 с для зазначеного діапазону гартування Гартування здійснювали в маслі Відпуск проводили в печі з повітряною атмосферою з наступним охолодженням на повітрі Потім заготовки піддавали механічній обробці, а саме заточенню з імітацією кромки прохідного різця Модельні різці випробували шляхом проточки на токарському верстаті квадратного прутка перетином 20х20мм із нормалізованої сталі 45 Використання квадратного прутка імітувало роботу різця з ударами Швидкість обробки складала 30м/с СТІЙКІСТЬ різців оцінювали по тривалості роботи до переточування З готових різців вирізали зразки, на яких виготовляли поперечні шліфи за прийнятою методикою На шліфах визначали розмір зерна за ГОСТ 5639-82 Результати вимірів і ІСПИТІВ зведені в таблицю 60833 Таблиця Параметри обробки Розмір зерна в поверхневому шарі Швидкість переміщення дуги, мм/с Глибина оплавленого шару, мм Номер зерна за ГОСТ 563982 виходу з ладу, хвилин 15 20 25 0,5 0,3 0,1 11,5 12 12,5 20 25 25 10-11 12* Питома тривалість нагріву, мм/с мкм Обробка за заявленим способом 10 6,75 15 5,6 20 4,75 Обробка за найближчим аналогом 7,9-11 СТІЙКІСТЬ різців до - на різальній кромці відколи і викрашування Як бачимо з таблиці, різці, отримані за способом, що заявляється, мають більш високу експлуатаційну СТІЙКІСТЬ, і більш дрібне зерно, ніж при обробці за способом найближчого аналогу Комп'ютерна верстка А Ярославцева Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment a tool from powder high-speed steel
Автори англійськоюAlimov Valerii Ivanovych, Krymov Vitalii Mykolaiovych
Назва патенту російськоюСпособ обработки инструмента из порошковой быстрорежущей стали
Автори російськоюАлимов Валерий Иванович, Крымов Виталий Николаевич
МПК / Мітки
МПК: C21D 9/22, B21K 5/00, C21D 8/00
Мітки: порошкової, спосіб, обробки, інструменту, швидкорізальної, сталі
Код посилання
<a href="https://ua.patents.su/3-60833-sposib-obrobki-instrumentu-z-poroshkovo-shvidkorizalno-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки інструменту з порошкової швидкорізальної сталі</a>
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі
Номер патенту: 42541
Опубліковано: 15.10.2001
Автори: Ульяненко Наталія Валентинівна, Майборода Віктор Станіславович, Бобіна Марина Миколаївна
МПК: B24B 31/112, C23C 8/00
Мітки: спосіб, інструменту, обробки, швидкорізальної, сталі, хіміко-термічної
Формула / Реферат:
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі, що включає нагрів та витримку інструменту у середовищі, що насичує, за яке використовують суміш щавлевокислого амонію та хлористого амонію при наступному співвідношенні компонентів, мас. %: щавлевокислий амоній - 98-99, хлористий амоній - 1-2, обробку холодом шляхом занурення в середовище, що охолоджує, який відрізняється тим, що перед нагрівом проводять активацію поверхні...
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі
Номер патенту: 45389
Опубліковано: 15.04.2002
Автори: Ульшин Віктор Іванович, Штакун Володимир Анатолійович, Бондар Володимир Григорович, Сорокін Юрій Володимирович, Гогаєв Казбек Олександрович
МПК: B22F 7/06, B21K 5/00, B22F 3/20, B23P 15/28
Мітки: конструкційної, інструменту, біметалевого, різального, сталі, спосіб, виготовлення, швидкорізальної
Формула / Реферат:
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі, який включає отримання біметалевої заготовки, спікання її у вакуумі і гарячу екструзію з одержанням профільної різальної частини, з'єднання її з хвостовою частиною, який відрізняється тим, що отримання біметалевої заготовки здійснюють розміщенням у пресформі двох шарів порошків конструкційної та швидкорізальної сталі з висотою засипки порошку...
Спосіб термообробки швидкорізальної сталі
Номер патенту: 51139
Опубліковано: 15.11.2002
Автор: Малінов Леонід Соломонович
МПК: C21D 1/18
Мітки: спосіб, сталі, термообробки, швидкорізальної
Формула / Реферат:
Спосіб термообробки швидкорізальної сталі, який включає об'ємне і наступне гартування поверхні з використанням джерел концентрованої енергії, який відрізняється тим, що об'ємне гартування проводять при температурі 1150-1180°С.
Спосіб виготовлення заготовок для інструменту із швидкорізальної сталі та пристрій для його здійснення
Номер патенту: 37658
Опубліковано: 15.07.2003
Автори: Шведчиков Микола Михайлович, Афанасьєв Ігор Борисович, ОСОКІН Валентин Олександрович, Гречанюк Микола Іванович, Шпак Павло Олександрович
МПК: C22C 38/12, C22B 9/22, C22C 38/10
Мітки: заготовок, сталі, спосіб, пристрій, виготовлення, інструменту, здійснення, швидкорізальної
Формула / Реферат:
1. Спосіб виготовлення заготовок для виробництва інструменту із швидкорізальної сталі, що включає рафінуюче розплавлення шихти з легованих інструментальних сталей у вакуумі та керовану кристалізацію зливка, який відрізняється тим, що виготовлення заготовок для виробництва інструменту здійснюють за один технологічний цикл шляхом електронно-променевого переплавляння у вакуумі кускових промислових відходів виробництва швидкорізальних сталей, при...
Спосіб термічної обробки сталі
Номер патенту: 57152
Опубліковано: 16.06.2003
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: спосіб, обробки, сталі, термічної
Формула / Реферат:
Спосіб термічної обробки сталі, що включає проведення термоциклування, гартування і відпуск, який відрізняється тим, що термоциклування проводиться нагрівом сталі до температури вище точки Ас3 на 30...50°С і охолодженням нижче точки Аr3 на 30...50°С, а в подальшому здійснюють охолодження до температур 600, 400, 200°С і до кімнатної температури з нагрівом вище точки Ас3, на 30...50°С перед кожним із охолоджень, а потім виконують гартування...
Попередній патент: Завантажувальний пристрій доменної печі
Наступний патент: Спосіб графологічної діагностики психофізіологічних особливостей учня початкової школи
Випадковий патент: Засіб захисту рослин "фітокомплексон-чд"