Інструмент для фінішної обробки
Номер патенту: 51091
Опубліковано: 15.04.2005
Автори: Крамар Владислав Григорович, Скрябін Віктор Валерійович, Сидорко Володимир Ігорович, Ляхов Василь Никифорович, Філатов Юрій Данилович, Новіков Микола Васильович
Формула / Реферат
Мазь з екстрактом листків кремени гібридної з ранозагоювальною дією, що містить екстракт листків кремени гібридної, димексид і гідрофільну основу.
Текст
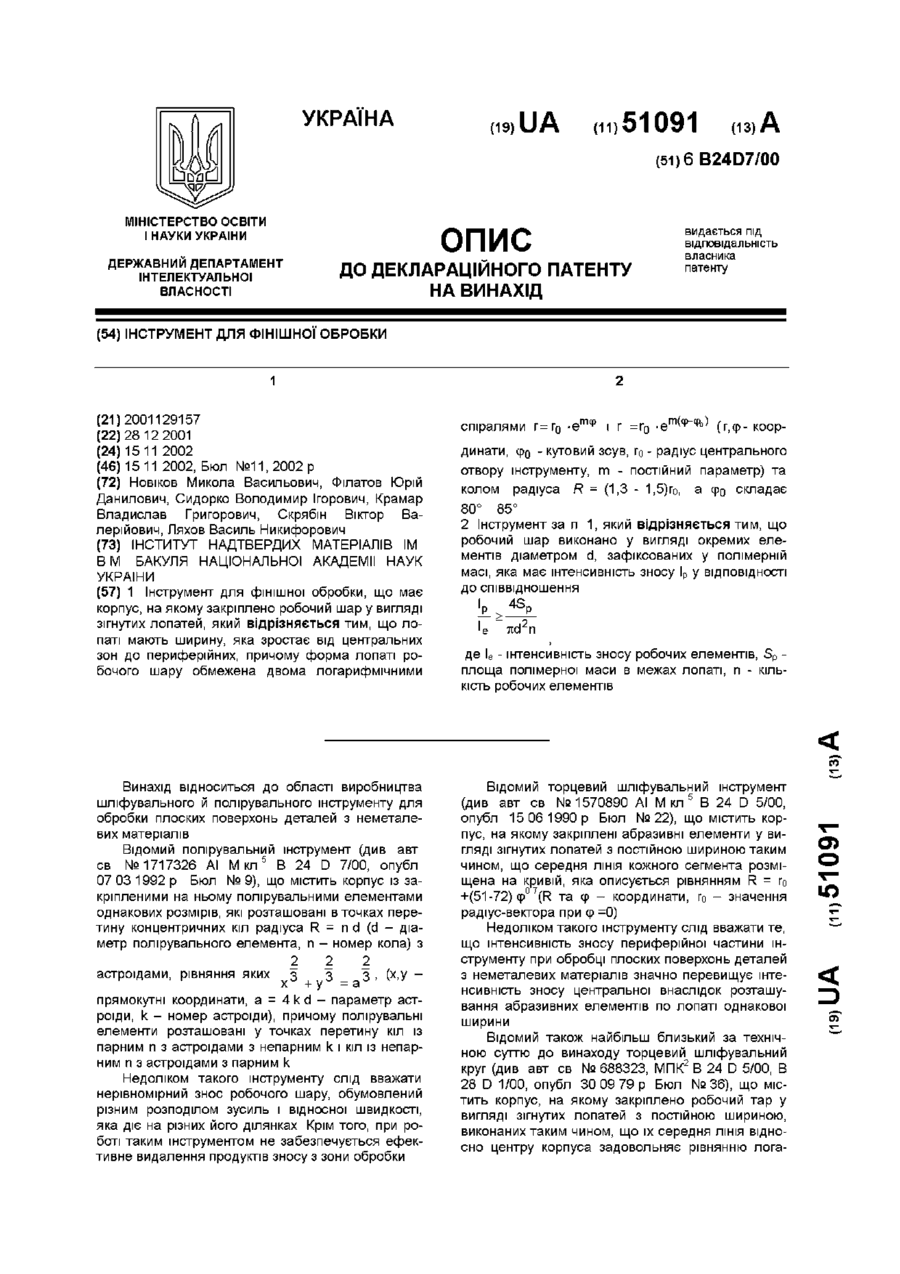
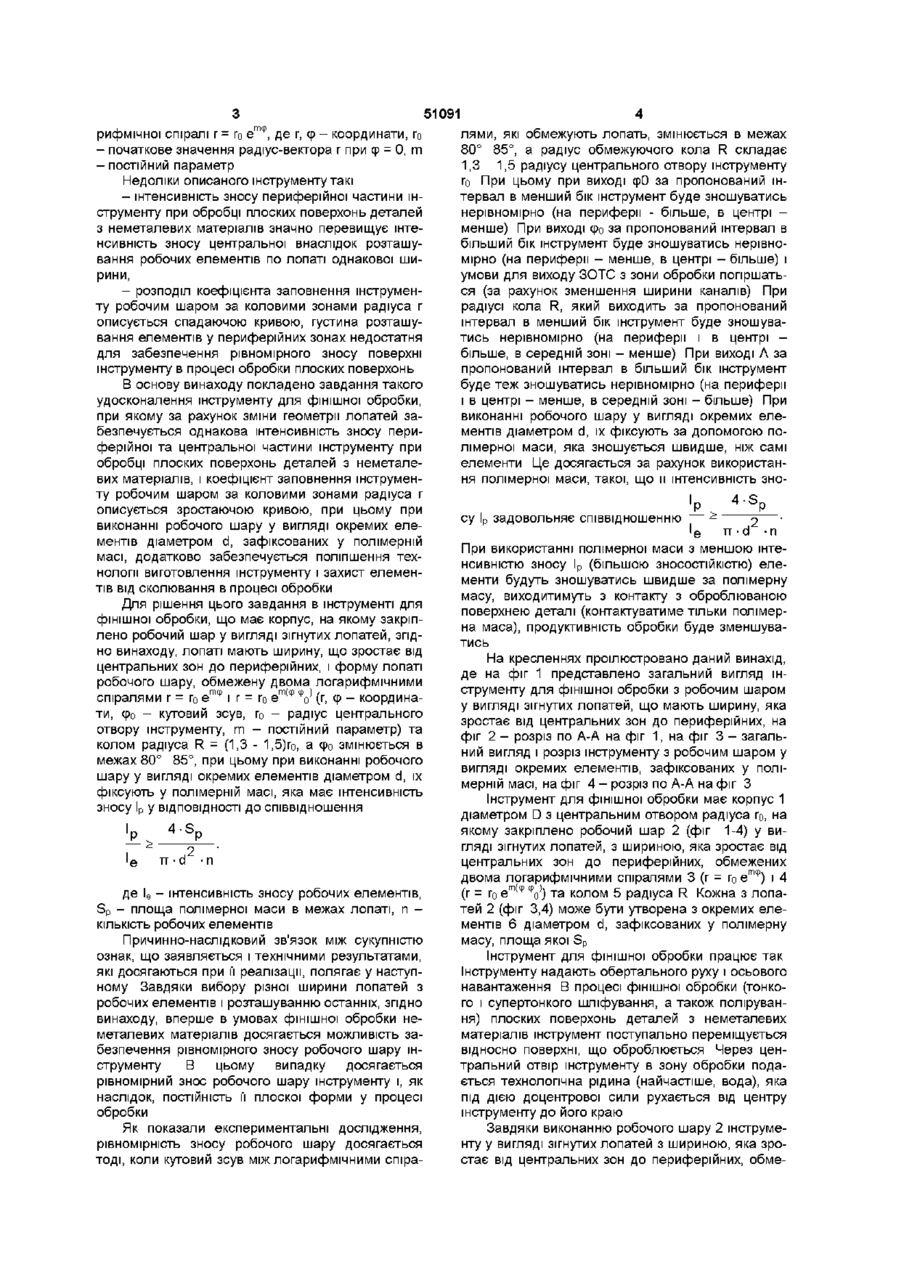
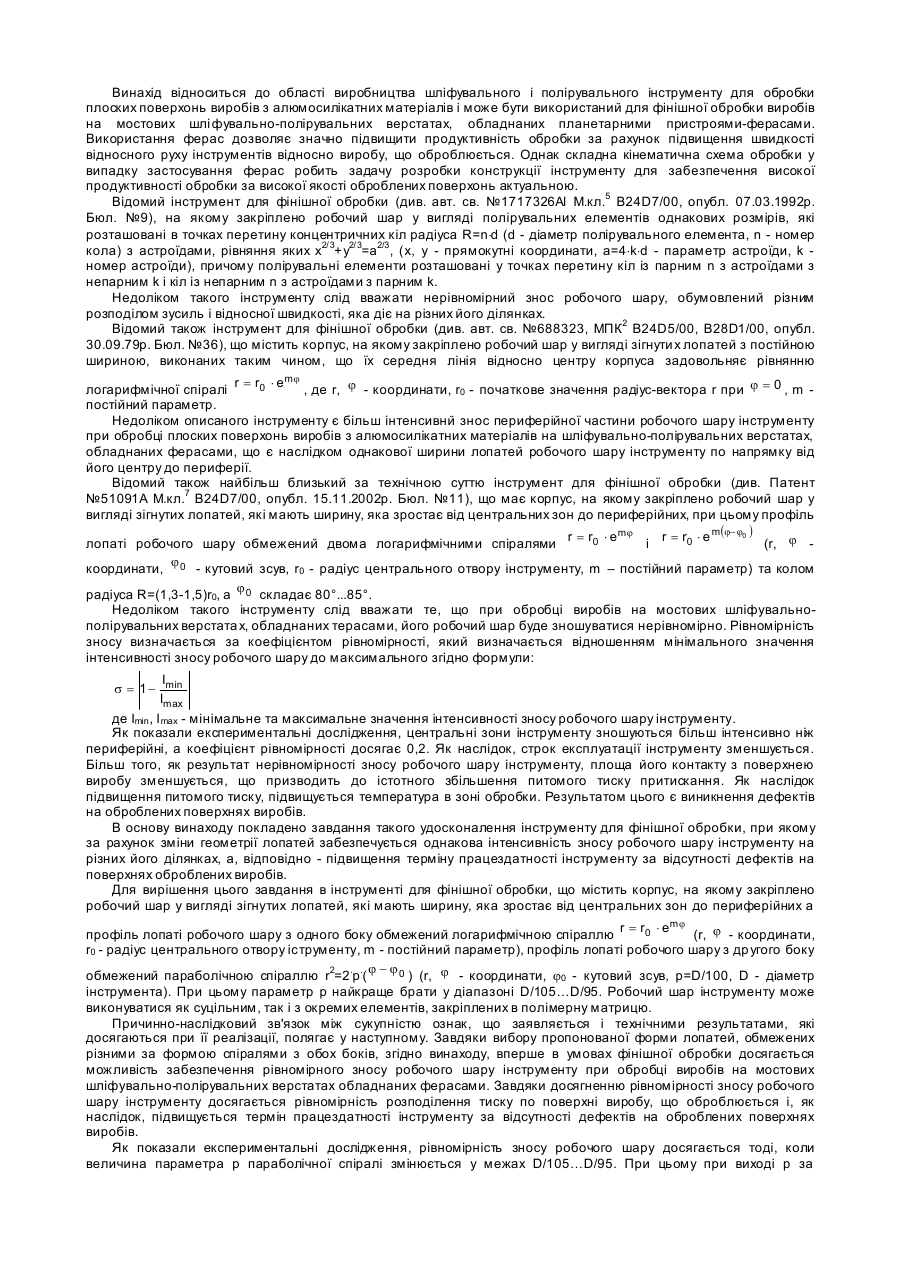
1 Інструмент для фінішної обробки, що має корпус, на якому закріплено робочий шар у вигляді зігнутих лопатей, який відрізняється тим, що лопаті мають ширину, яка зростає від центральних зон до периферійних, причому форма лопаті робочого шару обмежена двома логарифмічними спіралями г=г 0 - е Винахід відноситься до області виробництва шліфувального й полірувального інструменту для обробки плоских поверхонь деталей з неметалевих матеріалів Відомий полірувальний інструмент (див авт св №1717326 АІ М к л 5 В 24 D 7/00, опубл 07 03 1992 р Бюл № 9), що містить корпус із закріпленими на ньому полірувальними елементами однакових розмірів, які розташовані в точках перетину концентричних кіл радіуса R = n d (d - діаметр полірувального елемента, п - номер кола) з 2 2 2 астроїдами, рівняння яких з 3 _ 3 . (Х>У ~ х +у = э прямокутні координати, а = 4 k d - параметр астроїди, k - номер астроїди), причому полірувальні елементи розташовані у точках перетину кіл із парним п з астроїдами з непарним k і кіл із непарним п з астроїдами з парним k Недоліком такого інструменту слід вважати нерівномірний знос робочого шару, обумовлений різним розподілом зусиль і відносної швидкості, яка діє на різних його ділянках Крім того, при роботі таким інструментом не забезпечується ефективне видалення продуктів зносу з зони обробки Відомий торцевий шліфувальний інструмент (див авт св №1570890 АІ М кл 5 В 24 D 5/00, опубл 15 06 1990 р Бюл №22), що містить корпус, на якому закріплені абразивні елементи у вигляді зігнутих лопатей з постійною шириною таким чином, що середня ЛІНІЯ кожного сегмента розміщена на кривій, яка описується рівнянням R = го +(51-72) cpO7(R та ф - координати, го - значення радіус-вектора при е =0) р Недоліком такого інструменту слід вважати те, що інтенсивність зносу периферійної частини інструменту при обробці плоских поверхонь деталей з неметалевих матеріалів значно перевищує інтенсивність зносу центральної внаслідок розташування абразивних елементів по лопаті однакової ширини Відомий також найбільш близький за технічною суттю до винаходу торцевий шліфувальний круг (див авт св № 688323, МПК2 В 24 D 5/00, В 28 D 1/00, опубл ЗО 09 79 р Бюл №36), що містить корпус, на якому закріплено робочий тар у вигляді зігнутих лопатей з постійною шириною, виконаних таким чином, що їх середня ЛІНІЯ ВІДНОСНО центру корпуса задовольняє рівнянню лога тф і г =г 0 . (г,ср- коор динати, фо - кутовий зсув, го - радіус центрального отвору інструменту, m - постійний параметр) та колом радіуса R = (1,3 - 1,5)го, а е о складає р 80° 85° 2 Інструмент за п 1, який відрізняється тим, що робочий шар виконано у вигляді окремих елементів діаметром d, зафіксованих у полімерній масі, яка має інтенсивність зносу Ір у ВІДПОВІДНОСТІ до співвідношення le T n d i де l e - інтенсивність зносу робочих елементів, Sp площа полімерної маси в межах лопаті, п - КІЛЬКІСТЬ робочих елементів о ю 51091 рифмічної спіралі г = го е т ф , де г, е - координати, го р - початкове значення рад і ус-вектора г при е = 0, m р - постійний параметр Недоліки описаного інструменту такі - інтенсивність зносу периферійної частини інструменту при обробці плоских поверхонь деталей з неметалевих матеріалів значно перевищує інтенсивність зносу центральної внаслідок розташування робочих елементів по лопаті однакової ширини, - розподіл коефіцієнта заповнення інструменту робочим шаром за коловими зонами радіуса г описується спадаючою кривою, густина розташування елементів у периферійних зонах недостатня для забезпечення рівномірного зносу поверхні інструменту в процесі обробки плоских поверхонь В основу винаходу покладено завдання такого удосконалення інструменту для фінішної обробки, при якому за рахунок зміни геометрії лопатей забезпечується однакова інтенсивність зносу периферійної та центральної частини інструменту при обробці плоских поверхонь деталей з неметалевих матеріалів, і коефіцієнт заповнення інструменту робочим шаром за коловими зонами радіуса г описується зростаючою кривою, при цьому при виконанні робочого шару у вигляді окремих елементів діаметром d, зафіксованих у полімерній масі, додатково забезпечується поліпшення технологи виготовлення інструменту і захист елементів від сколювання в процесі обробки Для рішення цього завдання в інструменті для фінішної обробки, що має корпус, на якому закріплено робочий шар у вигляді зігнутих лопатей, згідно винаходу, лопаті мають ширину, що зростає від центральних зон до периферійних, і форму лопаті робочого шару, обмежену двома логарифмічними спіралями г = го е т ф і г = го е т ( ф V (г, е - координар ти, е о - кутовий зсув, го - радіус центрального р отвору інструменту, m - постійний параметр) та колом радіуса R = (1,3 - 1,5)го, а е о змінюється в р межах 80° 85°, при цьому при виконанні робочого шару у вигляді окремих елементів діаметром d, їх фіксують у полімерній масі, яка має інтенсивність зносу Ір у ВІДПОВІДНОСТІ до співвідношення р 4-S тт • d р •п де Іе - інтенсивність зносу робочих елементів, S p - площа полімерної маси в межах лопаті, п КІЛЬКІСТЬ робочих елементів Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється і технічними результатами, які досягаються при її реалізації, полягає у наступному Завдяки вибору різної ширини лопатей з робочих елементів і розташуванню останніх, згідно винаходу, вперше в умовах фінішної обробки неметалевих матеріалів досягається можливість забезпечення рівномірного зносу робочого шару інструменту В цьому випадку досягається рівномірний знос робочого шару інструменту і, як наслідок, ПОСТІЙНІСТЬ її плоскої форми у процесі обробки Як показали експериментальні дослідження, рівномірність зносу робочого шару досягається тоді, коли кутовий зсув між логарифмічними спіра лями, які обмежують лопать, змінюється в межах 80° 85°, а радіус обмежуючого кола R складає 1,3 1,5 радіусу центрального отвору інструменту го При цьому при виході с О за пропонований інр тервал в менший бік інструмент буде зношуватись нерівномірно (на периферії - більше, в центрі менше) При виході еро за пропонований інтервал в більший бік інструмент буде зношуватись нерівномірно (на периферії - менше, в центрі - більше) і умови для виходу ЗОТС з зони обробки погіршаться (за рахунок зменшення ширини каналів) При радіусі кола R, який виходить за пропонований інтервал в менший бік інструмент буде зношуватись нерівномірно (на периферії і в центрі більше, в середній зоні - менше) При виході Л за пропонований інтервал в більший бік інструмент буде теж зношуватись нерівномірно (на периферії і в центрі - менше, в середній зоні - більше) При виконанні робочого шару у вигляді окремих елементів діаметром d, їх фіксують за допомогою полімерної маси, яка зношується швидше, ніж самі елементи Це досягається за рахунок використання полімерної маси, такої, що и інтенсивність зно4-S Р 2 Іе тт • d • п При використанні полімерної маси з меншою інтенсивністю зносу Ір (більшою ЗНОСОСТІЙКІСТЮ) елементи будуть зношуватись швидше за полімерну масу, виходитимуть з контакту з оброблюваною поверхнею деталі (контактуватиме тільки полімерна маса), продуктивність обробки буде зменшуватись На кресленнях проілюстровано даний винахід, де на фіг 1 представлено загальний вигляд інструменту для фінішної обробки з робочим шаром у вигляді зігнутих лопатей, що мають ширину, яка зростає від центральних зон до периферійних, на фіг 2 - розріз по А-А на фіг 1, на фіг 3 - загальний вигляд і розріз інструменту з робочим шаром у вигляді окремих елементів, зафіксованих у полімерній масі, на фіг 4 - розріз по А-А на фіг З Інструмент для фінішної обробки має корпус 1 діаметром D з центральним отвором радіуса го, на якому закріплено робочий шар 2 (фіг 1-4) у вигляді зігнутих лопатей, з шириною, яка зростає від центральних зон до периферійних, обмежених двома логарифмічними спіралями 3 (г = го е тф ) і 4 (г = го е т ( ф V ) та колом 5 радіуса R Кожна з лопатей 2 (фіг 3,4) може бути утворена з окремих елементів 6 діаметром d, зафіксованих у полімерну масу, площа якої S p Інструмент для фінішної обробки працює так Інструменту надають обертального руху і осьового навантаження В процесі фінішної обробки (тонкого і супертонкого шліфування, а також полірування) плоских поверхонь деталей з неметалевих матеріалів інструмент поступально переміщується відносно поверхні, що оброблюється Через центральний отвір інструменту в зону обробки подається технологічна рідина (найчастіше, вода), яка під дією доцентрової сили рухається від центру інструменту до його краю Завдяки виконанню робочого шару 2 інструменту у вигляді зігнутих лопатей з шириною, яка зростає від центральних зон до периферійних, обмесу Ір задовольняє співвідношенню Р ^ 51091 жених двома логарифмічними спіралями 3 і 4 та колом 5 радіуса R, окремі елементи 6 розташовані на поверхні корпусу 1 з густиною (коефіцієнтом заповнення), яка зростає від центральних зон до периферійних Величина кута зсуву спіралей е о в р межах 80° 85°, радіус обмежуючого кола R = (1,31,5)го, необхідна КІЛЬКІСТЬ елементів п, площа полімерної маси і співвідношення інтенсивностей їх зносу, визначають конструкцію робочого шару ін струменту При використанні винаходу забезпечується, як показано вище, значне підвищення рівномірності зносу робочого шару інструменту, покращання технологічності інструменту, можливість підвищити ефективність охолодження робочого торця, що призведе до підвищення продуктивності процесу фінішної обробки і зниження собівартості інструменту Фіг Л А-А Фіг.2 51091 D o Q Фіг. З A-A
ДивитисяДодаткова інформація
Назва патенту англійськоюFinishing tool
Автори англійськоюNovikov Mykola Vasyliovych, Filatov Yurii Danylovych, Kramar Vladyslav Hryhorovych, Skriabin Viktor Valeriiovych, Liakhov Vasyl Nykyforovych
Назва патенту російськоюИнструмент для финишной обработки
Автори російськоюНовиков Николай Васильевич, Филатов Юрий Даниилович, Филатов Юрий Данилович, Крамар Владислав Григорьевич, Скрябин Виктор Валерьевич, Ляхов Василий Никифорович
МПК / Мітки
Мітки: обробки, інструмент, фінішної
Код посилання
<a href="https://ua.patents.su/4-51091-instrument-dlya-finishno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Інструмент для фінішної обробки</a>
Інструмент для фінішної обробки
Номер патенту: 64524
Опубліковано: 16.02.2004
Автори: Новіков Микола Васильович, Сидорко Володимир Ігорович, Крамар Владислав Григорович, Філатов Юрій Данилович, Скрябін Віктор Валерійович
МПК: B24D 7/00
Мітки: обробки, фінішної, інструмент
Формула / Реферат:
1. Інструмент для фінішної обробки, що містить корпус, на якому закріплено робочий шар у вигляді зігнутих лопатей, які мають ширину, яка зростає від центральних зон до периферійних, а профіль лопаті робочого шару з одного боку обмежений логарифмічною спіраллю (,
Спосіб фінішної, прецизійної обробки деталей з монокорунду і полірувальний інструмент
Номер патенту: 48581
Опубліковано: 15.08.2002
Автори: Троян Олександр Васильович, Рубльов Микола Дмитрович, Рогов Валентин Васильович, Кротенко Тетяна Леонідівна
Мітки: прецизійної, монокорунду, інструмент, спосіб, полірувальний, обробки, деталей, фінішної
Формула / Реферат:
1. Спосіб фінішної, прецизійної обробки деталей з монокорунду, який включає тонке, довідне шліфування і абразивнеполірування з введенням в зону обробки суспензії, який відрізняється тим, що після абразивного полірування здійснюють хімічне полірування поверхонь деталей полірувальним інструментом з подачею в зону обробки водно-аміачного розчину силікозолю (SiO2) при наступному співвідношенні компонентів цього розчину, мас.%: ...
Концентрат технологічного засобу для фінішної обробки металів
Номер патенту: 50365
Опубліковано: 15.10.2002
Автори: Євтушенко Валентина Вікторівна, Телемко Олександр Васильович, Міщук Олег Олександрович, Поліщук Віктор Олександрович, Рижов Юрій Едуардович, Процишин Віра Томівна, Темненко Володимир Петрович
МПК: C10M 173/00
Мітки: концентрат, фінішної, обробки, металів, засобу, технологічного
Формула / Реферат:
Концентрат технологічного засобу для фінішної обробки металів, що містить триетаноламін, триетаноламінове мило жирної кислоти, моноалкілові ефіри поліетиленгліколю на основі первинних жирних спиртів, мінеральну оливу і воду, який відрізняється тим, що додатково містить натрій тетраборнокислий та тринатрійфосфат і/або трибутилфосфат, і/або триетаноламінфосфат при наступному співвідношенні компонентів, % мас.: Триетаноламін ...
Інструмент для об’ємної обробки матеріалу
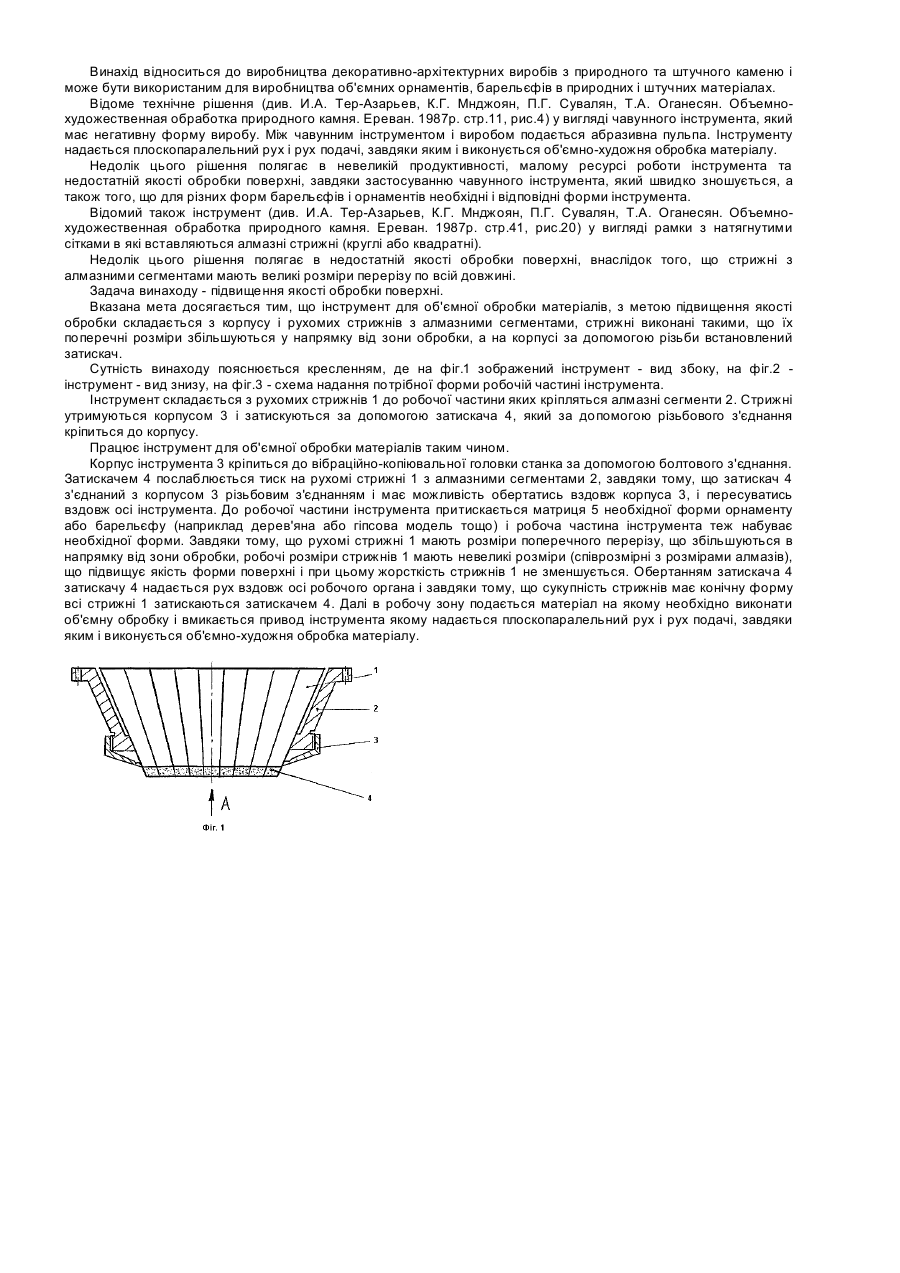
Номер патенту: 69338
Опубліковано: 16.08.2004
Автори: Лазаренко Олександр Михайлович, Фомін Анатолій Вікторович, Костенюк Олександр Олександрович
МПК: B28D 1/00
Мітки: об'ємної, інструмент, обробки, матеріалу
Формула / Реферат:
Інструмент для об'ємної обробки матеріалів, що складається з корпусу і рухомих стрижнів з алмазними сегментами, який відрізняється тим, що стрижні виконані з розмірами, що збільшуються у напрямку від зони обробки, а на корпусі за допомогою різі встановлений затискач.
Суміш для вібраційної фінішної обробки деталей із мідних сплавів
Номер патенту: 56541
Опубліковано: 15.05.2003
Автори: Богомол Іван Васильович, Джемелінський Віталій Васильович, Гузенко Юрій Михайлович
МПК: C09K 13/00
Мітки: мідних, сплавів, вібраційної, обробки, суміш, фінішної, деталей
Формула / Реферат:
Суміш для вібраційної фінішної обробки деталей із мідних сплавів, що містить абразивний порошок, гліцерин і воду, яка відрізняється тим, що вона додатково містить карбоксиметилцелюлозу, полівініловий спирт, лимонну кислоту, ацетат натрію в наступному відношенні компонентів, мас. %: карбоксиметилцелюлоза 2 - 4 полівініловий спирт 2 - 4 лимонна кислота ...
Попередній патент: Інгібітор корозії та солевідкладень та спосіб його виготовлення
Наступний патент: Спосіб відбору води із водосховища для водопровідної насосної станції першого підйому
Випадковий патент: Заміщений індолпіридиній як протиінфекційна сполука