Спосіб зубодовбання
Номер патенту: 9869
Опубліковано: 17.10.2005
Автори: Коваленко Сергій Вікторович, Пестунов Володимир Михайлович
Формула / Реферат
1. Спосіб зубодовбання, що включає надання відносного руху обкатки, колову і радіальну подачу, головний зворотно-поступальний рух, а заготовки розташовують з протилежних сторін довбача, шпинделі яких об'єднують системою управління, який відрізняється тим, що після радіального врізання довбача в заготовку в міжосьову відстань довбач-заготовка вносять поправку, яку визначають за залежністю
![]() ,
,
де: Р - радіальна складова сили різання,
Δ1 - поправка в міжосьову відстань,
l - величина консольної частини оправки,
d - діаметр оправки,
Е - модуль лінійної пружності оправки.
2. Спосіб за п. 1, який відрізняється тим, що величину поправки змінюють в функції шляху довбача і визначають за залежністю
![]() ,
,
де: х - поточне значення величини переміщення довбача від торця зубчастого вінця,
Δ2 - величина поправки,
d - діаметр оправки,
Р - радіальна складова сили різання,
Е - модуль лінійної пружності оправки,
l - величина консольної частини оправки.
3. Спосіб за п. 1, який відрізняється тим, що одночасно оброблюють чотири заготовки, радіальним переміщенням яких управляють за однією програмою.
Текст
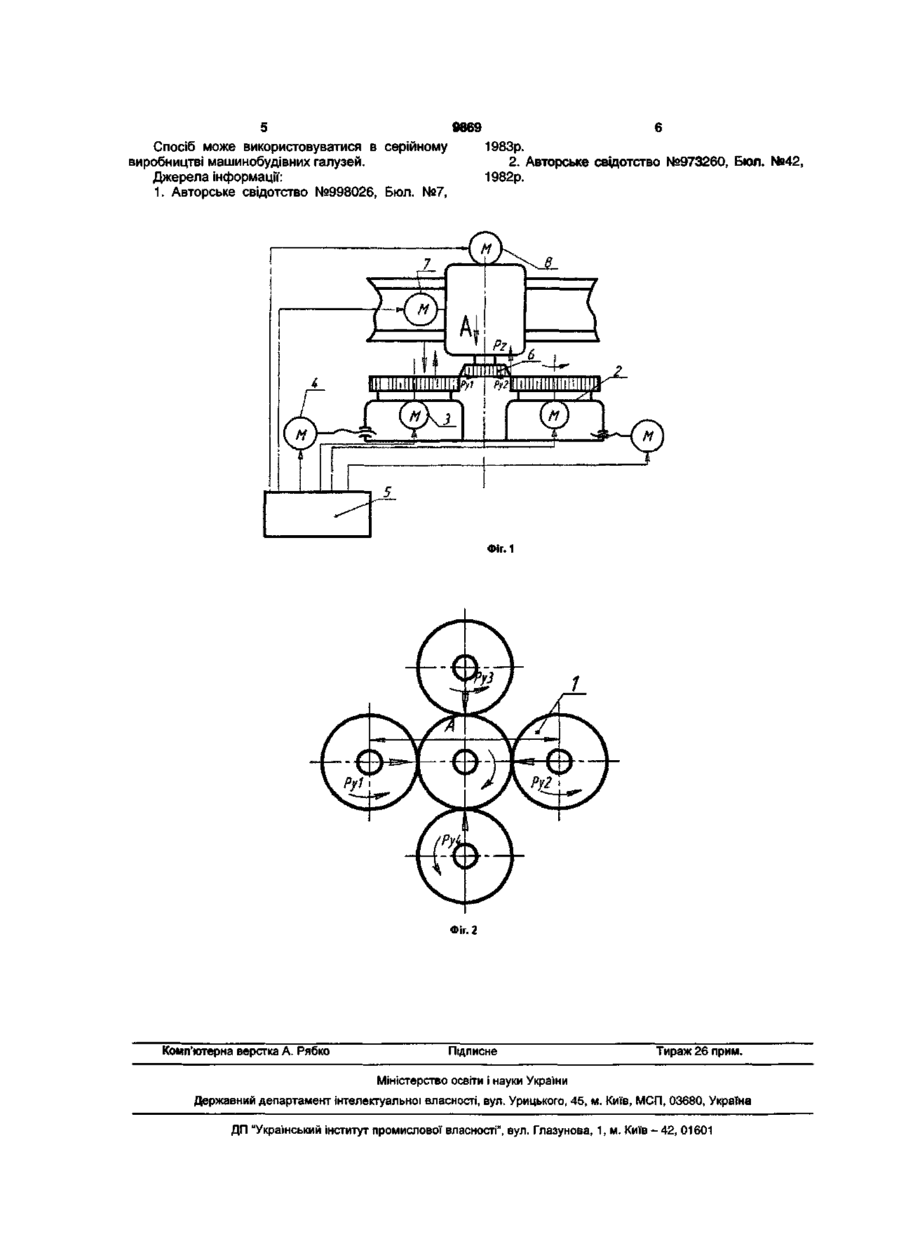
1. Спосіб зубодовбання, що включає надання відносного руху обкатки, колову і радіальну подачу, головний зворотно-поступальний рух, а заготовки розташовують з протилежних сторін довбача, шпинделі яких об'єднують системою управління, який відрізняється тим, що після радіального врізання довбача в заготовку в міжосьову відстань довбач-заготовка вносять поправку, яку визначають за залежністю А 1= Р І3 т0.05 d 4 E t де: Р - радіальна складова сили різання, Корисна модель області обробки металів різанням, в конкретному випадку до обробки зубчастих коліс методом обкатки Загально ВІДОМІ способи нарізання зубчастих коліс, при яких рух формоутворення складається з зворотно-поступального руху, кругової та радіальної подачі [1] Спосіб не вирішує проблеми компенсації пружної деформації інструмента, що знижує точність обробки. Відомий також спосіб, який прийнято за прототип, при якому заготовці та інструменту надають відносний рух обкатки, колової і радіальної подачі, головний зворотно поступальний рух, а заготовки розташовують з протилежних сторін довбача, шпинделі яких об'єднують системою управління [2] Відомий спосіб також не вирішує проблеми компенсації пружної деформації технологічної системи верстату, що не дозволяє підвищити точність обробки при відносно високій продуктивності Метою корисної моделі являється усунення Ді - поправка в міжосьову відстань, І - величина консольної частини оправки, d - діаметр оправки, Е - модуль лінійної пружності оправки. 2. Спосіб за п 1, який відрізняється тим, що величину поправки змінюють в функції шляху довбача і визначають за залежністю Р ( І - \3 0.15 d 4 E > де: х - поточне значення величини переміщення довбача від торця зубчастого вінця, Дг - величина поправки, d - діаметр оправки, Р - радіальна складова сили різання, Е - модуль лінійної пружності оправки, І - величина консольної частини оправки 3. Спосіб за п 1, який відрізняється тим, що одночасно оброблюють чотири заготовки, радіальним переміщенням яких управляють за однією програмою. До = відзначених недоліків, підвищення продуктивності та точності шляхом компенсації пружної деформації довбача та заготовки в радіальному напрямку. Поставлена ціль досягається тим, що після радіального врізання довбача в заготовку в між осьову відстань довбач - заготовка вносять поправку, визначаєму з залежності. 00 Р І3 0 05 d 4 E де: Р- радіальна складова сили різання, А1 - поправка в між осьову відстань, І - величина консольної частини оправки, Е - модуль лінійної пружності оправки, d - діаметр оправки Спосіб здійснюємо завдяки установці, яка показана на схемі, де на фіг.1 вид спереду установки, на фіг 2 - вид А на фіг.1; установка складається з заготовок 1, що базуються на оправках шпинделів 2, та встановлених на шпинделях електродвигунів 3, 4, що управляються системою 5 з ЧПУ, о> 9869 ріжучого інструменту довбача 6, рухи якого здійснюють електродвигуни 7, 8, які також управляються системою 5 з ЧПУ. Спосіб, що заявляється здійснюється таким чином. Заготовки 1, що обробляються, закріплюються на оправках шпинделя 2, і розташовуються рівномірно навколо довбача 6. Довбачу 6, та заготовкам 1, надається відносний рух формоутворення, який включає обкатку, колову подачу. Радіальну подачу здійснюють заготовки. Зворотно поступальний рух здійснює довбач 6. Кожен з чотирьох шпинделів 2 з заготовкою оснащений приводом з ЧПУ радіальних переміщень. Крім подачі він здійснює врізання з періодичним відводом заготовки 1 від довбача 6, перед зворотнім ходом довбача 6. Повний цикл зворотно поступальних рухів, який реалізується кожним приводом радіальної подачі заготовки 1, складається з бистрого підводу заготовки радіального врізання та відводу. Довбач 6 здійснює зворотно поступальний рух (від двигуна 7) і погоджений з обертанням заготовки 1, рух колової подачі (від двигуна 8). Після завершення радіального врізання довбача в заготовку механізмом радіальної подачі, відповідно до програми, вноситься поправка в міжосьову відстань А яка попередньо визначається та вноситься до програми. Для підвищення точності величину поправки змінюють в функції шляху довбача і визначають з залежності. 0.15d 4 E де: х - поточне значення величини переміщення довбача від торця зубчастого вінця. Д 2 -величина поправки, d - діаметр оправки, Р - радіальна складова сили різання, Е - модуль лінійної пружності оправки, І - величина консольної частини оправки. Процес різання при зворотно поступальному русі довбача 6 здійснюється електродвигуном 7 , управляємим системою 5 з ЧПУ. Обертання довбача 6 та погоджене з ним обертання заготовки 1 здійснюється відповідними електродвигунами 8, З також управляються системою 5 з ЧПУ. Цикл зворотно поступальних рухів заготовок 1 в радіальному напрямку здійснюється відповідними електродвигунами 4 також управляємим системою 5 з ЧПУ. Управляємим електродвигунами радіального переміщення шпинделів 2 з заготовками 1 здійснюється синхронно по одній програмі. Відомо що на точність нарізання зубчастих коліс впливає деформація оправки, на якій закріплюється зубчасте колесо. Поскіки заготовки розташовуються рівномірно навколо довбача, то такі деформацій штоселя з довбачем компенсуються радіальними силами різання (Р у і, Руг, Руз, Руд). Тому головною складовою погрішності обробки являється деформація оправки. Величина цієї деформацій визначається з приведеної вище залежності. Таким чином підвищується точність обробки. Спосіб, який пропонується, в такій схемі втра чає недоліки відомого методу нарізання коліс. Кількісні зміни способу, який пропонується, в числі складових руху формоутворення привели до якісних змін процесу обробки. Його параметри недосяжні для традиційних схем обробки. Пропонуємо сполучення основних дій, перерахованих в формулі, забезпечують отримання нового, раніше невідомого ефекту по точності та продуктивності. Числовий приклад реалізації способу, який пропонується. Вихідні дані: Нарізати партію зубчастих коліс зі сталі 45, модуль т=4мм, число зубів z=35, ширина зубчастого вінця В=60мм, діаметр оправки d=40MM. Швидкість різання V=20M/XB. Колова подача 8к=0,35мм/пд.хд. Радіальна подача 8р=0.25мм/пд.хд. Час обробки при однопрохідному зубодовбані визначається за формулою. _ 1 (пт z h Т о = — — ^ — + — r - + t, П-| І П • ок П • Ьр де: п - число подвійних ходів довб яка за хвилину, Пі - число одночасно оброблюваних заготовок, h - висота зуба, ten - час швидкого підведення заготовки до довбача, z - число зубів, m - модуль колеса, SK, - SP - величини кругової та радіальної подачі відповідно. Обробка партії з чотирьох коліс з (без врахування часу на встановлення та зняття заготовки), в порівняні з традиційним способом підвищує продуктивність майже в чотири рази. Внесення поправки в відповідності з приведеною залежністю, чисельно рівне А-(=0.003мм, в міжосьову відстань А підвищує точність обробки. Спосіб зубодовбання як процес виконання взаємо пов'язаних дій характеризується: 1. Сукупністю виконуємих дій. Заготовкам та довбачу надається відносний рух формоутворення, в міжосьову відстань довбача та заготовки вноситься поправка що є функцією технологічного навантаження та других змінних параметрів, а пружня деформація штоселя довбча компенсується рівномірним розташуванням навколо нього заготовок. 2. Паралельно послідовним виконанням перерахованої сукупності взаємо пов'язаних дій. З початку здійснюється рух формоутворення інструменту та заготовкам, а після радіального врізання в відносне положення довбача з заготовками (відстань А) вноситься поправка в напрямку зменшення цієї відстані. 3. Умови, в яких реалізується пропонуємий спосіб. До таких умов відноситься використання управляючої системи з ЧПУ, обчислювальна здатність якої дозволяє внести необхідну поправку, компенсуючи пружню деформацію технологічної системи верстату. Економічна ефективність способу забезпечується підвищенням точності та продуктивності процесу нарізання зубчастих коліс в гнучкому виробництві. 5 9869 6 Спосіб може використовуватися в серійному 1983р. виробництві машинобудівних галузей. 2. Авторське свідотство №973260, Бюл. №42, Джерела інформації: 1982р. 1. Авторське свідотство №998026, Бюл. №7, Фіг. 1 Фіг. 2 Комп'ютерна верстка А. Рябко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. К и ї в - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for gear shaping
Автори англійськоюPestunov Volodymyr Mykhailovych
Назва патенту російськоюСпособ зубодолбления
Автори російськоюПестунов Владимир Михайлович
МПК / Мітки
МПК: B21H 5/00
Мітки: зубодовбання, спосіб
Код посилання
<a href="https://ua.patents.su/4-9869-sposib-zubodovbannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб зубодовбання</a>
Спосіб різання труб на короткі заготовки
Номер патенту: 50653
Опубліковано: 15.10.2002
Автори: Савченко Дмитро Миколайович, Розов Юрій Георгійович
МПК: B23D 21/00
Мітки: заготовки, труб, короткі, різання, спосіб
Формула / Реферат:
Спосіб різання труб на короткі заготовки, який включає подачу труби у втулочний ніж до упора, введення в трубу оправок, надрізання зсувом частини труби для формування заготовки, що відрізається, та остаточне відділення заготовки шляхом її зсуву в напрямку, перпендикулярному напрямку зсуву при надрізанні труби, який відрізняється тим, що при відділенні частини труби одночасно з зсувом скручують трубу.
Спосіб обробки зубчастих коліс та шліцьових поверхонь
Номер патенту: 32763
Опубліковано: 15.02.2001
Автори: Махоркін Євген Миколайович, Афтаназів Іван Семенович, Гуліда Едуард Миколайович, Грицай Ігор Євгенович
МПК: B23F 5/00
Мітки: коліс, спосіб, поверхонь, зубчастих, шліцьових, обробки
Формула / Реферат:
Спосіб обробки зубчастих коліс та шліцьових поверхонь, що здійснюють в умовах обкочування різальним інструментом з повздовжньою подачею вздовж осі заготовки, який відрізняється тим, що заготовку одночасно обробляють другим, ідентичним до першого, різальним інструментом, який розташовують діаметрально протилежно, при цьому режими різання встановлюють однаковими для обох інструментів.
Спосіб обробки зубчастих коліс довбачами з похилою віссю

Номер патенту: 73708
Опубліковано: 15.08.2005
Автори: Мамлюк Олег Володимирович, Равська Наталья Сергіївна, Лупкін Борис Володимирович, Родін Родіон Петрович
МПК: B23F 21/00
Мітки: довбачами, похилою, коліс, обробки, віссю, спосіб, зубчастих
Формула / Реферат:
Спосіб обробки зубчаcтих коліс довбачами з похилою віссю, що включає зняття припуску за декілька проходів, який відрізняється тим, що для обробки використовують декілька довбачів, кожний з яких знімає припуск на відповідному проході, причому довбачі мають різні висоти зубів та розміри найбільше навантажених вершинних різальних крайок.
Зуборізний довбач
Номер патенту: 65804
Опубліковано: 15.04.2004
Автори: Родін Родіон Петрович, Мамлюк Олег Володимирович, Лупкін Борис Володимирович, Равська Наталья Сергіївна
МПК: B23F 21/00
Мітки: зуборізний, довбач
Формула / Реферат:
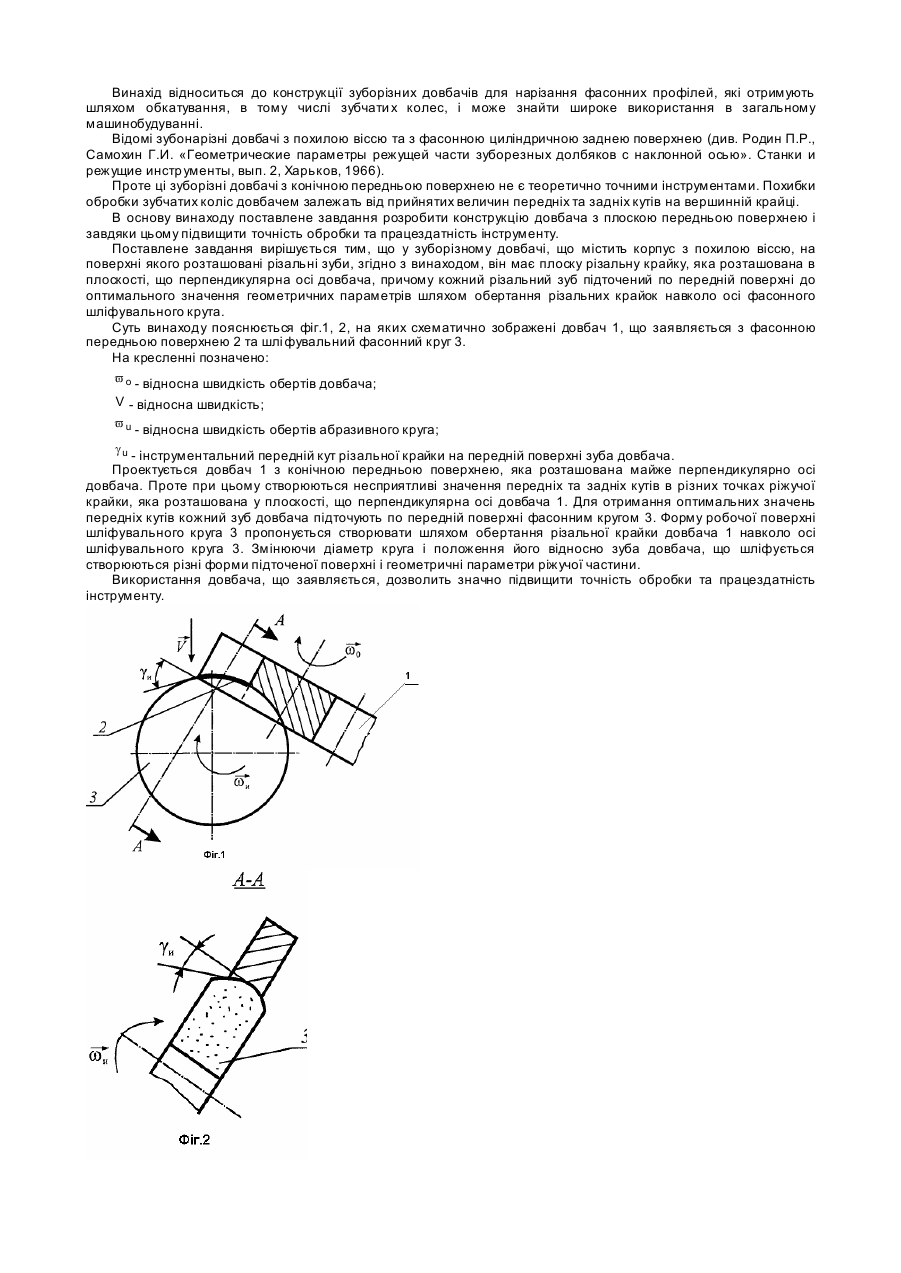
Зуборізний довбач, що містить корпус з похилою віссю, на поверхні якого розташовані різальні зуби, який відрізняється тим, що він має плоску різальну крайку, яка розташована в площині, що перпендикулярна осі довбача, причому кожний різальний зуб підточений по передній поверхні до оптимального значення геометричних параметрів шляхом обертання різальних крайок навколо осі фасонного шліфувального круга.
Спосіб формування порожнистих виробів
Номер патенту: 4126
Опубліковано: 17.01.2005
Автори: Маковецький Олександр Вікторович, Чередніченко Віктор Іванович, Маковецький Володимир Вікторович
МПК: B21D 22/00
Мітки: спосіб, порожнистих, виробів, формування
Формула / Реферат:
1. Спосіб формування порожнистих виробів шляхом формування заготовок трубчастого типу на оправці, який відрізняється тим, що оболонку виконано в вигляді заготовки обичайки трубчастого типу, в яку заведено оправку.2. Спосіб за п. 1, який відрізняється тим, що ділянку, яка попередньо підігріта до температури деформування, обробляють давильним інструментом, що підходить до оболонки до зіткнення з нею, а потім в радіальному напрямку...
Попередній патент: Спосіб використання надлишкової тепломіскості зливків при їх тепловій обробці в колодязях перед прокаткою
Наступний патент: Пневматичний висівний апарат
Випадковий патент: Спосіб отримання художніх виробів на основі полімерів, що імітують ливарні вироби та/або вироби ручного кування