Спосіб паяння таврових з’єднань труб або стержнів металевих конструкцій
Номер патенту: 45491
Опубліковано: 15.04.2002
Автори: Письменний Олександр Семенович, Прокоф`єв Олексій Сергійович, Дубко Андрій Григорович, Шинлов Михайло Євгенович
Формула / Реферат
Спосіб паяння таврових з'єднань труб або стержнів металевих конструкцій, переважно сталевих, який полягає у складанні деталей з розташуванням припою та флюсу у зазорі, що паяється, нагріванні до температури розплавлення припою, та пластичному деформуванні деталей у зоні з'єднання шляхом прикладання тиску осаджування, який відрізняється тим, що попередньо створюють розвинену поверхню паяння шляхом виготовлення паза в одній з деталей, а пластичне деформування здійснюють з допомогою калібруючого інструменту у вигляді штампа шляхом створення рівномірного тиску у напрямку перпендикулярному до осі хоча б однієї із з'єднуваних деталей.
Текст
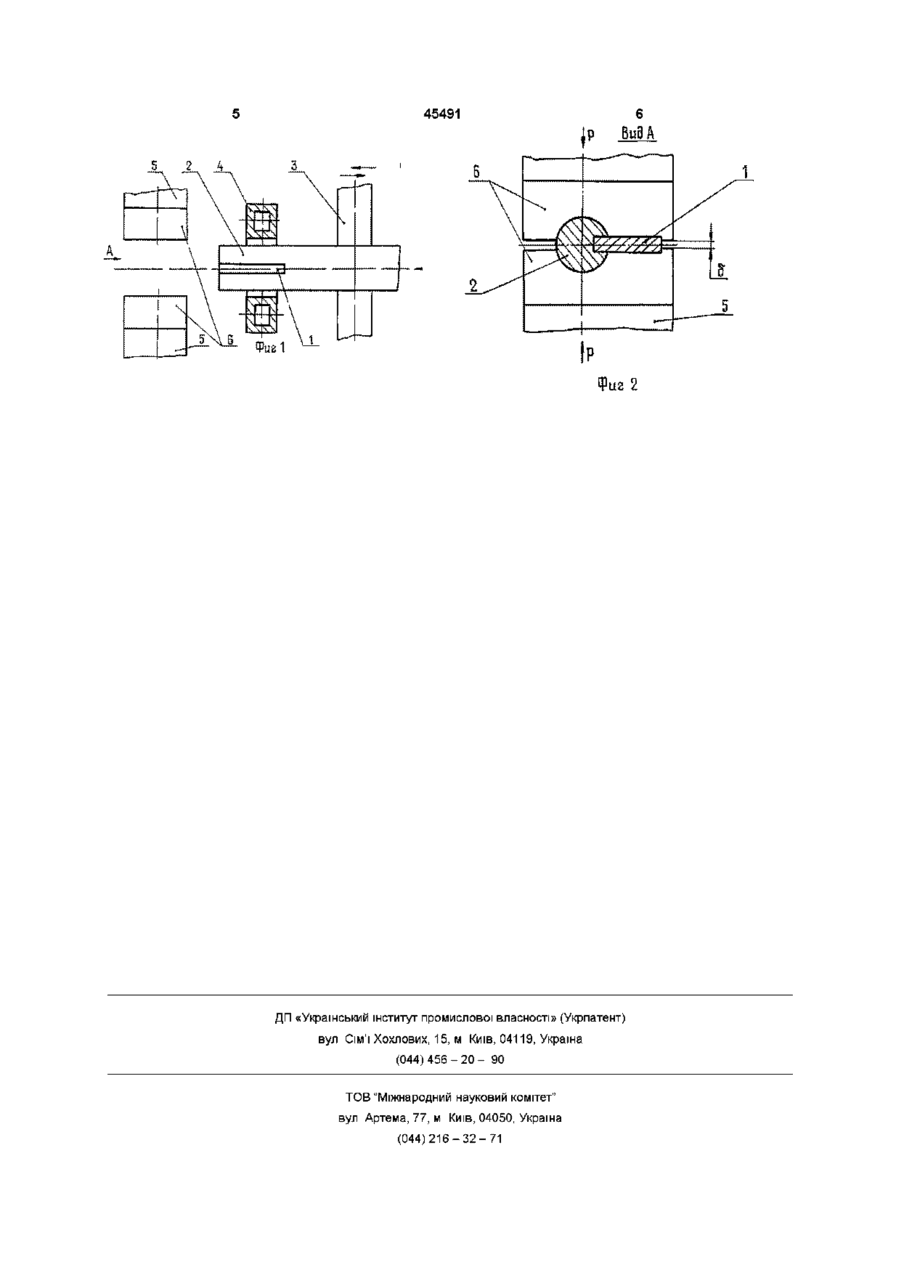
Спосіб паяння таврових з'єднань труб або стержнів металевих конструкцій, переважно ста левих, який полягає у складанні деталей з розташуванням припою та флюсу у зазорі, що паяється, нагріванні до температури розплавлення припою, та пластичному деформуванні деталей у зоні з'єднання шляхом прикладання тиску осаджування, який відрізняється тим, що попередньо створюють розвинену поверхню паяння шляхом виготовлення паза в одній з деталей, а пластичне деформування здійснюють з допомогою калібруючого інструменту у вигляді штампа шляхом створення рівномірного тиску у напрямку перпендикулярному до осі хоча б однієї із з'єднуваних деталей Винахід належить до галузі паяння, у частині способів паяння переважно сталевих конструкцій і може бути застосованим у різних галузях машинобудування Відомий спосіб паяння ( Наваров Г В , Гренцев Н К Сварка и пайка в микроэлектронике - М Советское радио, 1969 -с 54) у якому заздалегідь облужений провід притискують тиском до 150 160мПа (15 - 16кГс/мм2) у мить нагрівання до печатної плати У процесі пластичної деформації провідника та кристалізування розташованого під тиском припою утворюється міцне з'єднання Аналогічна методика з'єднання застосовується при з'єднанні шляхом паяння з застосуванням пластичного деформування з'єднуємих деталей, (скорочено зварювання-паяння) (термін зварювання-паяння ще не знайшов стійкого застосування у технічній літературі) сталевих труб, стержнів, але слід зазначити, що при цьому не зберігаються геометричні розміри з'єднуємих деталей у зоні з'єднання Проте зазначений спосіб не призначений для паяння внапусток виводів пластичних матеріалів товщиною до 0,1мм без деформування печатного провідника, що не забезпечує рівномірного з'єднання та не прийнятне для паяння у стик елементів, наприклад з залізовуглецевих сплавів Відомий спосіб паяння металевих конструкцій (Авторское свидетельство СССР № 716748 кл В23К1/00, 01 08 75), який включає складання де талей з розміщенням припою та флюсу в паяльній ЩІЛИНІ, докладання затискуючого зусилля з утворенням пластичної деформації деталей у зоні з'єднання Спосіб застосовується для з'єднання різнорідних металів, і гранично велика деформація найбільш твердішого із них складає 20% Руйнування з'єднання виникає по більш м'якому металу Відомий спосіб паяння металевих конструкцій, переважно сталевих (ав св № 1133054), який включав складання деталей з розміщенням припою та флюсу у паяльній ЩІЛИНІ, нагрівання до температури паяння та пластичне деформування деталей у зоні з'єднання шляхом прикладання тиску, при цьому пластичне деформування утворюють у межах 40 - 60% Але у випадку з'єднання деталей з однорідних матеріалів у стик, зокрема сталевих деталей, вказаний спосіб не забезпечує отримання паяного з'єднання рівноміцного основному металу, у зв'язку з тим, що зусилля осаджування передається безпосередньо на з'єднуванні деталі у напряму ВІСІ В основу винаходу покладена задача удосконалити відомий спосіб паяння за рахунок застосування спеціального пристрою при пластичному деформуванні'паяних деталей, що розкладає осьове зусилля осаджування у тиск затискання з'єднуємих деталей, і таким чином отримуються з'єднання рівноміцні основному металу, а також О ю 45491 зусилля Р на рухомий затискач поз 5 та на штамп поз 6 деталі стискаються Основний метал пластини (поз 1) та стержня (поз 2) у зоні контактування буде пластично деформовуватися При заповнені деформованим металлом паяльної щілини та зникнення щілини "б" (Фіг 2) зусилля осаджування у затискачі поз 5 припиняється За наведеною схемою проводилося зварювання-паяння сталевих труб у тавр діаметром 20мм з товщиною стінки 1,5мм (які мають межу МІЦНОСТІ 500МПа (50кГс/мм2) Крийка труби оброблялась по місцю прилягання механічним інструментом У якості припою застосовувалась латунь Л63, яка була розміщена у вигляді фольги - закладного елементу у паяльній ЩІЛИНІ разом з флюсом (Флюс - бура Na2BrO?) Завдяки застосуванню калібруючого пристрою зусилля осаджування розподіляється у рівномірЗа результатами вимірів випливав змінення ний тиск стискання деталей, які з'єднуються по механічних якостей зварного з'єднання має якісусій площині паяння, що зміцнює метал у шві за ний стрибок у сторону підвищення МІЦНОСТІ на розрахунок зникнення усадочної пористості та "залітягування при деформуванні основного металу в ковуванням" мікротріщин припоєм, а також дозвозоні стискування при прикладанні зусилля р = 300 ляє придати та зберегти необхідну форму з'єднан- 350 МПа (ЗО - 35 кГс/мм) ня при осаджуванні Отримання рівноміцних з основним металом таврових з'єднань тонкостінних труб, стержнів та Отримання рівноміцних з основним металом пластин можна пояснити контактним зміцненням таврових з'єднань тонкостінних труб, стержнів та металу паяного шву, відсутністю литої структури, пластин можна пояснити контактним зміцненням усадочної раковини та "заліковуванням" мікротріметалу паяного шву, відсутністю литої структури, щин припоєм, що дає вищі за якістю властивості усадочної раковини та "заліковуванням" мікротріпо МІЦНОТНОСТІ стосовно з'єднування цих деталей щин припоєм за допомогою дугового зварювання Але у випадку з'єднання деталей з однорідних матеріалів у стик, зокрема сталевих деталей, вкаЯк показують досліди, забезпечити рівномірне заний спосіб не забезпечує отримання паяного нагрівання на з'єднуємих крийках деталей та баз'єднання рівноміцного основному металу, у зв'язжане деформування з'єднання (при тавровому ку з тим , що зусилля осаджування передається з'єднанні - складна, замкнута, сідловидна форма безпосередньо на з'єднуванні деталі у напряму крийки) на практиці досить важко Для компенсації цього недоліку формування зварна-паяного з'єдВІСІ нання утворювалося шляхом контролю заданого До переваг способу слід віднести можливість переміщення з'єднуємих деталей у штампі механізації та автоматизації вказаного процесу, а також збільшення продуктивності праці Даний спосіб зварювання-паяння таврових з'єднань знайде широке застосування при виготоНа Фіг 1 зображено схему здійснення способу влені Т - образних з'єднань, які застосовуються у Поз 1 - сталева пластина, машинобудуванні, при виробництві тяг, приварюпоз 2 - стержень, ванні ричапв до пластин, виробництві ключів (припоз 3 - рухомрій затискач, варювання "бородок" до ключів), а також у малопоз 4 - індуктор, серійному виробництві малих деталей, або у поз 5 - рухомий затискач для здійснення стиссерійному виробництві тяг для авто та тракторокання, будування поз 6 - калібруючий штамп На Фіг 2 - вид А на Фіг 1 Вказаний спосіб з'єднання таврових деталей можливо замінить ІНШІ способи зварювання, які Паяні деталі, у данному випадку сталева плазастосовувалися при з'єднанні вказаних деталей, стина поз 1 та стержень поз 2 розташовані у рухоа саме ручне дугове зварювання, газоплам'яне мому затискачі поз 3 індукційної або іншої нагріпаяння, пічне паяння Спосіб також не потребує ваючої установки Індуктор поз 4 нагріває паяні висококваліфікованого персоналу та виключає деталі до температури паяння з зовнішньої сторошкідливе впливання зварювальних процесів на ни При цьому заздалегідь нанесені на крийки делюдину талей припой та флюс розплавляються Під дією придаються та зберігаються геометричні форми з'єднання Сутність винаходу полягає утому, що у способі паяння таврових з'єднань тонкостінних труб або стержнів металевих конструкцій, переважно сталевих, який включає до себе складання деталей з розташуванням припою та флюсу в паяемому зазорі у вигляді закладного елементу, або шляхом нанесення на з'єднувані поверхні у вигляді суміші припою та флюсу, розведеннях у зв'язуючій речовині, нагрівання до температури розплавлення припою, та пластичне деформування деталей у зоні з'єднання шляхом прикладання тиску осаджування, який відрізняється тим, що пластичне деформування здійснюють за допомогою калібруючого інструменту, зробленого у вигляді штампу 45491 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюPysmennyi Oleksandr Semenovych, Prokofiev Oleksii Serhiiovych, Dubko Andrii Hryhorovych
Автори російськоюПисьменный Александр Семенович, Прокофьев Алексей Сергеевич, Дубко Андрей Григорьевич
МПК / Мітки
МПК: B23K 33/00, B23K 1/00
Мітки: з'єднань, паяння, металевих, таврових, стержнів, труб, спосіб, конструкцій
Код посилання
<a href="https://ua.patents.su/3-45491-sposib-payannya-tavrovikh-zehdnan-trub-abo-sterzhniv-metalevikh-konstrukcijj.html" target="_blank" rel="follow" title="База патентів України">Спосіб паяння таврових з’єднань труб або стержнів металевих конструкцій</a>
Вузлове з’єднання елементів з труб металевих просторових конструкцій
Номер патенту: 44976
Опубліковано: 15.03.2002
Автори: Гібаленко Олександр Миколаєвич, Черних Інна Юріївна, Корольов Володимир Петрович
МПК: E04B 1/58
Мітки: вузлове, з'єднання, труб, елементів, просторових, металевих, конструкцій
Формула / Реферат:
Вузлове з'єднання елементів з труб металевих просторових конструкцій, яке має у своєму складі пусте кульове ядро, що виконане з штампованих напівкульок, зварених між собою автоматичною зваркою, до якого приварені трубчасті стрижні згідно з розташуванням стрижневих елементів у просторовій конструкції, яке відрізняється тим, що вузлове з‘єднання виконано розбірним, для чого воно має спеціальні болти, гайку та фігурну шайбу, всі трубчасті...
Керамічний припій для паяння вогнетривких виробів
Номер патенту: 43902
Опубліковано: 15.01.2002
Автори: Шакшуєва Інна Сергіївна, Криворучко Павло Петрович, Рабінков Леонід Генадійович
МПК: C04B 41/87, C04B 37/00, B23K 35/30
Мітки: припій, виробів, вогнетривких, керамічний, паяння
Формула / Реферат:
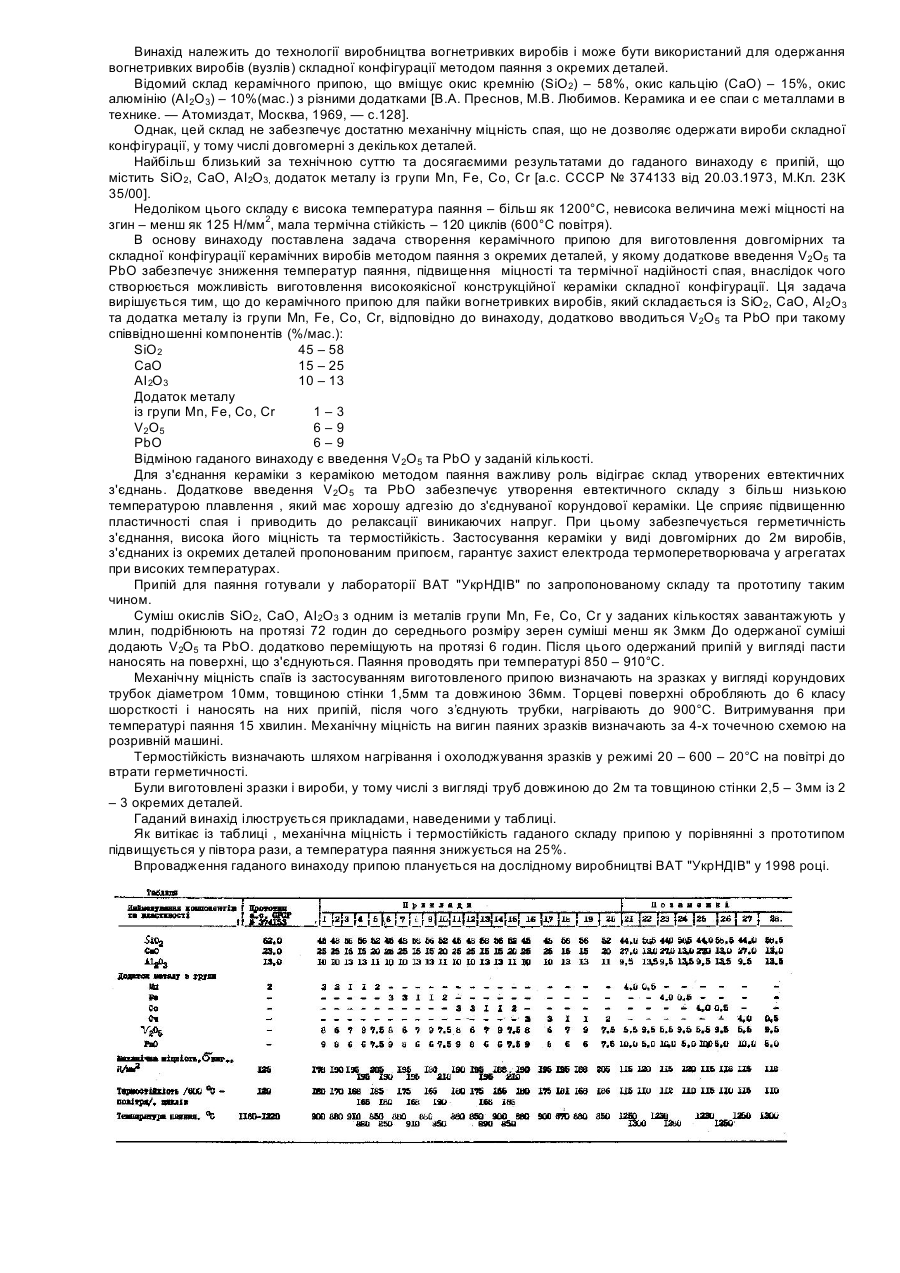
Керамічний припій для паяння вогнетривких виробів, що містить SiO2, CaO, Al2O3 і додаток металу групи Мn, Fe, Co, Cr, який відрізняється тим, що він додатково містить V2О5 та PbO при такому співвідношенні компонентів,мас.%: SiO2 45-58 CaO 15-25 Al2O3 10-13 додаток металу групи Мn, Fe, Co, Cr ...
Спосіб зміцнення зварного шва металевих труб

Номер патенту: 17784
Опубліковано: 20.05.1997
Автори: Березовецький Андрій Петрович, Хом'як Йосип Васильович, Пістун Ігор Павлович, Тесленко Анатолій Григорович
МПК: B21D 26/08
Мітки: зміцнення, спосіб, шва, зварного, металевих, труб
Формула / Реферат:
1. Спосіб зміцнення зварного шва металічних труб енергією ударної хвилі, яка створюється при вибуху заряду, розташованого на оброблювальній поверхні, який відрізняється тим, що, з метою зняття розтягуючих І створення стискаючих напружень в навколишній зоні, між зарядом вибухової речовини І зварним швом розміщують проміжний шар інертного матеріалу з акустичною жорсткістю меншою, ніж у металу труби.2. Спосіб по п. 1, який відрізняється...
Екзотермічна суміш для паяння – зварювання металів (варіанти)
Номер патенту: 37449
Опубліковано: 15.05.2001
Автори: Лебедєв Борис Володимирович, Лебедєв Володимир Георгійович
МПК: B23K 23/00
Мітки: металів, паяння, суміш, екзотермічна, варіанти, зварювання
Формула / Реферат:
1.Екзотермічна суміш для паяння-зварювання металів, яка складається з оксиду міді, відновників та окислювачів, яка відрізняється тим, що має у своєму складі у якості відновників Аl та CaSi2 а у якості окислювачів NaNО3 при загальному співвідношенні компонентів (мас.%):СuО 55-62%CaSi2 22-24%Аl 1-2 %NaNO3 14- 22 %.2.Екзотермічна суміш для паяння - зварювання металів, яка складається з оксиду міді,...
Припій для паяння
Номер патенту: 43903
Опубліковано: 15.01.2002
Автори: Хорунов Віктор Федорович, Самохін Сергій Михайлович, Самохін Михайло Сергійович, Квасницький Вячеслав Федорович, Іванченко Володимир Григорович
МПК: B23K 35/24
Формула / Реферат:
Припій для паяння, який вміщує Cr, W, Zr та як основу Ni, який відрізняється тим, що для паяння хромонікелевих сплавів з сплавами молібдену і вольфраму складові припою становлять такі пропорції (ваг. %): Cr 24-34 W 6-16 Zr 14-20 Ni решта.
Попередній патент: Мікрохвильова інтегрована телерадіоінформаційна система “мітріс”
Наступний патент: Спосіб визначення відсоткового вмісту дефектних векторів у контрольній векторній культурі, набір для використання у способі
Випадковий патент: Пружина для ресорного підвішування двовісного візка вантажного вагона