Спосіб обробки на зубодовбальних верстатах
Номер патенту: 43295
Опубліковано: 10.08.2009
Автори: Пестунов Володимир Михайлович, Ковришкін Микола Олександрович, Садченко Ольга Іванівна
Формула / Реферат
Спосіб обробки на зубодовбальних верстатах, при якому заготовці і інструменту надають відносного руху формоутворення, що складається з головного зворотно-поступального руху, обкатки, колової і радіальної подачі, який відрізняється тим, що після радіального врізування довбача в заготовку міжцентрову відстань довбач-заготовка безперервно змінюють у функції згинаючого моменту радіальної складової сили різання, використовуючи механізм радіальної подачі, і цю зміну визначають із співвідношення:
![]()
де dд, d3 - діаметри довбача і заготовки по ділильних колах (мм),
Ру - радіальна складова сили різання (Н),
Е - модуль пружності матеріалу оправки для кріплення заготівки і штоселя (Н/мм),
L1 - поточне значення висоти обробки над площиною стола (мм),
L2 - довжина консольної частини оправки закріплення довбача (мм),
d1, d2 - діаметри посадочних поверхонь оправки і штоселя (мм).
Текст
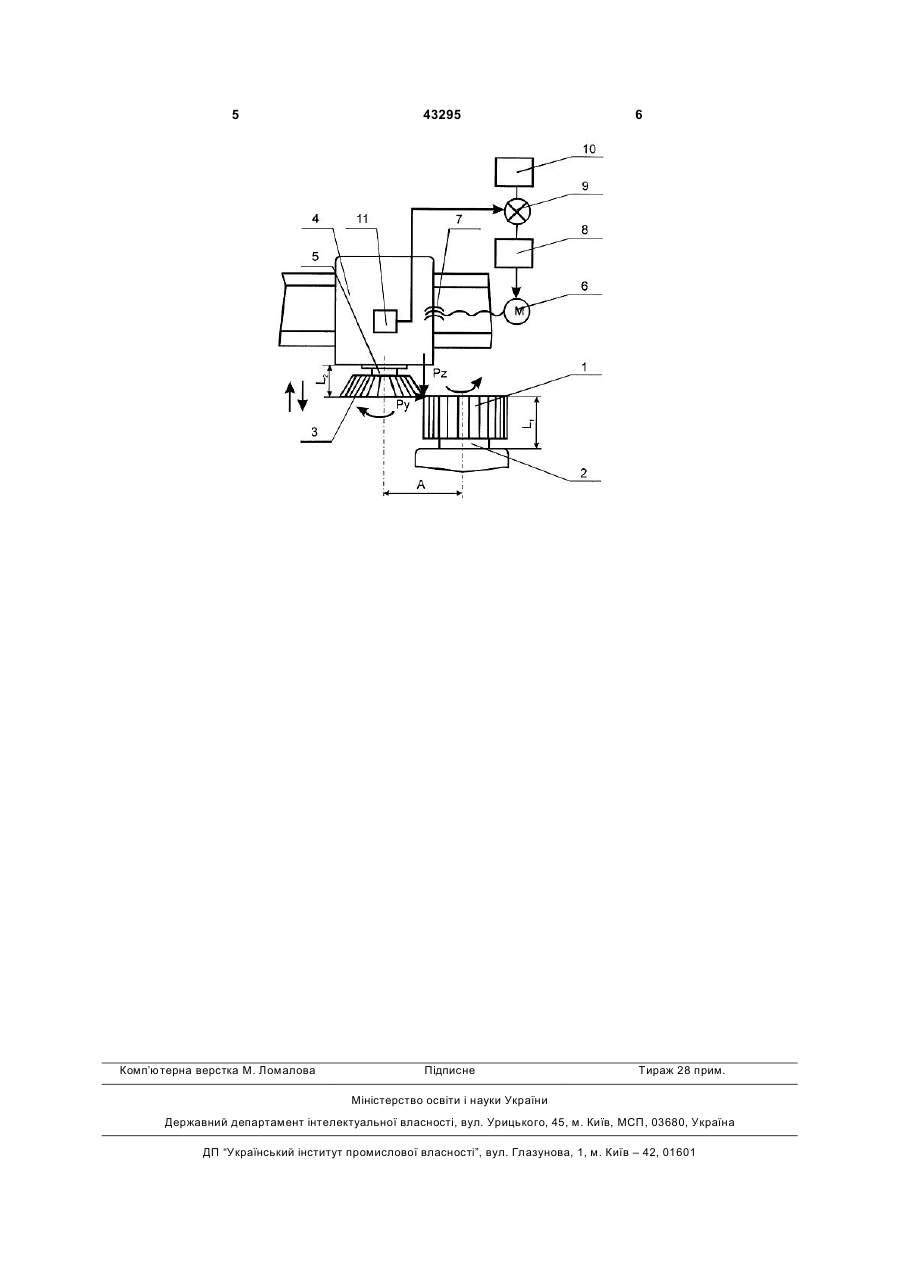
Спосіб обробки на зубодовбальних верстатах, при якому заготовці і інструменту надають відносного руху формоутворення, що складається з головного зворотно-поступального руху, обкатки, колової і радіальної подачі, який відрізняється тим, що після радіального врізування довбача в заготовку міжцентрову відстань довбач-заготовка безперервно змінюють у функції згинаючого моменту радіальної складової сили різання, викорис 3 змінюють у функції величини згинаючого моменту радіальної складової Ру сили різання, що пружно деформує консольно закріплений довбач і заготовку 1, використовуючи механізм радіальної подачі, електродвигун 6, який управляється від системи ЧПУ. Зміну міжцентрової відстані визначають з вище приведеної залежності, що забезпечує підвищення точності шляхом компенсації пружної деформації технологічної системи верстата під дією радіальної складової Ру сили різання. З вказаної залежності виходить, що момент сили Ру, який деформує оправку заготовки 1, залежить від висоти зони обробки «L1». Це викликало необхідність вносити корекцію в міжцентрову відстань «А» через систему ЧПУ, що виключає датчик 11 вертикального положення штоселя. Викладене в пропонованій формулі поєднання основних ознак забезпечує якісно новий рівень підвищення точності обробки. У цих умовах механізм радіальної подачі верстата проявляє нові, не відомі раніше якості, що полягають в тому, що механізм подачі відстежує пружну деформацію технологічної системи верстата і виключає похибки процесу обробки, викликані пружною деформацією. Це виключає пружну деформацію і тим самим забезпечує якісно новий рівень підвищення точності обробки. Для підвищення точності обробки шляхом компенсації пружної деформації технологічної системи верстата необхідно від міжцентрової відстані «А» постійно віднімати величину пружної деформації, що обчислюється за нижче наведеною формулою. В результаті технологічна система верстата стає нечутливою до навантаження і таким чином забезпечує якісно нове підвищення точності обробки. Міжцентрову відстань довбач-заготовка безперервно змінюють у функції у функції згинаючого моменту радіальної складової сили різання, використовуючи механізм радіальної подачі, і ця зміна визначається із співвідношення: æ L3 L3 ö Ру d д + dз ç ÷ × ç 1 + 2 ÷, (мм) А= 0,015 × Е ç d4 d4 ÷ 2 2ø è 1 де dд, d3 - діаметри довбача і заготовки по ділильних колах (мм), Ру - радіальна складова сили різання (Н), Е - модуль пружності матеріалу оправки для кріплення заготівки і штоселя (Н/мм), L1 - поточне значення висоти обробки над площиною столу (мм), L2 - довжина консольної частини оправки закріплення довбача (мм), d1, d2 - діаметри посадочних поверхонь оправки і штоселя (мм). Приведене у формулі співвідношення забезпечує якісно новий рівень підвищення точності процесу зубодовбання. Пропонований спосіб, як процес виконання взаємопов'язаних дій характеризується: 43295 4 1. Сукупністю взаємопов'язаних дій. На звичайно використовувані рухи формоутворення накладається зміна міжцентрової відстані, для чого служить механізм радіальної подачі. 2. Обумовленою формулою послідовністю виконання взаємопов'язаних дій. Спочатку здійснюють радіальне врізування, а потім змінюють міжцентрову відстань довбач-заготовка. 3. Умовами, що визначають можливість здійснення запропонованого способу, є наявність системи ЧПУ управління радіальною подачею, роздільна здатність якої дозволяє компенсувати пружну деформацію в системі верстата. Числовий приклад здійснення способу. Нарізати зубчасте колесо на зубодовбальному верстаті за наступними даними: модуль нарізуваного колеса - m=6мм, оброблюваний матеріал сталь 45, число проходів - 1, матеріал довбача швидкорізальна сталь Р18, ширина зубчастого вінця - В=60мм, число зубців - Z=50, діаметр оправки – d1=40мм, діаметр посадочного отвору довбача - d2=36мм, висота довбача – L1=30мм, подача - S=0,35мм/подв.х., швидкість різання V=15м/хв., радіальна складова сили різання Ру=920Н, число зубців довбача - Z=30. Максимальне значення величини корекції (зміни) міжцентрової відстані d=2,8·10-3мм. З отриманого результату виходить, що для внесення корекції в даному окремому випадку необхідна вирішуючи система ЧПУ з точністю 0,002мм. Приведений приклад свідчить про досягнення технічного результату підвищення точності. Спосіб обробки на зубодовбальних верстатах відрізняється від відомих тим, що перераховані у формулі взаємопов'язані дії забезпечують нові властивості зубодовбання, не властиві жодному з відомих. Запропоноване у формулі поєднання взаємопов'язаних дій забезпечує якісно новий рівень підвищення точності обробки за рахунок того, що технологічна система верстата стає не чутливою до технологічного навантаження. Суперечність навантаження-точність розв'язується не традиційним способом, коли збільшується жорсткість і вага, а методами компенсації похибки. Тому, технологічна система верстата може бути менш жорсткою, легкою і швидкохідною. Жоден з відомих способів зубодовбання не може компенсувати похибок обробки, пов'язаних з технологічним навантаженням. Економічна ефективність забезпечується за рахунок підвищення точності обробки і розширення галузі можливого використання процесу зубодовбання. Спосіб може знайти широке застосування в серійному виробництві автотракторної промисловості. Джерела інформації: 1. А.с. 065714 (СССР). Опубл. в Б.И., 1984, №14. 2. А.с. 065714 (СССР). Опубл. в Б.И., 1984, №14. 5 Комп’ютерна верстка М. Ломалова 43295 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of working on gear-shaping machines
Автори англійськоюPestunov Volodymyr Mykhailovych, Kovryshkin Mykola Oleksandrovych, Sadchenko Olha Ivanivna
Назва патенту російськоюСпособ обработки на зубодолбежных станках
Автори російськоюПестунов Владимир Михайлович, Ковришкин Николай Александрович, Садченко Ольга Ивановна
МПК / Мітки
Мітки: зубодовбальних, спосіб, обробки, верстатах
Код посилання
<a href="https://ua.patents.su/3-43295-sposib-obrobki-na-zubodovbalnikh-verstatakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки на зубодовбальних верстатах</a>
Спосіб підвищення точності обробки на металорізальних верстатах
Номер патенту: 61344
Опубліковано: 17.11.2003
Автори: Бабін Олег Фавієвич, Ковальов Віктор Дмитрович, Мельник Максим Сергойович
МПК: B23Q 33/00, B23Q 35/00
Мітки: підвищення, металорізальних, верстатах, обробки, спосіб, точності
Формула / Реферат:
Спосіб підвищення точності обробки на металорізальних верстатах, при якому під час обробки виконується корекція взаємного положення інструмента і виробу - у напрямку виконуваного розміру за допомогою приводу подачі на значення, що отримане на підставі попередніх вимірів похибок реальної поверхні, який відрізняється тим, що вимірюється реальна поверхня заготовки, а значення корекції отримується як різниця між поточною глибиною різання,...
Спосіб обробки високоточних деталей на верстатах з чпк
Номер патенту: 82468
Опубліковано: 25.04.2008
Автори: Кіяшко Лариса Олександрівна, Торлін Вадім Миколайович
МПК: B23Q 15/00, G05B 19/18
Мітки: чпк, деталей, верстатах, спосіб, обробки, високоточних
Формула / Реферат:
Спосіб обробки високоточних деталей на верстатах з ЧПК, що включає вимірювання температури різання, який відрізняється тим, що при проведенні кожного попереднього проходу по результатах вимірювання температури різання в оперативній пам'яті пристрою ЧПК розраховують температуру деталі та величину її теплового розширення, а за результатами цих розрахунків коректують положення інструмента для проведення наступного проходу.
Спосіб механічної обробки складних профілів деталей на верстатах з чпк
Номер патенту: 28827
Опубліковано: 25.12.2007
Автори: Ковалевська Олена Сергіївна, Колот Лідія Петрівна
МПК: B23C 3/00
Мітки: верстатах, спосіб, обробки, механічної, профілів, складних, деталей, чпк
Формула / Реферат:
Спосіб механічної обробки складного профілю деталі на верстаті з ЧПК шляхом автоматичної корекції траєкторії руху інструмента, який відрізняється тим, що перед корекцією траєкторії руху інструмента визначають автоматично за програмою стан технологічної системи у: y=tз-tф, де tз - заданий припуск на обробку; tф - фактичний припуск на обробку; після чого автоматично за програмою режимів обробки здійснюють корекцію руху інструмента.
Спосіб зубодовбання
Номер патенту: 9869
Опубліковано: 17.10.2005
Автори: Пестунов Володимир Михайлович, Коваленко Сергій Вікторович
МПК: B21H 5/00
Мітки: спосіб, зубодовбання
Формула / Реферат:
1. Спосіб зубодовбання, що включає надання відносного руху обкатки, колову і радіальну подачу, головний зворотно-поступальний рух, а заготовки розташовують з протилежних сторін довбача, шпинделі яких об'єднують системою управління, який відрізняється тим, що після радіального врізання довбача в заготовку в міжосьову відстань довбач-заготовка вносять поправку, яку визначають за залежністю
Віброакустична система для обробки на верстатах високоточних деталей
Номер патенту: 19180
Опубліковано: 15.12.2006
Автори: Кокаровцев Валерій Васильович, Діордіца Ірина Миколаївна, Остафьєв Володимир Олександрович
МПК: B23Q 17/22, B23B 39/00
Мітки: верстатах, система, високоточних, обробки, віброакустична, деталей
Формула / Реферат:
Віброакустична система для обробки на верстатах високоточних деталей, що містить датчик, інтерфейс з підсилювачем, персональний комп'ютер (ПК), вузол системи числового програмного керування (ЧПК), вхід якого підключено до блока інтерфейсу з підсилювачем, а вихід системи - до ПК, що має зв'язок з інформаційною базою, для корекції траєкторії руху різального інструмента, підвищуючи точність обробки деталі, яка відрізняється тим, що як датчик...
Попередній патент: Пристрій для випробування клапанів двигунів внутрішнього згоряння
Наступний патент: Спосіб виготовлення вакцини проти пастерельозу курей емульсійної інактивованої
Випадковий патент: Пристрій для зварювання розрядом нагромадженої енергії