Спосіб виготовлення інтер’єрно-облицювальних виробів з гіпсовмісних матеріалів та форма для виготовлення інтер’єрно-облицювальних виробів
Формула / Реферат
1. Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, включающих приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, отличающийся тем, что смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а после чистовой отделки изделие обрабатывают водоотталкивающим составом.
2. Способ по п.1, отличающийся тем, что в качестве водоотталкивающего состава используют нитроэмалевую краску.
3. Способ по п.1, отличающийся тем, что смесь в форму заливают в количестве, превышающем ее объем на 15 - 20%.
4. Форма для изготовления интерьерно-облицовочных изделий, содержащая поддон, продольные и поперечные борта и съемную матрицу с рельефным рисунком, отличающаяся тем, что форма выполнена целой с рельефным рисунком на поддоне, а в качестве матрицы использована объемно-пространственная полимерная прокладка, конгруэнтная рабочей поверхности формы и снабжена заплечиками, расположенными на бортах формы и охватывающими их снаружи по высоте формы, а форма снабжена съемной герметизирующей крышкой, выполненной с возможностью опирання ее на заплечики.
5. Форма по п.4, отличающаяся тем, что она выполнена из быстроотвердевающего состава путем заливки его в установленную на основание перевернутую матрицу.
6. Форма по п.4, отличающаяся тем, что она выполнена из гипса.
7. Форма по п.4, отличающаяся тем, что матрица выполнена из листовой пластмассы.
8. Форма по п.4, отличающаяся тем, что матрица выполнена из термоустойчивой полимерной пленки.
9. Форма по п.4, отличающаяся тем, что герметизирующая крышка выполнена из толстого листового стекла, рифленого снизу.
Текст
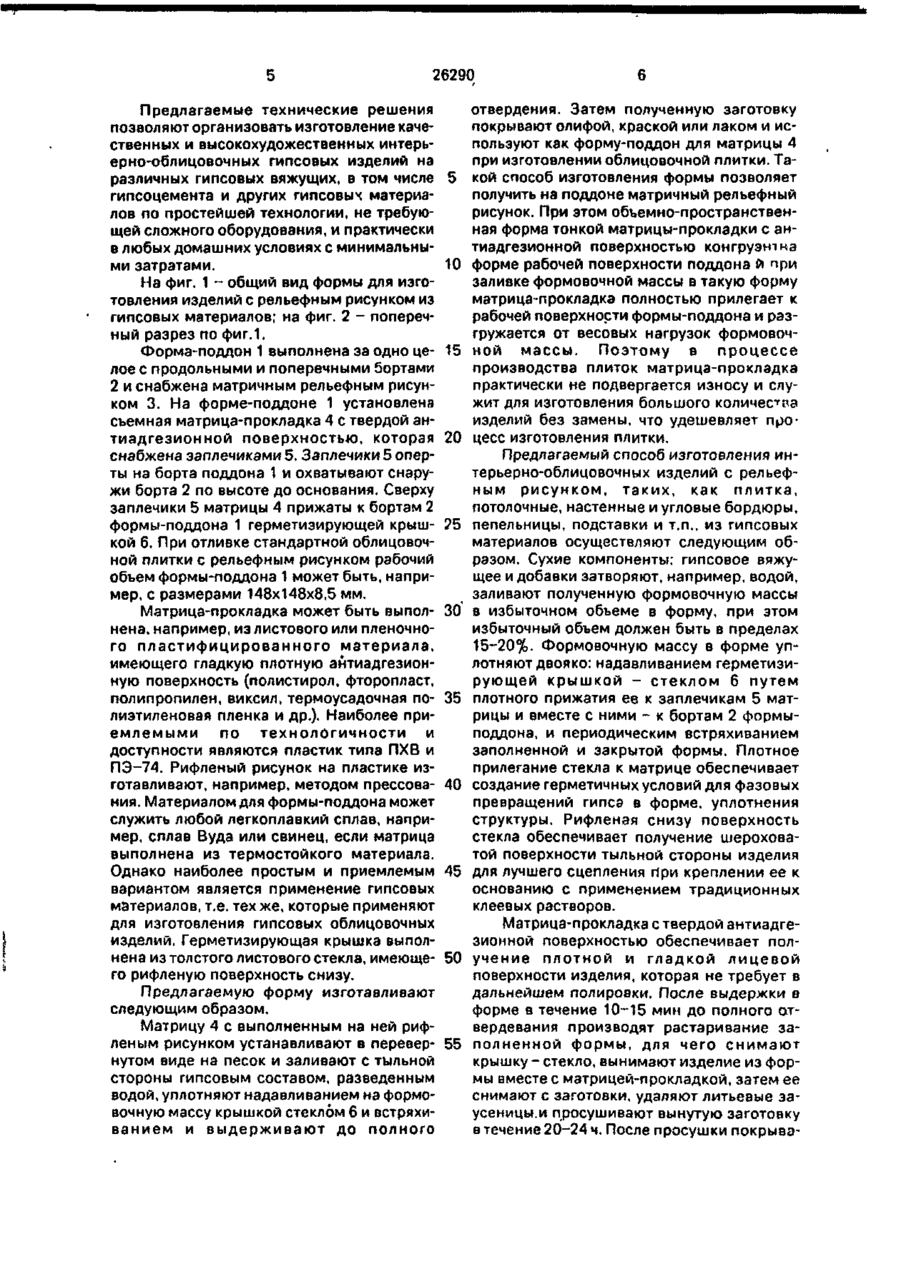
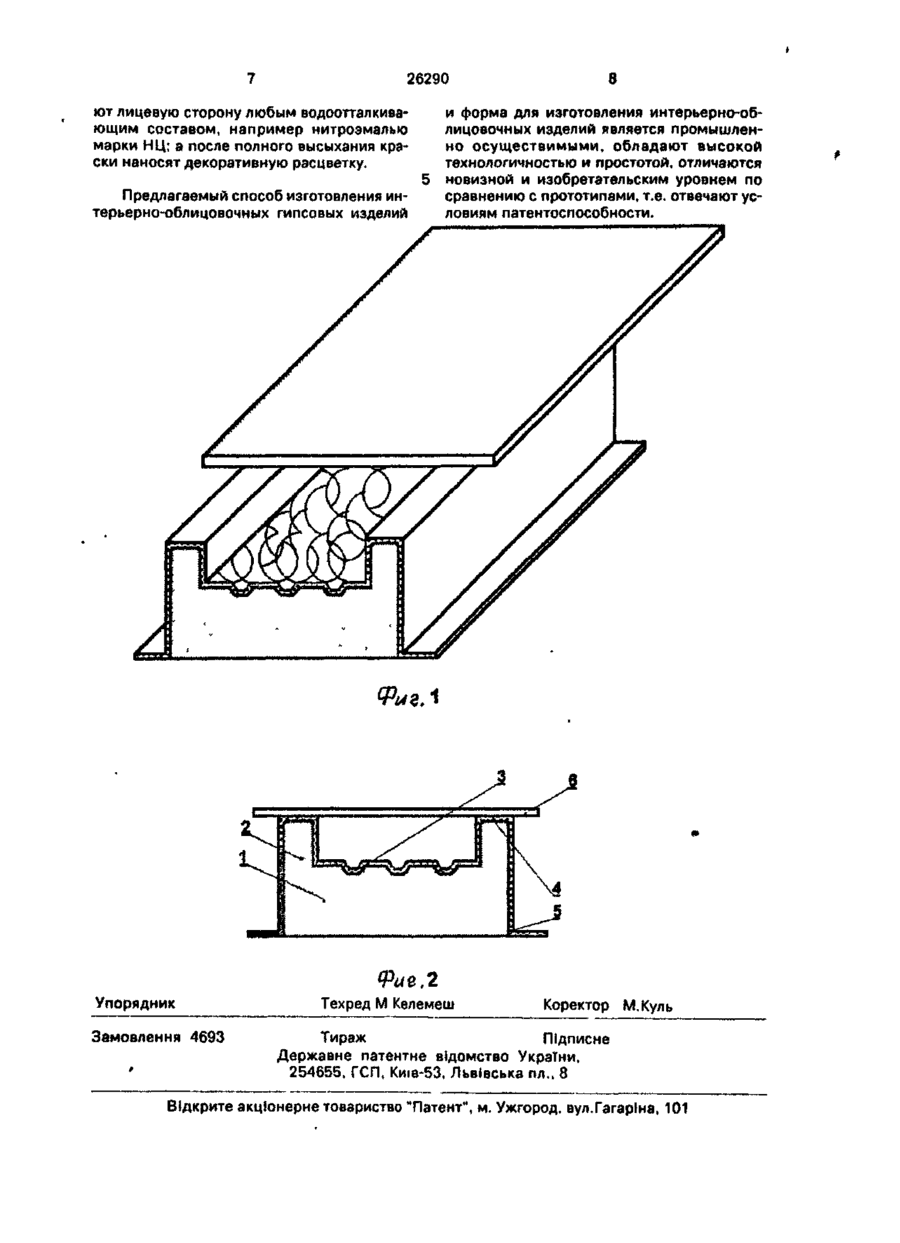
1. Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, включающих приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, о т л и ч а ю щ и й с я тем, что смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а после чистовой отделки изделие обрабатывают водоотталкивающим составом. 2. Способ п о п 1 , о т л и ч а ю щ и й с я тем, что в качестве водоотталкивающего состава используют нитроэмалевую краску. 3. Способ по п. 1 , о т л и ч а ю щ и й с я тем, что смесь в форму заливают в количестве, превышающем ее объем на 15-20%. 4. Форма для изготовления интерьернооблицовочных изделий, содержащая поддон, продольные и поперечные борта и съемную матрицу с рельефным рисунком, о т л и ч а ю щ а я с я тем, что форма выполнена целой с рельефным рисунком на поддоне, а в качестве матрицы использована объемно-пространственная полимерная прокладка, конгруэнтная рабочей поверхности формы и снабжена заплечиками, расположенными на бортах фор мы и охватывающими их снаружи по высоте формы, а форма снабжена съемной герметизирующей крышкой, выполненной с возможностью опирання ее на заплечики 5. Форма п о п 4, о т л и ч а ю щ а я с я тем, что она выполнена из быстроотвердевающего состава путем заливки его в установленную на основание перевернутую матрицу. 6 Форма по п. 4, о т л и ч а ю щ а я с я тем, что она выполнена из гипса 7. Форма по п. 4, о т л и ч а ю щ а я с я тем, что матрица выполнена из листовой пластмассы. 8. Форма по п. 4, о т л и ч а ю щ а я с я тем, что матрица выполнена из термоустойчивой полимерной пленки 9 Форма поп 4, о т л и ч а ю щ а я с я тем что герметизирующая крышка выполнена из толстого листового стекла, рифленого снизу > ю о ю о о о 26290 Изобретение относится к технологии изготовления интерьерно-облицов-энных изделий из гипса и может быть использовано при производстве строительных материалов. 5 Известен способ изготовления облицовочных гипсовых изделий, включающий приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, выдержку до пол- 10 ного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия. В качестве прокладки матрицы используют целлофановую пленку, которую предварительно выдержи- 15 вают в течение 0,5~3 мин, в виде при температуре 30-50°С. Указанная обработка пленки обеспечивает получение на поверхности изделия декоративной фактуры под кожу[1]. 20 Известна форма-матрица для изготовления строительных изделий с рельефным рисунком, содержащая полимерную оболочку и заполнитель. Полимерная оболочка выполнена антиадгезионной, а заполнитель 25 - из цементно-песчаного бетона, содержащего ферромагниты в количестве 10-20% [3]. Матрицу изготавливают по модели с заданным рельефным рисунком, вначале в виде открытой емкости, повторяющей форму 30 модели, затем в перевернутом виде - рельефом вниз емкость заполняют композицией, состоящей из бетонной смеси и ферромагнитных тел, а после твердения бетона емкость закрывают плоской пленкой и 35 матрицу используют при формовании строительных изделий. Известна также форма для изготовления изделий с рельефным рисунком, включающая поддон, съемные продольные и 40 поперечные борта и съемную матрицу [2]. Поставлена задача - разработать способ изготовления высокохудожественных интерьерно-облицовочных гипсовых изделий с рельефным рисунком, например, плит- 45 ки с повышенной твердостью лицевой поверхности и водоотталкивающими свойствами, обладающей высокой технологичностью и простотой исполнения, не требующей сложного производственного 50 оборудования, а также разработать форму, обеспечивающую высокую технологичность процесса изготовления изделий в большом ассортименте. Такая задача решается тем, что в слосо- 55 бе изготовления интерьерно-облицовочных гипсовых изделий, включающем приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а после чистовой отделки изделие обрабатывают водоотталкивающим составом. Также задача решается тем, что форма для изготовления интерьерно-облицовочных изделий, содержащая поддон, продольные и поперечные борта и съемную матрицу с рельефным рисунком, выполнена целой с рельефным рисунком на поддоне, а в качестве матрицы использована объемно-пространственная полимерная прокладка, конгруентная рабочей поверхности формы, и снабжена заплечиками, расположенными на бортах формы и охватывающими их снаружи по высоте формы, а форма снабжена съемной герметизирующей крышкой, выполненной с возможностью опирання ее на заплечики. При этом, в качестве водоотталкивающего состава используют нитроэмалевую краску. При этом смесь в форму заливают в количестве, превышающем ее объем на 1520%. При этом форма выполне-на из быстроотвердевающего состава путем заливки его в установленную на основание перевернутую матрицу. При этом форма выполнена из гипса. При этом, матрица выполнена из листовой пластмассы или из термоустойчивой полимерной пленки, а герметизирующая крышка - из толстого листового стекла, рифленого снизу. Форму для отливки изделий изготавливают следующим образом. Матрицу заливают с обратной стороны быстротвердеющим составом, выдерживают до полного отвердения и используют полученную заготовку в качестве формыподдона. Одним из вариантов является изготовление формы-поддона из того материала, что и изготавливаемая плитка, т.е. гипса. В качестве гидрофобного водоотталкивающего материала для покрытия лицевой части изделия может быть использована нитроэмалевая краска. При заполнении формы формовочной массой избыточный ее объем может составлять 1520%. В одном из вариантов изготовления матрицы может быть использована листовая пластмасса или термоустойчивая пленка из полимера. Герметизирующая крышка для формы может быть изготовлена из толстого листового стекла, рифленого снизу. 26290 отвердения. Затем полученную заготовку Предлагаемые технические решения покрывают олифой, краской или лаком и испозволяют организовать изготовление качепользуют как форму-поддон для матрицы 4 ственных и высокохудожественных интерьпри изготовлении облицовочной плитки. Таерно-облицовочных гипсовых изделий на различных гипсовых вяжущих, в том числе 5 кой способ изготовления формы позволяет получить на поддоне матричный рельефный гипсоцемента и других гипсовых материарисунок. При этом объемно-пространственлов по простейшей технологии, не требуюная форма тонкой матрицы-прокладки с анщей сложного оборудования, и практически тиадгезионной поверхностью конгруэнтна в любых домашних условиях с минимальными затратами. 10 форме рабочей поверхности поддона й при заливке формовочной массы в такую форму На фиг. 1 - общий вид формы для изгоматрица-прокладка полностью прилегает к товления изделий с рельефным рисунком из рабочей поверхности формы-поддона и разгипсовых материалов; на фиг. 2 - поперечгружается от весовых нагрузок формовочный разрез по фиг.1. Форма-поддон 1 выполнена за одно це- 15 ной массы. Поэтому в процессе производства плиток матрица-прокладка лое с продольными и поперечными бортами практически не подвергается износу и слу2 и снабжена матричным рельефным рисунжит для изготовления большого количества ком 3. На форме-поддоне 1 установлена изделий без замены, что удешевляет просъемная матрица-прокладка 4 с твердой антиадгезионной поверхностью, которая 20 цесс изготовления плитки. снабжена заплечиками 5. Заплечики 5 оперПредлагаемый способ изготовления инты на борта поддона 1 и охватывают снарутерьерно-облицовочных изделий с рельефжи борта 2 по высоте до основания. Сверху ным рисунком, таких, как плитка, заплечики 5 матрицы 4 прижаты к бортам 2 потолочные, настенные и угловые бордюры, формы-поддона 1 герметизирующей крыш- 25 пепельницы, подставки и т.п., из гипсовых кой 6. При отливке стандартной облицовочматериалов осуществляют следующим обной плитки с рельефным рисунком рабочий разом. Сухие компоненты: гипсовое вяжуобъем формы-поддона 1 может быть, наприщее и добавки затворяют, например, водой, мер, с размерами 148x148x8,5 мм. заливают полученную формовочную массы Матрица-прокладка может быть выпол- 30 в избыточном объеме в форму, при этом избыточный объем должен быть в пределах йена, например, из листового или пленочно15-20%. Формовочную массу в форме упго пластифицированного материала, лотняют двояко: надавливанием герметизиимеющего гладкую плотную антиадгезионрующей крышкой - стеклом 6 путем ную поверхность (полистирол, фторопласт, полипропилен, виксил, термоусадочная по- 35 плотного прижатия ее к заплечикам 5 матрицы и вместе с ними - к бортам 2 формылиэтиленовая пленка и др.). Наиболее приподдона, и периодическим встряхиванием емлемыми по технологичности и заполненной и закрытой формы. Плотное доступности являются пластик типа ПХВ и прилегание стекла к матрице обеспечивает ПЭ-74. Рифленый рисунок на пластике изсоздание герметичных условий для фазовых готавливают, например, методом прессова- 40 превращений гипса в форме, уплотнения ния. Материалом для формы-поддона может структуры. Рифленая снизу поверхность служить любой легкоплавкий сплав, напристекла обеспечивает получение шероховамер, сплав Вуда или свинец, если матрица той поверхности тыльной стороны изделия выполнена из термостойкого материала. Однако наиболее простым и приемлемым 45 для лучшего сцепления При креплении ее к основанию с применением традиционных вариантом является применение гипсовых клеевых растворов. материалов, т.е. тех же, которые применяют для изготовления гипсовых облицовочных Матрица-прокладка с твердой антиадгеизделий. Герметизирующая крышка выползионной поверхностью обеспечивает полнена из толстого листового стекла, имеюще- 50 учение плотной и гладкой лицевой го рифленую поверхность снизу. поверхности изделия, которая не требует в дальнейшем полировки. После выдержки в Предлагаемую форму изготавливают форме в течение 10-15 мин до полного отследующим образом. вердевания производят растаривание заМатрицу 4 с выполненным на ней рифленым рисунком устанавливают в перевер- 55 полненной формы, для чего снимают крышку - стекло, вынимают изделие из форнутом виде на песок и заливают с тыльной мы вместе с матрицей-прокладкой, затем ее стороны гипсовым составом, разведенным снимают с заготовки, удаляют литьевые заводой, уплотняют надавливанием на формоусеницы.и просушивают вынутую заготовку вочную массу крышкой стеклом 6 и встряхив течение 20-24 ч. После просушки покрываванием и выдерживают до полного 26290 ют лицевую сторону любым водоотталкивающим составом, например нитроэмалью марки НЦ; а после полного высыхания краски наносят декоративную расцветку. Предлагаемый способ изготовления интерьерно-облицовочных гипсовых изделий 8 и форма для изготовления интерьерно-облицовочных изделий является лромышленно осуществимыми, обладают высокой технологичностью и простотой, отличаются новизной и изобретательским уровнем по сравнению с прототипами, т.е. отвечают условиям патентоспособности. Фнг.1 Фиг,г Упорядник Замовлення 4693 Техред М Келемеш Коректор М.Куль Тираж Підписне Державне патентне відомство України, 254655, ГСП, Киів-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Автори англійськоюYaschienko Vladimir Hrihorievich
Автори російськоюЯщенко Владимир Григорьевич
МПК / Мітки
МПК: B28B 11/00, B28B 7/34
Мітки: форма, матеріалів, спосіб, інтер'єрно-облицювальних, виготовлення, гіпсовмісних, виробів
Код посилання
<a href="https://ua.patents.su/4-26290-sposib-vigotovlennya-interehrno-oblicyuvalnikh-virobiv-z-gipsovmisnikh-materialiv-ta-forma-dlya-vigotovlennya-interehrno-oblicyuvalnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення інтер’єрно-облицювальних виробів з гіпсовмісних матеріалів та форма для виготовлення інтер’єрно-облицювальних виробів</a>
Форма для виготовлення виробів з рельєфною поверхнею
Номер патенту: 9634
Опубліковано: 30.09.1996
Автор: Євдокимов Микола Миколайович
МПК: B28B 11/04, B28B 7/00
Мітки: рельєфною, поверхнею, виготовлення, форма, виробів
Формула / Реферат:
1. Форма для изготовления изделий с рельефной поверхностью, включающая поддон с бортами, съемную прокладку с рельефообразующей поверхностью, выполненную из антиадгезионного материала, отличающаяся тем, что она дополнительно содержит верхнюю часть, идентичную поддону с бортами, донная часть которой выполнена в виде решетки, образованной конусообразными в поперечном сечении элементами, при этом в углах поддона с нижней внешней стороны...
Спосіб виготовлення облицювальних матеріалів
Номер патенту: 332
Опубліковано: 30.04.1993
Автори: Бурлика Анатолій Пилипович, Ларіонов Михайло Тихонович, Куліченко Людмила Андрійовна, Фрідман Роман Аркадійович, Костюк Богдана Василівна
МПК: B32B 13/00
Мітки: спосіб, матеріалів, виготовлення, облицювальних
Формула / Реферат:
Формула изобретенияСпособ изготовления облицовочных панелей, включающий подготовку листов-заготовок, нанесение слоя клея, укладку декоративной пленки и прикатку, отличающийся тем, что, с целью повышения прочности сцепления декоративной пленки с листом-заготовкой и улучшения качества облицовочных панелей, перед укладкой декоративную пленку замачивают в 1-2%-ном водном растворе смачивателя НБ на основе натриевой соли...
Литьова форма для виготовлення порожнистих полімерних виробів
Номер патенту: 16919
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29C 45/26
Мітки: виробів, полімерних, литьова, форма, виготовлення, порожнистих
Формула / Реферат:
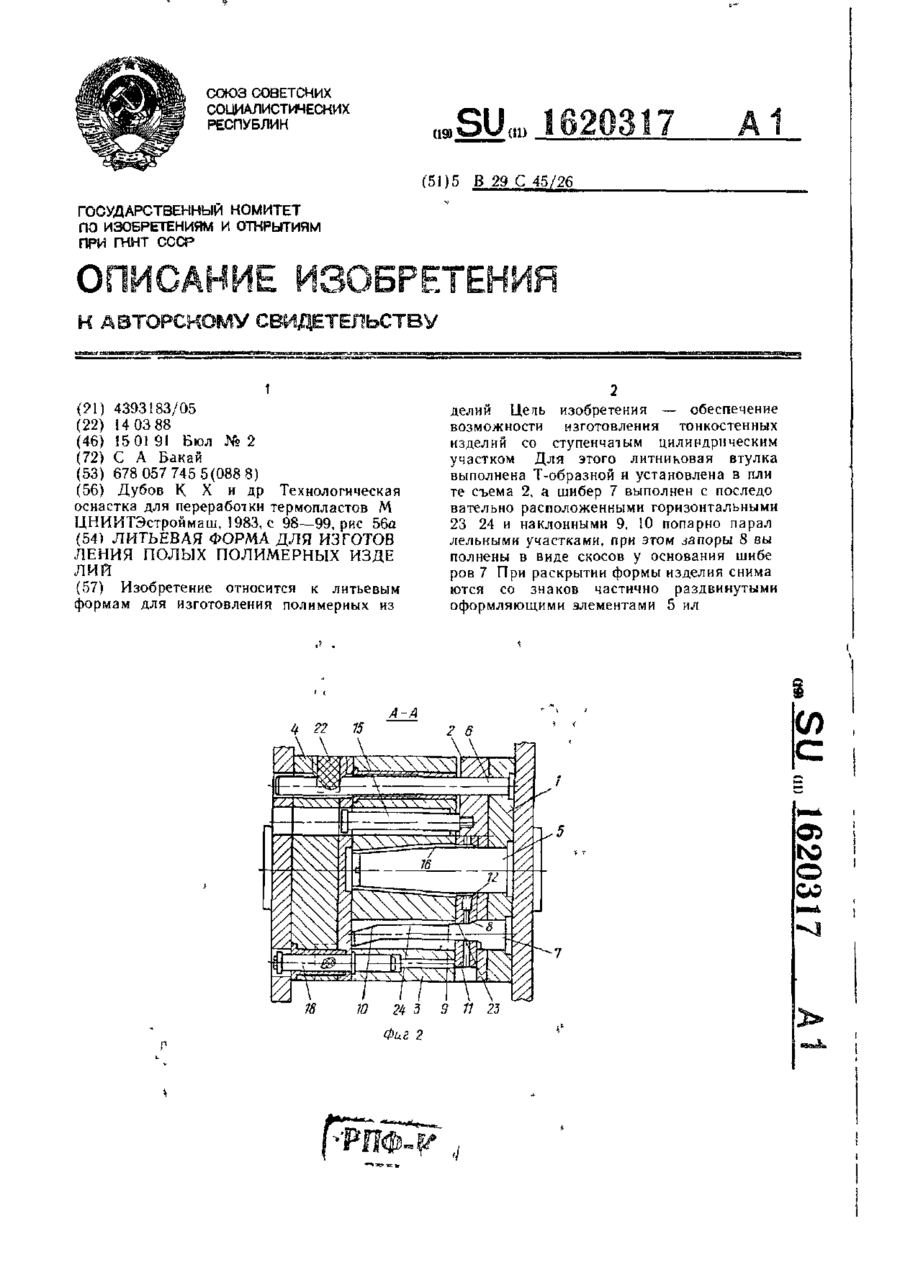
Литьевая форма для изготовления полых полимерных изделий, содержащая неподвижную полуформу с дисками и шиберами. подвижную полуформу с основанием, выталкивателем литника и плитой съема с подвижными оформляющими элементами, литниковую втулку и запоры для оформляющих элементов, отличающаяся тем, что, с целью обеспечения возможности изготовлений тонкостенных изделий со ступенчатым цилиндрическим участком, литниковая втулка выполнена Т-образной и...
Прес-форма для виготовлення масивних гумотехнічних виробів
Номер патенту: 4566
Опубліковано: 28.12.1994
Автори: Дзюра Євген Антонович, Коваленко Олексій Андрійович, Науменко Олександр Петрович
МПК: B29C 33/10, B29C 35/04
Мітки: виробів, виготовлення, прес-форма, гумотехнічних, масивних
Формула / Реферат:
1. Пресс-форма для изготовления массивных резинотехнических изделий, содержащая верхнюю и нижнюю полуформы с вы прессовочной системой, отличающаяся тем, что вкладыши выполнены в виде пластин из теплоизоляционного материала, закрепленных на плоскостях разъема полуформ с образованием выпрессовочной системы в виде кольцевой щели.2. Пресс-форма по п. 1,отличающаяся тем, что вкладыши выполнены из фторопласта - 4
Форма для виготовлення ніздрюватобетонних виробів
Номер патенту: 2382
Опубліковано: 26.12.1994
Автори: Анкудевич Надія Йосипівна, Кулаківський Олександр Володимирович, Ващенко Юрій Григорович, Кравченко Юрій Павлович, Філатов Анатолій Миколайович
МПК: B23B 7/00
Мітки: ніздрюватобетонних, форма, виготовлення, виробів
Формула / Реферат:
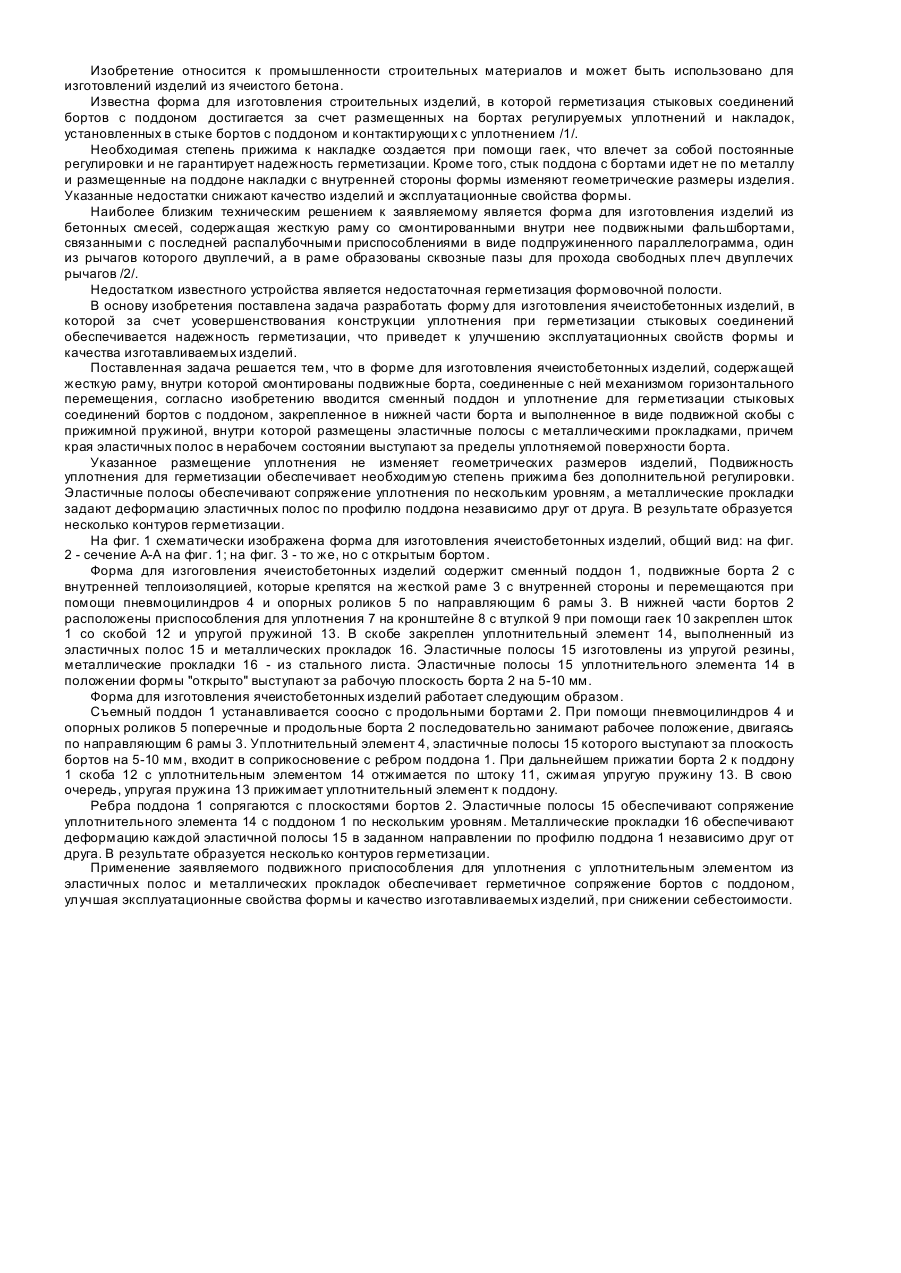
Форма для изготовления ячеистобетонных изделий, содержащая жесткую раму, внутри которой смонтированы подвижные борта, соединенные с ней механизмом горизонтального перемещения, отличающаяся тем, что форма снабжена сменным поддоном и уплотнением для герметизации стыковых соединений бортов с поддоном, закрепленным в нижней части борта и выполненным в виде подвижной скобы с прижимной пружиной, внутри которой размещены эластичные полосы с...
Попередній патент: Розпилювач рідини
Наступний патент: Спосіб опалення печі
Випадковий патент: Безпечний здвоєний поліспаст