Пристрій для зварювання термопластичних матеріалів
Номер патенту: 30653
Опубліковано: 15.12.2000
Автори: Москаленко Іван Юхимович, Піскунов Микола Володимирович, Казаков Ігор Анатольович, Поляков Микола Васильович, Ємченко Ольга Миколаєвна, Ітунін Віліан Фишлевич, Нейман Олександр Ігоревич, Москаленко Володимир Іванович
Формула / Реферат
Пристрій для зварювання термопластичних матеріалів, що містить опорну та притискну плити, гнучкий нагрівальний елемент, зафіксований на опорній плиті за заданою траєкторією шва і підключений до джерела струму, який відрізняється тим, що нагрівальний елемент закріплено на опорній плиті за допомогою кріпильних елементів, наприклад, скоб, а притискна плита має канавку, розташовану над нагрівальним елементом, яка повторює його конфігурацію по всій траєкторії шва, і з'єднану з джерелом стиснутого повітря.
Текст
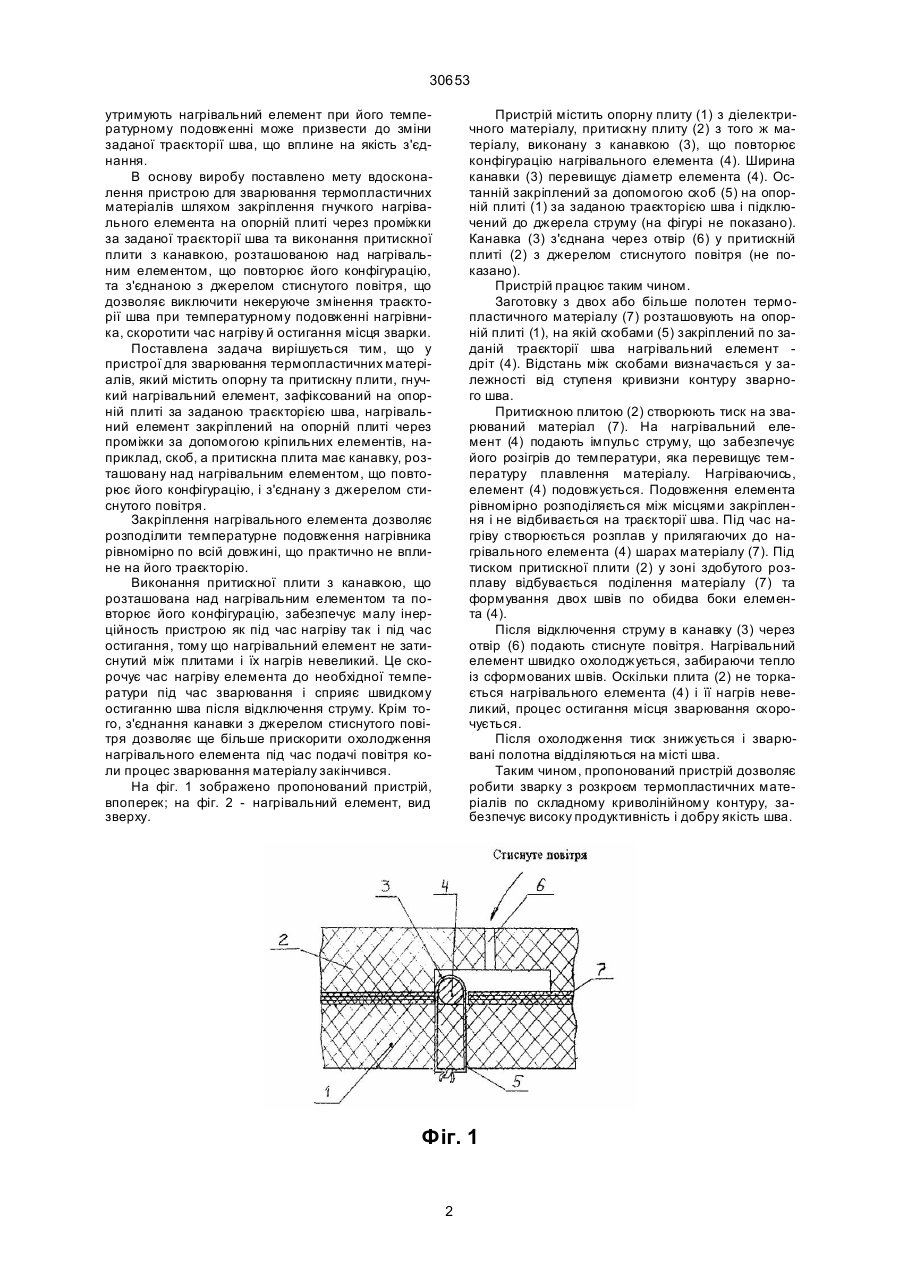
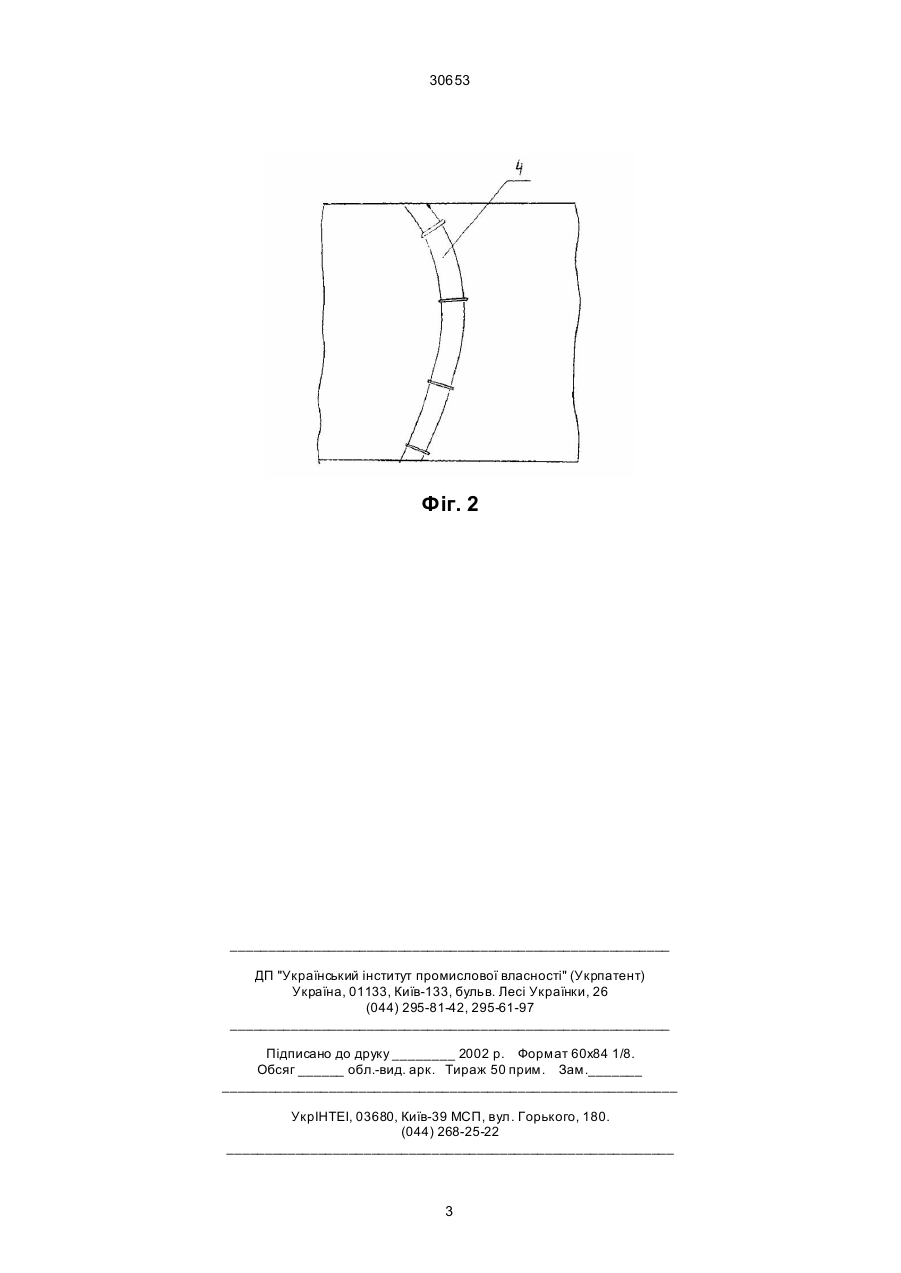
Пристрій для зварювання термопластичних матеріалів, що містить опорну та притискну плити, гнучкий нагрівальний елемент, зафіксований на опорній плиті за заданою траєкторією шва і підключений до джерела струму, який відрізняється тим, що нагрівальний елемент закріплено на опорній плиті за допомогою кріпильних елементів, наприклад, скоб, а притискна плита має канавку, розташовану над нагрівальним елементом, яка повторює його конфігурацію по всій траєкторії шва, і з'єднану з джерелом стиснутого повітря. (19) (21) 98041762 (22) 08.04.1998 (24) 15.12.2000 (33) UA (46) 15.12.2000, Бюл. № 7, 2000 р. (72) Поляков Микола Васильович, Ітунін Віліан Фішлевич, Москаленко Іван Юхимович, Москаленко Володимир Іванович, Нейман Олександр Ігоревич, Піскунов Микола Володимирович, Казаков Ігор Анатольович, Ємченко Ольга Миколаєвна (73) МАЛЕ КОЛЕКТИВНЕ ПІДПРИЄМСТВО "ФІЛЬТР" 30653 утримують нагрівальний елемент при його температурному подовженні може призвести до зміни заданої траєкторії шва, що вплине на якість з'єднання. В основу виробу поставлено мету вдосконалення пристрою для зварювання термопластичних матеріалів шляхом закріплення гнучкого нагрівального елемента на опорній плиті через проміжки за заданої траєкторії шва та виконання притискної плити з канавкою, розташованою над нагрівальним елементом, що повторює його конфігурацію, та з'єднаною з джерелом стиснутого повітря, що дозволяє виключити некеруюче змінення траєкторії шва при температурному подовженні нагрівника, скоротити час нагріву й остигання місця зварки. Поставлена задача вирішується тим, що у пристрої для зварювання термопластичних матеріалів, який містить опорну та притискну плити, гнучкий нагрівальний елемент, зафіксований на опорній плиті за заданою траєкторією шва, нагрівальний елемент закріплений на опорній плиті через проміжки за допомогою кріпильних елементів, наприклад, скоб, а притискна плита має канавку, розташовану над нагрівальним елементом, що повторює його конфігурацію, і з'єднану з джерелом стиснутого повітря. Закріплення нагрівального елемента дозволяє розподілити температурне подовження нагрівника рівномірно по всій довжині, що практично не вплине на його траєкторію. Виконання притискної плити з канавкою, що розташована над нагрівальним елементом та повторює його конфігурацію, забезпечує малу інерційность пристрою як під час нагріву так і під час остигання, тому що нагрівальний елемент не затиснутий між плитами і їх нагрів невеликий. Це скорочує час нагріву елемента до необхідної температури під час зварювання і сприяє швидкому остиганню шва після відключення струму. Крім того, з'єднання канавки з джерелом стиснутого повітря дозволяє ще більше прискорити охолодження нагрівального елемента під час подачі повітря коли процес зварювання матеріалу закінчився. На фіг. 1 зображено пропонований пристрій, впоперек; на фіг. 2 - нагрівальний елемент, вид зверху. Пристрій містить опорну плиту (1) з діелектричного матеріалу, притискну плиту (2) з того ж матеріалу, виконану з канавкою (3), що повторює конфігурацію нагрівального елемента (4). Ширина канавки (3) перевищує діаметр елемента (4). Останній закріплений за допомогою скоб (5) на опорній плиті (1) за заданою траєкторією шва і підключений до джерела струму (на фігурі не показано). Канавка (3) з'єднана через отвір (6) у притискній плиті (2) з джерелом стиснутого повітря (не показано). Пристрій працює таким чином. Заготовку з двох або більше полотен термопластичного матеріалу (7) розташовують на опорній плиті (1), на якій скобами (5) закріплений по заданій траєкторії шва нагрівальний елемент дріт (4). Відстань між скобами визначається у залежності від ступеня кривизни контуру зварного шва. Притискною плитою (2) створюють тиск на зварюваний матеріал (7). На нагрівальний елемент (4) подають імпульс струму, що забезпечує його розігрів до температури, яка перевищує температуру плавлення матеріалу. Нагріваючись, елемент (4) подовжується. Подовження елемента рівномірно розподіляється між місцями закріплення і не відбивається на траєкторії шва. Під час нагріву створюється розплав у прилягаючих до нагрівального елемента (4) шарах матеріалу (7). Під тиском притискної плити (2) у зоні здобутого розплаву відбувається поділення матеріалу (7) та формування двох швів по обидва боки елемента (4). Після відключення струму в канавку (3) через отвір (6) подають стиснуте повітря. Нагрівальний елемент швидко охолоджується, забираючи тепло із сформованих швів. Оскільки плита (2) не торкається нагрівального елемента (4) і її нагрів невеликий, процес остигання місця зварювання скорочується. Після охолодження тиск знижується і зварювані полотна відділяються на місті шва. Таким чином, пропонований пристрій дозволяє робити зварку з розкроєм термопластичних матеріалів по складному криволінійному контуру, забезпечує високу продуктивність і добру якість шва. Фіг. 1 2 30653 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for welding thermoplastics
Автори англійськоюPoliakov Mykola Vasyliovych, Itunin Vilian Fishlevych, Moskalenko Ivan Yukhymovych, Moskalenko Volodymyr Ivanovych, Neiman Olexandr Ihorevych, Piskunov Mykola Volodymyrovych, Kazakov Ihor Anatoliiiovych, Yemchenko Olha Mykolaievna
Назва патенту російськоюУстройство для сварки материалов термопласта
Автори російськоюПоляков Николай Васильевич, Итунин Вилиан Фишлевич, Москаленко Иван Ефимович, Москаленко Владимир Иванович, Нейман Александр Игоревич, Пискунов Николай Владимирович, Казаков Игорь Анатольевич, Емченко Ольга Николаевна
МПК / Мітки
МПК: B29C 65/18, B29C 65/38
Мітки: термопластичних, матеріалів, пристрій, зварювання
Код посилання
<a href="https://ua.patents.su/3-30653-pristrijj-dlya-zvaryuvannya-termoplastichnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для зварювання термопластичних матеріалів</a>
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів
Номер патенту: 30514
Опубліковано: 15.11.2000
Автори: Самотий Володимир Васильович, Білобородченко Володимир Іванович
МПК: B23K 11/00
Мітки: переважно, зварювання, точкового, пристрій, матеріалів, тугоплавких, конденсаторного
Формула / Реферат:
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з'єднане з першим тиристором та через перший діод - з накопичувальним конденсатором, зварювальний трансформатор, первинна обмотка якого має принаймні один проміжний вивід, вхід та вихід її під'єднані відповідно до другого діоду та першого тиристора, а вторинна обмотка є виходом пристрою, який відрізняється тим, що в нього...
Спосіб формування вузлів взуття з термопластичних матеріалів і пристрій для його здійснення
Номер патенту: 26132
Опубліковано: 07.06.1999
Автори: Ценова Людмила Володимирівна, Вершинкіна Олена Вікторівна, Коновал Віктор Павлович, Якубова Людмила Володимирівна, Надточій Валерій Васильович
МПК: A43D 95/00, A43D 11/00
Мітки: формування, термопластичних, пристрій, взуття, спосіб, матеріалів, здійснення, вузлів
Формула / Реферат:
1. Способ формования узлов обуви из термопластичных материалов путем нагрева внутренней поверхности узла на нагреваемом пуансоне до температуры 100 - 150°C с последующим формованием на охлаждаемом пуансоне с обжимом обжимной матрицей, отличающийся тем, что узел дополнительно охлаждают обжимной матрицей при температуре -5 - +5°C в течение 10 - 20с, а формование на охлаждаемом пуансоне осуществляют при температуре -10 - 5°C.2. Устройство...
Спосіб формування вузлів взуття з термопластичних матеріалів і пристрій для його здійснення
Номер патенту: 20837
Опубліковано: 07.10.1997
Автори: Бабіч Антоніна Іванівна, Надточій Валерій Васильович, Лукаш Ігор Григорович, Коновал Віктор Павлович, Ценова Людмила Володимирівна, Якубова Людмила Володимирівна
МПК: A43D 95/00, A43D 11/00
Мітки: вузлів, пристрій, спосіб, матеріалів, термопластичних, формування, здійснення, взуття
Формула / Реферат:
1. Способ формования узлов обуви из термопластичных материалов путем нагрева их на нагреваемых пуансонах до температуры 100-150°С с последующим охлаждением на охлаждаемых пуансонах до температуры -5 - +5°С с обжимом обжимными матрицами, отличающийся тем, что охлаждение на охлаждаемых пуансонах осуществляют с их экранированием от тепловых потоков, излучаемых нагреваемыми пуансонами с матрицами, причем экранирование осуществляется потоком...
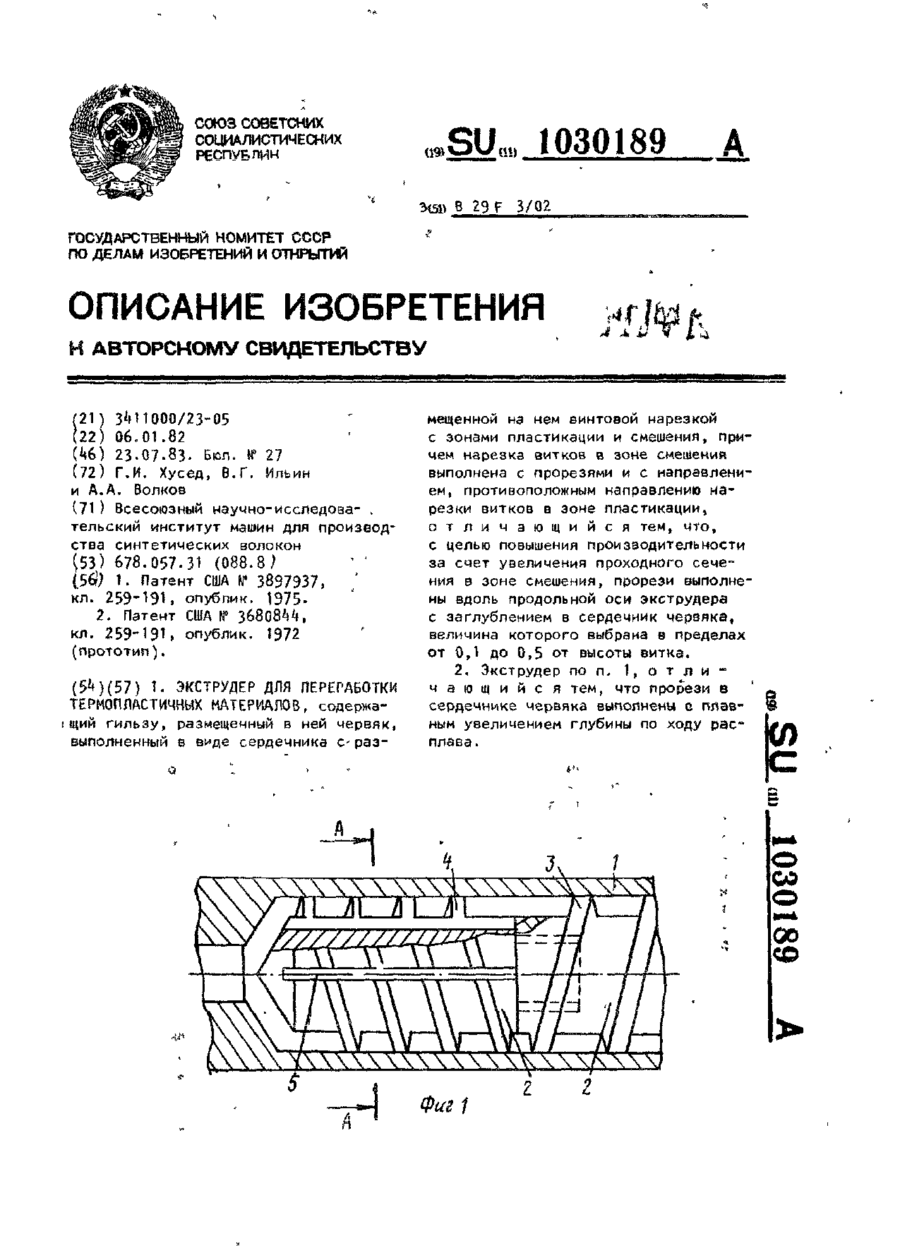
Екструдер для переробки термопластичних матеріалів
Номер патенту: 8835
Опубліковано: 30.09.1996
Автори: Хусед Герман Іонасович, Іл'їн Вадим Григорович, Волков Анатолій Олександрович
МПК: B29C 47/38
Мітки: матеріалів, термопластичних, екструдер, переробки
Формула / Реферат:
1. Экструдер для переработки термопластичных материалов, содержащий гильзу, размещенный в ней червяк, выполненный в виде сердечника с размещенной на нем винтовой нарезкой с зонами пластикации и смешения, причем нарезка витков в зоне смешения выполнена с прорезями и с направлением, противоположным направлению нарезки витков в зоне пластикации, отличающийся тем, что, с целью повышения производительности за счет увеличения проходного сечения в...
Установка для безперервного виготовлення труб з термопластичних матеріалів
Номер патенту: 11502
Опубліковано: 25.12.1996
Автори: Дибан Євген Павлович, Корпухов Володимир Миколайович, Зверлін Валерій Григорович, Мазур Олександр Іустинович
МПК: B29L 23/00, B29D 23/18, B29C 35/04, B29C 47/88
Мітки: термопластичних, виготовлення, труб, безперервного, матеріалів, установка
Формула / Реферат:
Установка для непрерывного изготовления труб из термопластичных материалов, содержащая экструдер, полуформы, смонтированные на двух бесконечных цепях, установленный на обратной ветви каждой цепи напорный короб переменного сечения, соединенный подающим трубопроводом с вентилятором подачи воздуха, отличающаяся тем, что, с целью уменьшения затрат на производство единицы продукции за счет повышения производительности установки и сокращения...
Попередній патент: Спосіб катетеризації артерії
Наступний патент: Спосіб лікування посттравматичних дисфункцій висково- нижньощелепового суглоба
Випадковий патент: Пристрій для безпечної примусової зупинки автомобілів