Спосіб напилювання газотермічного порошкового покриття
Номер патенту: 44694
Опубліковано: 12.10.2009
Автори: Дерябкіна Євгенія Станіславівна, Лузан Сергій Олексійович

Формула / Реферат
Спосіб напилювання газотермічного порошкового покриття, що включає газотермічне напилювання порошку на поверхню з одночасною пошаровою механічною обробкою голкофрезою шарів покриття, що формуються, який відрізняється тим, що попередню обробку поверхні, що підлягає напилюванню, здійснюють голкофрезою та обробку шарів, які напилюються, у процесі формування покриття виробляють цією ж голкофрезою при обертах голкофрези від 400 до 2500 об./хв.
Текст
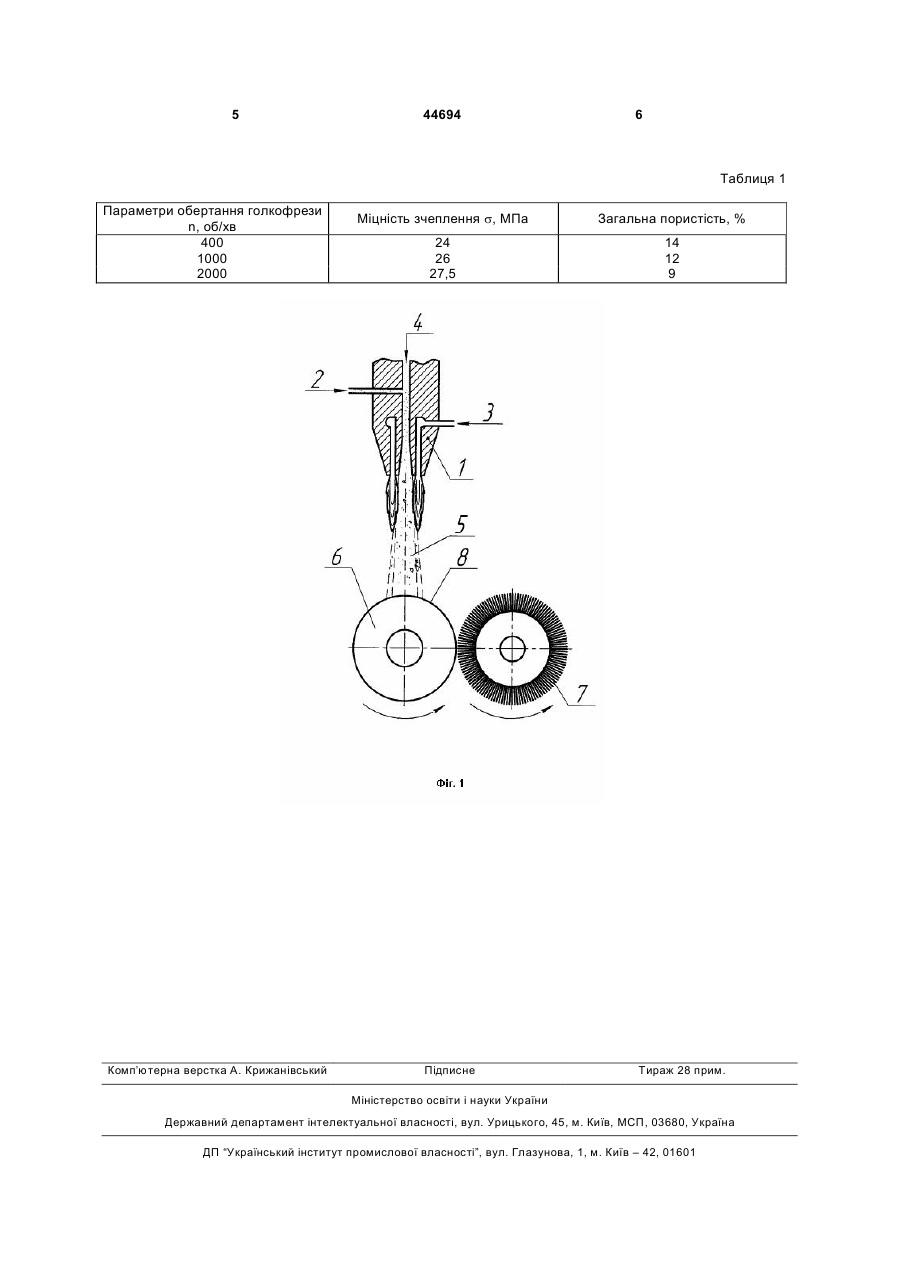
Спосіб напилювання газотермічного порошкового покриття, що включає газотермічне напилю 3 сті, обробляють голкофрезою (7) з радіально закріпленим металевим ворсом, яка обертається електродвигуном. За допомогою газополуменевого пальника (1, де 2 - ацетилен, 3 - кисень, 4 - напилюємий порошек) утворюється спрямований потік дисперсних часток порошкового матеріалу (5), що напилюється, і забезпечується їх перенос на поверхню деталі (6), яка обертається, для формування покриття (8). Газополуменеве порошкове напилювання на поверхню циліндричної деталі вироблять з одночасною обробкою шарів, що формуються, голкофрезою, яка обертається. Голкофреза розташовується на діаметрально протилежній стороні деталі стосовно пальника. Така комбінована технологія дозволяє підвищити адгезійну і когезійну міцність покриття, завдяки пошаровій релаксації напруг за рахунок пластичної деформації шарів, які наносяться. Також голкофрезерування виводить оброблювану поверхню зі стану термодінамічної рівноваги із середовищем, звільняючи міжатомні зв'язки поверхневих атомів, що забезпечує полегшення контактних процесів на межі розділення між шарами, підвищує сумарну площу приварювання, що сприяє збільшенню міцності зчеплення. Приклад виконання: Спосіб використовували при відновленні шийки вала коробки зміни передач, що виготовляється зі сталі 45. Для одержання покриття застосовували порошок самофлюсуючого сплаву системи Ni-Cr-B-Si (порошок марки ПГ12Н-01). Нанесення покриття здійснювали на установці, що містить спеціальний механізм для обертання виробу зі швидкістю 50об/хв (лінійна швидкість обертання поверхні напилювання 30см/хв), механізм для регульованого обертання голкофрези на валу електродвигуна, газополуменевий пістолет для порошкового напилювання на суміші кисень-ацетилен. З метою встановлення впливу режимів голкофрезерування і параметрів голкофрези на міцність зчеплення порошкового покриття з основою проведені дослідження при наступних параметрах газополуменового напилювання: Рацетил-0,12МПа, витрата ацетилену - 0,71,2м3/год, Ркислорода-0,55-0,6МПа, витрата кисню - 1,41,9м3/год, Кисп. порошку-0,81, гранулометричний склад 7090мкм, дистанція напилювання - 180мм, продуктивність напилювання 4-5кг. Для підготовки поверхні деталі під напилювання і обробки напилюємих шарів у процесі напилювання застосовувалася циліндрична голкофреза з високої (70-80%) щільністю набиття ворсу. Голки виготовлені зі сталевого пружинного дроту зі вмістом вуглецю не більше 0,7% (сталь 65Г) і міцністю ≈2ГПа. Вибір діаметра голок залежить від необхідної шорсткості поверхні й становить 0,8мм для одержання шорсткості Ra=9,5-10мкм. Грунтуючись на попередніх дослідженнях, вибирається голкофреза dн=150мм і шириною робочої поверхні b=26мм, робоча довжина голок становила l=50мм. 44694 4 Технологічні можливості процесу голкофрезерування дозволили одержати необхідну шорсткість поверхні при швидкості обертання голкофрези 100-200об/хв (лінійна швидкість 47-94см/хв). Швидкість обертання голкофрези при напилюванні змінювали від 400 до 2000об/хв (лінійна швидкість склала 188-942см/хв відповідно). Оцінку міцності зчеплення покриття з основою виробляли шляхом випробування на зріз. Результати досліджень показали, що міцність зчеплення отриманого газополуменевого покриття, із самофлюсуючого сплаву системи Ni-Cr-B-Si (порошок марки ПГ-12Н-01), зросла у порівнянні з покриттям, нанесеним без голкофрезерування, з 19МПа до 27,5МПа (при товщині покриття 1,5мм), пористість покриттів зменшилася з 15 до 9% відповідно. Причому зі збільшенням обертів голкофрези міцність зчеплення зростає (таблиця 1). Зносостійкість покриття оцінювалася по зміні розміру діаметра напиленого зразка (Æ 52мм). Зносостійкість покриття, отриманого по запропонованій технології при швидкості обертання голкофрези – 2000об/хв, підвищилася у порівнянні з покриттями, напиленими за традиційною технологією, з 0,08 до 0,045мкм. Отже, на основі проведених досліджень можна зробити висновок, що комбінування методу газополуменевого напилювання з голкофрезеруванням і використанням голкофрезерування для попередньої обробки поверхні приводить до підвищення якості газоплуменевих покриттів - підвищенню міцності зчеплення покриття з основою, зменшенню пористості покриттів і збільшенню їхньої зносостійкості. Здійснення способу, що заявляється, газополуменевого порошкового напилювання забезпечує формування покриттів з більше високими фізикомеханічними характеристиками, чим за відомою технологією. Застосування голкофрезерування - для обробки поверхні, що підлягає напилюванню, при обертанні голкофрези 100-200об/хв (лінійна швидкість 47-94см/хв) забезпечує шорсткість Ra=9,5-10мкм (при дрібоструменевій - Ra=1011мкм), - у процесі формування покриття, при обертах голкофрези 2000об/хв (лінійна швидкість 942см/хв), підвищується міцність зчеплення на 45% і зносостійкість металевих покриттів на 43,7%, пористість газополуменевих покриттів знизилася на 38%. Джерела інформації: 1. Борисов Ю.С., Харламов Ю.А, Сидоренко С.Л., Ардатовская Е.Н. Газотермические покрытия из порошкових материалов. Справочник. - Київ.: Наукова думка, 1987. c.9-12, 44-45, 47-48. 2. Русев Г.М., Овсянников В.В., Кисельов С.М., Галюк Н.Ф. Технология восстановления и упрочнения наружных и внутренних поверхностей тел вращения и плоских поверхностей плазменным напылением. // Автоматическая сварка. 2000.№12. с.61-62. 5 44694 6 Таблиця 1 Параметри обертання голкофрези n, об/хв 400 1000 2000 Комп’ютерна верстка А. Крижанівський Міцність зчеплення s, МПа Загальна пористість, % 24 26 27,5 14 12 9 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for sputtering of gas-thermal powder-like coating
Автори англійськоюLuzan Serhii Oleksiiovych, Deriabkina Yevheniia Stanislavivna
Назва патенту російськоюСпособ напыления газотермического порошкового покрытия
Автори російськоюЛузан Сергей Алексеевич, Дерябкина Евгения Станиславовна
МПК / Мітки
МПК: C23C 4/00
Мітки: газотермічного, покриття, напилювання, спосіб, порошкового
Код посилання
<a href="https://ua.patents.su/3-44694-sposib-napilyuvannya-gazotermichnogo-poroshkovogo-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Спосіб напилювання газотермічного порошкового покриття</a>
Спосіб плазмового напилювання покрить

Номер патенту: 70430
Опубліковано: 15.10.2004
Автор: Оніщенко Олексій Георгійович
МПК: C23C 4/00
Мітки: спосіб, напилювання, плазмового, покрить
Формула / Реферат:
Спосіб плазмового напилювання на поверхню багатошарових покрить шляхом послідовного утворення паралельних один одному шарів, який відрізняється тим, що шари покриття виконують під кутом до поверхні, що напилюють.
Спосіб газотермічного нанесення покриття

Номер патенту: 37048
Опубліковано: 10.11.2008
Автори: Єршов Анатолій Васильович, Ситніков Микола Миколайович, Биковський Олег Григорович
МПК: C23C 14/38
Мітки: спосіб, нанесення, газотермічного, покриття
Формула / Реферат:
Спосіб газотермічного нанесення покриття, який включає очистку поверхні підкладки, активацію та нанесення газотермічного покриття, який відрізняється тим, що нанесення покриття виконують одночасно з іонною активацією поверхні та розпилюванням поверхневих оксидів при атмосферному тиску за допомогою додаткового дугового розряду зворотної полярності, причому струм додаткової дуги складає 25-30 А.
Пристрій для газотермічного нанесення захисного покриття

Номер патенту: 11950
Опубліковано: 16.01.2006
Автори: Аралкін Анатолій Сергійович, Давида Андрій Йосипович
МПК: C23C 4/12
Мітки: покриття, газотермічного, нанесення, захисного, пристрій
Формула / Реферат:
1. Пристрій для газотермічного нанесення захисного покриття, який містить плазмотрон, трубчастий кожух, ресивер зі штуцерами для підведення газу, що змонтований на зовнішній поверхні нижньої частини кожуха, ежектор у вигляді диска з маточиною, що закріплений у ресивері з зазором щодо трубчастого кожуха, який відрізняється тим, що диск ежектора виконаний з можливістю зворотно-поступального переміщення щодо трубчастого кожуха й оснащений...
Склад шихти наповнювача порошкового дроту для електродугового нанесення покриттів
Номер патенту: 3944
Опубліковано: 15.12.2004
Автори: Фень Євген Костянтинович, Пащенко Валерій Миколайович
МПК: C23C 4/04, C23C 24/00
Мітки: наповнювача, склад, нанесення, шихти, покриттів, дроту, порошкового, електродугового
Формула / Реферат:
Склад шихти наповнювача порошкового дроту для електродугового нанесення покриттів, що містить порошок заліза, який відрізняється тим, що він додатково містить порошки оксиду алюмінію, плакованого нікелем, феромарганцю та хрому при наступному співвідношенні компонентів, мас. %: оксид алюмінію з нікелем марки ПОАН-50 30-36 феромарганець марки ФМн88 9-12 хром...
Спосіб визначення оптимальної дистанції напилювання покриттів
Номер патенту: 75542
Опубліковано: 17.04.2006
Автори: Ночвай Володимир Матвійович, Сєров Володимир Володимирович
МПК: F16L 57/00, G01C 3/00
Мітки: спосіб, покриттів, визначення, напилювання, оптимальної, дистанції
Формула / Реферат:
Спосіб визначення оптимальної дистанції напилювання покриттів шляхом вимірювання відстані від розпилювального пістолета до точки на осі струменя розпилювального пістолета, в якій припиняє збільшуватися температура часток матеріалу напилювання і має місце екстремум функціональної залежності температури часток матеріалу напилювання від дистанції напилювання, який відрізняється тим, що місце знаходження цієї точки визначають по точці...
Попередній патент: Спосіб визначення критеріїв оцінки розвитку спільної жовчної протоки у плодів та новонароджених
Наступний патент: Спосіб медичної реабілітації підлітків з соматизованими депресивними розладами
Випадковий патент: Плаский тяговий орган шахтної канатної дороги