Форма для виготовлення виробів із матеріалів, що спінюються
Формула / Реферат
1. Форма для виготовлення виробів із матеріалів, що спінюються, яка містить формуючу порожнину, утворену стінками з перфораційними отворами на її зовнішній поверхні, яка відрізняється тим, що стінки форми мають внутрішні канали та дюзи, які розташовані на внутрішній поверхні стінок, причому внутрішні канали з'єднані з перфораційними отворами і дюзами, а сумарна площа перфораційних отворів відноситься до сумарної площі дюз, як (3-10):1.
2. Форма за п. 1, яка відрізняється тим, що усередині форми установлені вкладиші з формуючими виступами.
3. Форма за пп. 1, 2, яка відрізняється тим, що формуючі виступи вкладишів розташовані навпроти один одного і мають форму зрізаної піраміди з кутом нахилу бічних граней не менш 5°.
4. Форма за пп. 1-3, яка відрізняється тим, що стінки форми виконані розбірними і з'єднуються між собою по типу шліц - паз.
Текст
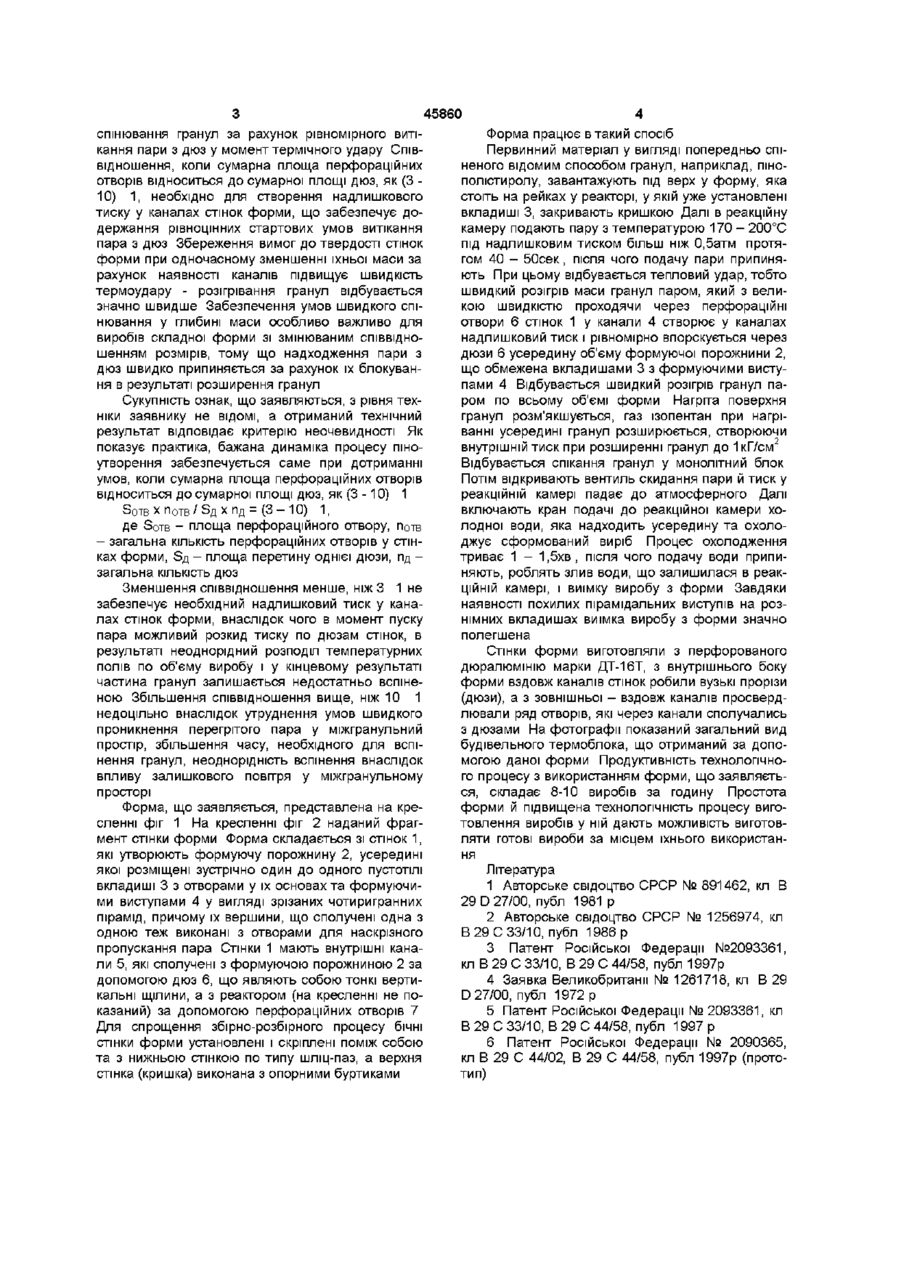
1 Форма для виготовлення виробів із матеріалів, що спінюються, яка містить формуючу порожнину, утворену стінками з перфораційними отворами на її ЗОВНІШНІЙ поверхні, яка відрізняється тим, що стінки форми мають внутрішні канали та дюзи, які розташовані на внутрішній поверхні стінок, причому внутрішні ка Винахід відноситься до устаткування для виготовлення виробів (наприклад, теплоізоляційних будівельних блоків) із пінопластів за допомогою внутрішнього тиску, створюваного в матеріалі методом спінення Відома форма для виготовлення виробів з матеріалів, що спінюються, яка містить формуючу порожнину, утворену стінками з перфорованими робочими поверхнями (див патент Російської Федерації № 2090365, кл В 29 С 44/02, В 29 С 44/58, публ 1997 р) Для забезпечення умов рівномірного прогрівання по об'єму форми у цьому технічному рішенні, вибраному за прототип, виникає необхідність у застосуванні спеціальних технологічних прийомів, зокрема у формуванні та подачі усередину форми імпульсу пара протягом 0,2сек під тиском, який майже у півтора рази вище, ніж у режимі ізобаричної витримки, що призводить до необхідності ускладнення технологічного обладнання та введення спеціального блока управління Задачею, що покладена в основу даного винаходу, є створення простої форми для одержання зразків складної конфігурації, що забезпечує у спрощеному технологічному циклі одержання виробів із мінімальним розкидом ЩІЛЬНОСТІ пшоматеріалу в об'ємі Поставлена задача досягається тим, що у формі для виготовлення виробів із матеріалів, що спінюються, яка містить формуючу порожнину, утворену стінками з перфораційними отворами на нали з'єднані з перфораційними отворами і дюзами, а сумарна площа перфораційних отворів відноситься до сумарної площі дюз, як (3-10) 1 2 Форма за п 1, яка відрізняється тим, що усередині форми установлені вкладиші з формуючими виступами 3 Форма за пп 1, 2, яка відрізняється тим, що формуючі виступи вкладишів розташовані навпроти один одного і мають форму зрізаної піраміди з кутом нахилу бічних граней не менш 5° 4 Форма за пп 1-3, яка відрізняється тим, що стінки форми виконані розбірними і з'єднуються між собою по типу шліц - паз и ЗОВНІШНІЙ поверхні, ВІДПОВІДНО до винаходу, стін ки форми мають внутрішні канали та дюзи, що розташовані на внутрішній поверхні стінок, причому внутрішні канали зв'язані з перфораційними отворами і дюзами, а сумарна площа перфораційних отворів відноситься до сумарної площі дюз, як (3-10) 1 Для формування виробів складної конфігурації усередині форми установлені вкладиші з формуючими виступами Крім того, для спрощення процесу виїмки виробу формуючі виступи розташовані навпроти один одного і мають форму зрізаної піраміди з кутом нахилу бічних граней не менш 5°, стінки форми виконані розбірними і з'єднуються між собою за типом шліц - паз Виконання стінок форми з розташованими усередині них каналами, які у свою чергу з'єднані з дюзами, що виходять усередину формуючої порожнини, а з іншого боку - із ЗОВНІШНІМИ перфораційними отворами форми, при додержанні умови, що сумарна площа перфораційних отворів відноситься до сумарної площі дюз, як (3 - 10) 1, дозволяє одержати новий, невідомий раніше технічний результат, а саме, мінімальний розкид різнощільності піноматеріалу у об'ємі виробу складної конфігурації і, як наслідок, однорідність і МІЦНІСТЬ структури виробу, у якому практично відсутні міжгранулові пустоти Це дає всі підстави віднести дані ознаки загального обсягу патентних домагань до категорії суттєвих Досягнення необхідного технічного результату відбувається внаслідок зміни динаміки процесу О (О 00 ю 45860 спінювання гранул за рахунок рівномірного витікання пари з дюз у момент термічного удару Співвідношення, коли сумарна площа перфораційних отворів відноситься до сумарної площі дюз, як (3 10) 1, необхідно для створення надлишкового тиску у каналах стінок форми, що забезпечує додержання рівноцінних стартових умов витікання пара з дюз Збереження вимог до твердості стінок форми при одночасному зменшенні їхньої маси за рахунок наявності каналів підвищує швидкість термоудару - розігрівання гранул відбувається значно швидше Забезпечення умов швидкого спінювання у глибині маси особливо важливо для виробів складної форми зі змінюваним співвідношенням розмірів, тому що надходження пари з дюз швидко припиняється за рахунок їх блокування в результаті розширення гранул Сукупність ознак, що заявляються, з рівня техніки заявнику не ВІДОМІ, а отриманий технічний результат відповідає критерію неочевидності Як показує практика, бажана динаміка процесу піноутворення забезпечується саме при дотриманні умов, коли сумарна площа перфораційних отворів відноситься до сумарної площі дюз, як (3 -10) 1 SOTB х потв / SR х п д = (3 - 10) 1, де SOTB - площа перфораційного отвору, Потв - загальна КІЛЬКІСТЬ перфораційних отворів у стінках форми, Бд - площа перетину однієї дюзи, пд загальна КІЛЬКІСТЬ ДЮЗ Зменшення співвідношення менше, ніж 3 1 не забезпечує необхідний надлишковий тиск у каналах стінок форми, внаслідок чого в момент пуску пара можливий розкид тиску по дюзам стінок, в результаті неоднорідний розподіл температурних полів по об'єму виробу і у кінцевому результаті частина гранул залишається недостатньо вспіненою Збільшення співвідношення вище, ніж 10 1 недоцільно внаслідок утруднення умов швидкого проникнення перегрітого пара у міжгранульний простір, збільшення часу, необхідного для вспінення гранул, неоднорідність вспінення внаслідок впливу залишкового повітря у міжгранульному просторі Форма, що заявляється, представлена на кресленні фіг 1 На кресленні фіг 2 наданий фрагмент стінки форми Форма складається зі стінок 1, які утворюють формуючу порожнину 2, усередині якої розміщені зустрічно один до одного пустотілі вкладиші 3 з отворами у їх основах та формуючими виступами 4 у вигляді зрізаних чотиригранних пірамід, причому їх вершини, що сполучені одна з одною теж виконані з отворами для наскрізного пропускання пара Стінки 1 мають внутрішні канали 5, які сполучені з формуючою порожниною 2 за допомогою дюз 6, що являють собою тонкі вертикальні щілини, а з реактором (на кресленні не показаний) за допомогою перфораційних отворів 7 Для спрощення збірно-розбірного процесу бічні стінки форми установлені і скріплені поміж собою та з нижньою стінкою по типу шліц-паз, а верхня стінка (кришка) виконана з опорними буртиками Форма працює в такий спосіб Первинний матеріал у вигляді попередньо спіненого відомим способом гранул, наприклад, пінополістиролу, завантажують під верх у форму, яка стоїть на рейках у реакторі, у якій уже установлені вкладиші 3, закривають кришкою Далі в реакційну камеру подають пару з температурою 170 - 200°С під надлишковим тиском більш ніж 0,5атм протягом 40 - 50сек, після чого подачу пари припиняють При цьому відбувається тепловий удар, тобто швидкий розігрів маси гранул паром, який з великою швидкістю проходячи через перфораційні отвори 6 стінок 1 у канали 4 створює у каналах надлишковий тиск і рівномірно впорскується через дюзи 6 усередину об'єму формуючої порожнини 2, що обмежена вкладишами 3 з формуючими виступами 4 Відбувається швидкий розігрів гранул паром по всьому об'ємі форми Нагріта поверхня гранул розм'якшується, газ ізопентан при нагріванні усередині гранул розширюється, створюючи внутрішній тиск при розширенні гранул до 1 кГ/см2 Відбувається спікання гранул у монолітний блок Потім відкривають вентиль скидання пари й тиск у реакційній камері падає до атмосферного Далі включають кран подачі до реакційної камери холодної води, яка надходить усередину та охолоджує сформований виріб Процес охолодження триває 1 - 1,5хв, після чого подачу води припиняють, роблять злив води, що залишилася в реакційній камері, і виїмку виробу з форми Завдяки наявності похилих пірамідальних виступів на рознімних вкладишах виїмка виробу з форми значно полегшена Стінки форми виготовляли з перфорованого дюралюмінію марки ДТ-16Т, з внутрішнього боку форми вздовж каналів стінок робили вузькі прорізи (дюзи), а з зовнішньої - вздовж каналів просвердлювали ряд отворів, які через канали сполучались з дюзами На фотографії показаний загальний вид будівельного термоблока, що отриманий за допомогою даної форми Продуктивність технологічного процесу з використанням форми, що заявляється, складає 8-10 виробів за годину Простота форми й підвищена технологічність процесу виготовлення виробів у ній дають можливість виготовляти готові вироби за місцем їхнього використання Література 1 Авторське свідоцтво СРСР № 891462, кл В 29 D 27/00, публ 1981 р 2 Авторське свідоцтво СРСР № 1256974, кл В 29 С 33/10, публ 1986 р 3 Патент Російської Федерації №2093361, кл В 29 С 33/10, В 29 С 44/58, публ 1997р 4 Заявка Великобританії № 1261718, кп В 29 D 27/00, публ 1972 р 5 Патент Російської Федерації № 2093361, кл В 29 С 33/10, В 29 С 44/58, публ 1997 р 6 Патент Російської Федерації № 2090365, кл В 29 С 44/02, В 29 С 44/58, публ 1997р (прототип) 45860 oooooooooooooooooooo OOQOOOOOGOOOOGOOOOQO oooooooooooooooooooo ,000000000000000000cо ооооооооооооооооооооо ооооооооооооооооооооо ооооооооооооооооооооо ооооооэовоооооооооооо ОООООІЗОООООООООООООО Фіг. 2 ФІг. 1 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 44/34, B29C 44/02
Мітки: спінюються, форма, виготовлення, матеріалів, виробів
Код посилання
<a href="https://ua.patents.su/3-45860-forma-dlya-vigotovlennya-virobiv-iz-materialiv-shho-spinyuyutsya.html" target="_blank" rel="follow" title="База патентів України">Форма для виготовлення виробів із матеріалів, що спінюються</a>
Спосіб виготовлення інтер’єрно-облицювальних виробів з гіпсовмісних матеріалів та форма для виготовлення інтер’єрно-облицювальних виробів
Номер патенту: 26290
Опубліковано: 19.07.1999
Автор: Ящєнко Владімір Грігорьєвіч
МПК: B28B 11/00, B28B 7/34
Мітки: спосіб, гіпсовмісних, форма, виробів, виготовлення, інтер'єрно-облицювальних, матеріалів
Формула / Реферат:
1. Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, включающих приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, отличающийся тем, что смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а...
Багатомісна касетна форма для виготовлення виробів з бетонних сумішей
Номер патенту: 35735
Опубліковано: 16.04.2001
Автори: Шаленний Василь Тимофійович, Кучугурний Юрій Михайлович, Заміховський Мирон Аронович
МПК: B28B 7/00
Мітки: касетна, сумішей, бетонних, виготовлення, форма, багатомісна, виробів
Формула / Реферат:
Багатомісна касетна форма для виготовлення виробів з бетонних сумішей, яка містить знімний піддон з вертикальними напрямними, поворотні повздовжні борти з жорстко привареними до них поперечними роздільними перегородками для створення формувальних порожнин, повздовжню роздільну перегородку з пазами для фіксації в них при збиранні поперечних роздільних перегородок, яка відрізняється тим, що вона обладнана обрамлювальною рамою, піддон - жорстко...
Форма для виготовлення полімерних виробів
Номер патенту: 11653
Опубліковано: 25.12.1996
Автори: Дергачев Евгений Александрович, Ратнер Ісаак Срулевич, Кавин Евгений Васильевич, Лобжанидзе Виталий Антонович, Подольський Юзеф Ківович
МПК: B29C 45/27
Мітки: форма, виготовлення, полімерних, виробів
Формула / Реферат:
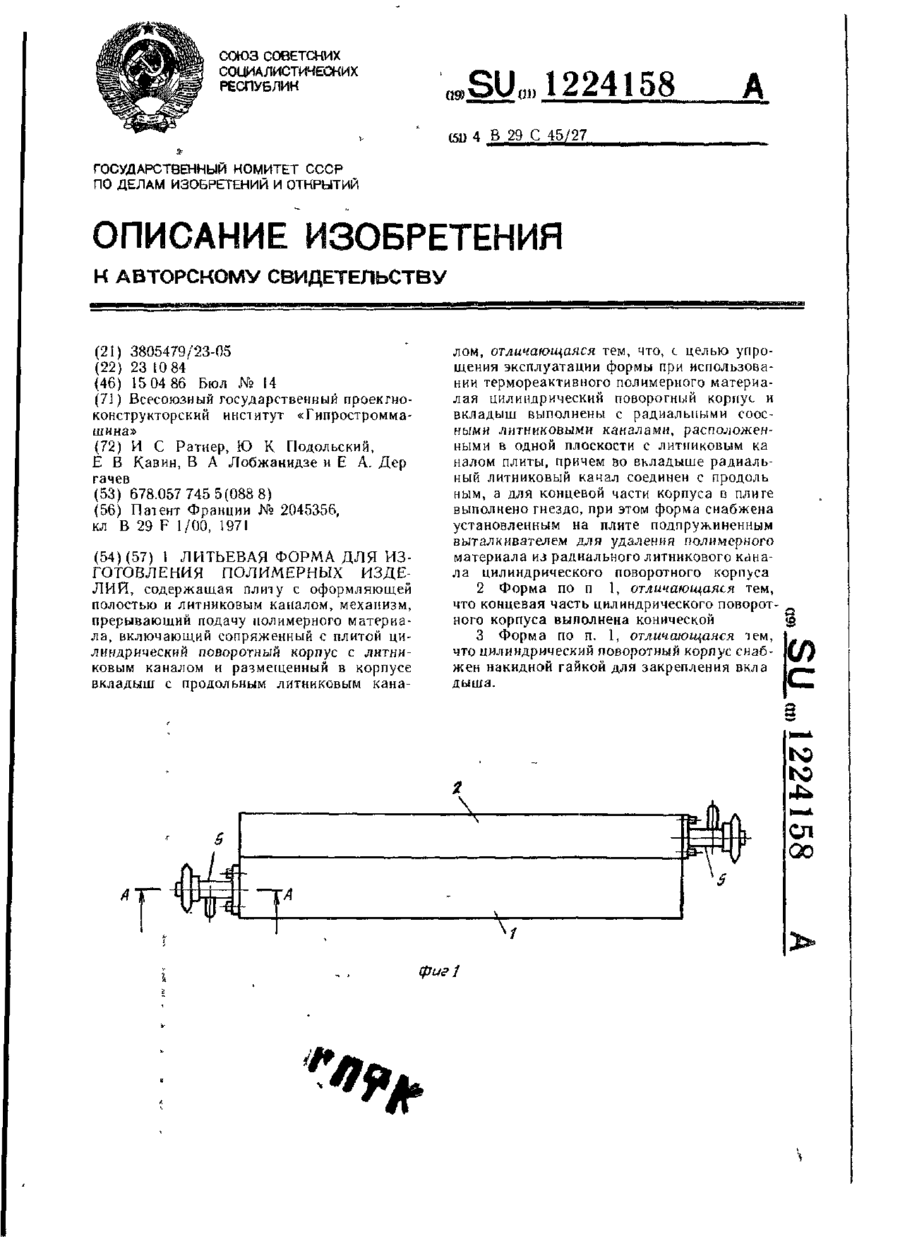
1. Литьевая форма для изготовления полимерных изделий, содержащая плиту с оформляющей полостью и литпиковым каналом, механизм, прерывающий подачу полимерного материала, включающий сопряженный с плитой цилиндрический поворотный корпус с литниковым каналом и размещенный в корпусе вкладыш с продольным линиковым каналом, отличающаяся тем, что, с целью упрощения эксплуатации формы при использовании термореактивного полимерного материала...
Форма для виготовлення ніздрюватобетонних виробів
Номер патенту: 19747
Опубліковано: 25.12.1997
Автори: Рябоконь Людмила Анатоліївна, Інюшкін Олександр Миколайович, Філатов Анатолій Миколайович, Ващенков Юрій Григорович, Кулаківський Олександр Володимирович, Кравченко Юрій Павлович
МПК: B28B 7/02
Мітки: виробів, виготовлення, форма, ніздрюватобетонних
Формула / Реферат:
Форма для изготовления ячеистобетонных изделий, содержащая установленные на поддоне подвижные борта и устройство для герметизации стыков бортов с поддоном, отличающаяся тем, что форма снабжена жесткой рамой, внутри которой размещены борта, соединенные с ней механизмами перемещения, а устройство для герметизации стыков выполнено в виде трехслойного уплотнения, установленного в пазах, выполненных в бортах, и секционного затвора, расположенного...
Форма для виготовлення ніздрюватобетонних виробів
Номер патенту: 2382
Опубліковано: 26.12.1994
Автори: Анкудевич Надія Йосипівна, Кулаківський Олександр Володимирович, Кравченко Юрій Павлович, Філатов Анатолій Миколайович, Ващенко Юрій Григорович
МПК: B23B 7/00
Мітки: ніздрюватобетонних, форма, виробів, виготовлення
Формула / Реферат:
Форма для изготовления ячеистобетонных изделий, содержащая жесткую раму, внутри которой смонтированы подвижные борта, соединенные с ней механизмом горизонтального перемещения, отличающаяся тем, что форма снабжена сменным поддоном и уплотнением для герметизации стыковых соединений бортов с поддоном, закрепленным в нижней части борта и выполненным в виде подвижной скобы с прижимной пружиной, внутри которой размещены эластичные полосы с...
Попередній патент: Спосіб корекції протезного ложа
Наступний патент: Боксерська рукавиця
Випадковий патент: Вібраційна машина