Спосіб ремонту дисків важких борін
Номер патенту: 44457
Опубліковано: 12.10.2009
Автори: Борак Костянтин Вікторович, Герук Станіслав Миколайович
Формула / Реферат
1. Спосіб ремонту дисків важких борін, при якому готують заготовки за формою зуба та за кількістю зубів, що необхідно відновити, встановлюють спрацьовані диски та зуби в шаблон та приєднують, який відрізняється тим, що заготовки зубів виготовляють за формою, яка забезпечує їх розміщення в забезпечуючому задані геометричні розміри відреставрованого диска шаблоні з напуском на поверхню спрацьованих дисків відповідно співвідношенню:
Дн=(0,9...0,92) Дф, де:
Дн - діаметр, за яким встановлюють основи зубів, мм;
Дф, - фактичний діаметр за впадинами спрацьованих зубів, мм,
причому проводять попереднє заточування і поверхневе зміцнення зовнішньої поверхні робочих кромок зубів, при цьому зуби встановлюють на випуклу поверхню відпрацьованого диска із забезпеченням рівномірного їх розміщення по колу, крім цього проводять з'єднання поверхонь зубів з випуклою поверхнею спрацьованого диска за допомогою заклепкового шва, причому вибраковують спрацьовані диски, що не відповідають співвідношенню:
Дф≥Д, де:
Д - мінімально можливий діаметр за впадинами спрацьованого диска, мм; крім того всі заклепки встановлюють за діаметром:
Дз=Дф-2е, де:
Дз - діаметр встановлення заклепкового шва,
а при виконанні заклепкового шва дотримуються наступних співвідношень:
d≈(1,8...2,2)smin;
p≈(3...6)d;
е≈(1,5...2)d, де:
d - діаметр заклепок, мм;
р - крок заклепкового шва, мм;
e - відстань від осі заклепки до краю листа металу, мм;
smin - найменша товщина з'єднуваних деталей, мм.
2. Спосіб ремонту за п. 1, який відрізняється тим, що попереднє заточування і поверхневе зміцнення зовнішньої поверхні робочих кромок зубів проводять методом електроерозійного зміцнення.
Текст
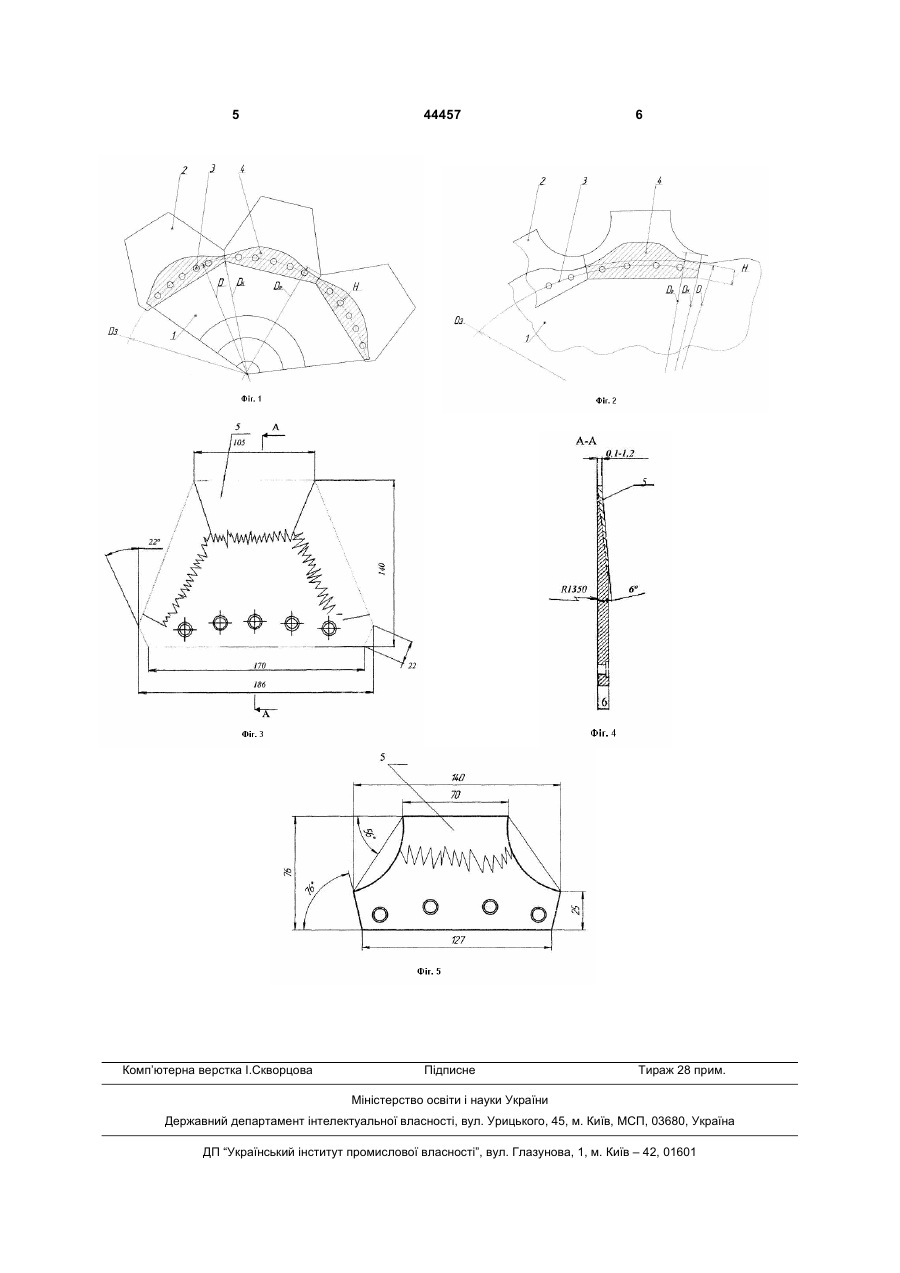
1. Спосіб ремонту дисків важких борін, при якому готують заготовки за формою зуба та за кількістю зубів, що необхідно відновити, встановлюють спрацьовані диски та зуби в шаблон та приєднують, який відрізняється тим, що заготовки зубів виготовляють за формою, яка забезпечує їх розміщення в забезпечуючому задані геометричні розміри відреставрованого диска шаблоні з напуском на поверхню спрацьованих дисків відповідно співвідношенню: Дн=(0,9...0,92) Дф, де: Дн - діаметр, за яким встановлюють основи зубів, мм; Дф, - фактичний діаметр за впадинами спрацьованих зубів, мм, причому проводять попереднє заточування і поверхневе зміцнення зовнішньої поверхні робочих кромок зубів, при цьому зуби встановлюють на випуклу поверхню відпрацьованого диска із забез U 2 (19) 1 3 поверхню спрацьованих дисків відповідно співвідношенню: Дн=(0,9...0,92)Дф, де: Дн - діаметр, за яким встановлюють основи зубів, мм; Дф, - фактичний діаметр за впадинами спрацьованих зубів, мм, Причому проводять попереднє заточування і поверхневе зміцнення зовнішньої поверхні робочих кромок зубів, при цьому зуби встановлюють на випуклу поверхню відпрацьованого диска із забезпеченням рівномірного їх розміщення по колу, крім цього проводять з'єднання поверхонь зубів з випуклою поверхнею спрацьованого диска за допомогою заклепкового шва, причому вибраковують спрацьовані диски, що не відповідають співвідношенню: Дф≥Д, де: Д - мінімально можливий діаметр за впадинами спрацьованого диска, мм; крім того всі заклепки встановлюють за діаметром: Дз∼Дф-2е, де: Дз – діаметр встановлення заклепкового шва, При виконані заклепкового шву дотримуються наступних співвідношень: d=(1,8...2,2)smin; p=(3...6)d; е=(1,5...2)d, де: d - діаметр заклепок, мм; р - крок заклепкового шва, мм; e - відстань від осі заклепки до краю листа металу, мм; smin - найменша товщина з'єднуваних деталей, мм. Викладене вище дозволяє забезпечити наступний технічний результат: - підвищується термін експлуатації основи диска за рахунок не одноразової заміні зношених робочих органів; - з'являється можливість проведення термообробки робочих поверхонь зубів; рівномірно розподіляється навантаження на заклепки за рахунок перерозподілу геометрії діючих зусиль. Крім того: - збільшується ресурс відновленого диска; зменшуються витрати на відновлення; - забезпечується достатньо висока продуктивність та якість відновлення дисків; забезпечується високий наробіток на відмову з порівняно низькою собівартістю відновлення диска; - забезпечується самозаточування робочих поверхонь зубів; - поліпшуються економічні показники с/г підприємства, що використовує борони з дисками, що пропонуються. Запропонований спосіб відновлення робочої поверхні дисків важких борін проілюстровано кресленнями, де: фіг. 1 - фрагмент відновленого диска борони (вид спереду); фіг. 2 - фрагмент відновленого диска борони (вид спереду); фіг. 3 - ремонтне креслення зуба для дисків борін; 44457 4 фіг. 4 - переріз зуба виготовленого відповідно до нашого винаходу; фіг. 5 - ремонтне креслення зуба для дисків борони. Відновлені диски важких борін містять спрацьовані диски 1, зуби 2, що приклепані до останнього за допомогою заклепок 3. Спрацьовані диски 1 повинні мати діаметр за впадинами Д не менше мінімально можливого діаметра за впадинами спрацьованого диска Д. Крім того, зуби на спрацьованому диску встановлені з забезпеченням діаметра Дн. Кожен зуб має поверхню контакту 4 з поверхнею спрацьованого диска 1, а також твердий шар 5. Попередньо проводять дефектацію спрацьованих дисків за мінімально можливим діаметром Д зношеної поверхні, для чого використовують універсальний калібр. Виготовляють штампуванням ремонтні зуби (див. фіг. 3 та фіг. 5), які мають геометричну форму зуба нового диска. Далі проводять електроерозійне зміцнення з одночасним заточуванням виготовлених зубів, що надає можливість отримати матеріал зуба з подвійною структурою - тіло зуба складається з двох шарів: твердого та більш м'якого (див. фіг. 4), що має позитивний ефект самозаточування. Далі встановлюють спрацьований диск в шаблон та накладають зуби відповідно до фіг. 1 та фіг. 2 на зовнішню випуклу поверхню з послідуючим виконанням заклепкового шва на верстаті для заклепування. Зуби приклепуються до спрацьованого диска з утворення шва 3, що дає підвищену міцність кріплення зубів. Запропонований спосіб ремонту робочої поверхні дисків важких борін забезпечує високу якість відновлення, а саме: диск відновлений даним способом має підвищену зносостійкість до спрацювання, продуктивність відновлення підвищується за рахунок виключення з технологічного процесу таких операцій, як зварювання. Також ліквідується негативний ефект затуплення ріжучої кромки за рахунок проведення електроерозійної обробки зубів. Це пояснюється тим, що зуб відновленого диска має двошарову структуру з твердим шаром 5 (див. фіг. 4), а тому виникає явище самозаточування. Враховуючи всі вище згадані чинники відновлений диск виконує всі агротехнічні вимоги до обробітку ґрунту. При необхідності чергового відновлення робочої поверхні зношених дисків -висвердлюють старі заклепки, знімають зношені робочі органи, встановлюють на випуклу поверхню нові зуби і приклепують їх на заклепковому верстаті. Дискові борони, що укомплектовані дисками, що пропонуються, працюють наступним чином: при русі дискового агрегату різальна кромка диска, який встановлено під кутом до напрямку руху, в процесі роботи зрізає смужку ґрунту і підіймає його на внутрішню сферичну поверхню, внаслідок чого він подрібнюється, частково обертається і перемішується. 5 Комп’ютерна верстка І.Скворцова 44457 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repairing disks of heavy harrows
Автори англійськоюHeruk Stanislav Mykolaiovych, Borak Kostiantyn Viktorovych
Назва патенту російськоюСпособ ремонта дисков тяжелых борон
Автори російськоюГерук Станислав Николаевич, Борак Константин Викторович
МПК / Мітки
МПК: A01B 23/00
Мітки: борін, важких, спосіб, ремонту, дисків
Код посилання
<a href="https://ua.patents.su/3-44457-sposib-remontu-diskiv-vazhkikh-borin.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту дисків важких борін</a>
Спосіб відновлення робочих поверхонь дисків важких борін
Номер патенту: 39115
Опубліковано: 10.02.2009
Автори: Герук Станіслав Миколайович, Нечипоренко Віталій Олегович
МПК: A01B 23/00
Мітки: спосіб, важких, робочих, дисків, відновлення, поверхонь, борін
Формула / Реферат:
1. Спосіб відновлення робочих поверхонь дисків важких борін, при якому підготовлюють заготовки за формою зуба та за кількістю зубів, що необхідно відновити, встановлюють спрацьовані диски та зуби в шаблон та приварюють, який відрізняється тим, що заготовки зубів виготовляють за формою, яка забезпечує їх розміщення в забезпечуючому задані геометричні розміри відреставрованого диска шаблоні з напуском на поверхню спрацьованих дисків відповідно...
Спосіб вирізання зубців та загострення ріжучої кромки дисків важких дискових борон, що мають вирізи по колу диска
Номер патенту: 33937
Опубліковано: 15.02.2001
Автори: Артем'єв Валерій Іванович, Шишмаков Олександр Анатолійович, Волвенков Олексій Вікторович
МПК: A01B 15/00
Мітки: зубців, колу, ріжучої, диска, загострення, вирізи, спосіб, дисків, дискових, важких, вирізання, мають, борон, кромки
Текст:
...відрізну кромки 8 та 9 (фіг. 5). Потім за рахунок кінематичної пари з двох зубчатих коліс ведучого 10 та веденого 11, що застосовують зустрічне обертання поворотного столу 2 з заготовкою 1 та різцевої головки 4 в однієї площині та з різними швидкостями, співвідношення яких знаходять виходячи з розрахованої траєкторії різання, що зображена на фіг. 4. Це забезпечує почергову взаємодію різців 6 та 7 при їх подачі з робочою частиною за готовки...
Спосіб відновлення спрацьованих дисків сільськогосподарської сівалки
Номер патенту: 38536
Опубліковано: 15.05.2001
Автори: Осмак Мирон Іванович, Назар Ігор Богданович
МПК: A01B 7/00, A01B 15/00
Мітки: дисків, відновлення, сівалки, спрацьованих, сільськогосподарсько, спосіб
Формула / Реферат:
Спосіб відновлення опрацьованих дисків сільськогосподарської сівалки, згідно з яким один із спрацьованих дисків обточують до технологічного діаметру, і до обточеного центрального диска приварюють в середовищі захисних газів сектори відновлювального кільця, з попередньою їх фіксацією в осьовому та радіальному напрямках, який відрізняється тим, що сектори, відновлювального кільця виготовляють з іншого спрацьованого диска, внутрішній діаметр...
Спосіб монтажу дисків роторного стаціонарного вагоноперекидача
Номер патенту: 17425
Опубліковано: 15.09.2006
Автори: Алексєєв Андрій Сергійович, Фадєєв Дмитро В'ячеславович
МПК: B65G 67/00
Мітки: дисків, стаціонарного, вагоноперекидача, спосіб, монтажу, роторного
Формула / Реферат:
1. Спосіб монтажу дисків роторного стаціонарного вагоноперекидача, що включає демонтаж існуючих дисків і монтаж нових дисків, який відрізняється тим, що спочатку під колисками встановлюють додаткові опори, потім з їх допомогою піднімають колиски разом із платформою на необхідну висоту щодо їхнього проектного положення, після чого демонтують існуючі диски, а потім на нові диски встановлюють тимчасовий бандаж, нові диски збирають безпосередньо...
Спосіб гартування дисків
Номер патенту: 34863
Опубліковано: 15.03.2001
Автори: Плугатарь Сергій Іванович, Нікітін Володимир Юхимович, Доленко Ірина Іванівна, Гатченко Олександр Євгенович, Мінков Олександр Миколайович
МПК: C21D 1/78
Мітки: спосіб, гартування, дисків
Формула / Реферат:
Спосіб гартування дисків, що полягає в тому, що на ділянки торцевих поверхонь дисків встановлюють ізолюючі прокладки, нагрівають їх разом із дисками, після чого роблять охолодження, що відрізняється тим, що ізолюючі прокладки встановлюють у зазори між дисками, при наступному співвідношенні діаметрівДд/Дпр = 2...2,3,де Дд - діаметр диска, мм;Дпр - діаметр ізолюючої прокладки, мм, при цьому товщина прокладок встановлених...
Попередній патент: Спосіб захисту рослин від бур’янів
Наступний патент: Спосіб моделювання із воску внутрішньокореневої куксової вкладки в ротовій порожнині
Випадковий патент: Спосіб переробки металобрухту