Спосіб гідроабразивної обробки поверхонь деталей
Номер патенту: 45933
Опубліковано: 15.04.2002
Автори: Савченко Віктор Іванович, Шпаковський Едуард Миколаєвич, Амирханов Дамир Ракипович, Тихонов Євген Георгієвич
Формула / Реферат
Спосіб гідроабразивного очищення поверхонь деталей, при якому на потік гідроабразивної суспензії впливають струменем стиснутого газу з утворенням аерозольних часток, який відрізняється тим, що співвідношення масових витрат гідроабразивної суспензії і газу не перевищує 1:2 при швидкостях струменя стиснутого газу більш 200 м/с, і для кожного значення швидкості струменя стиснутого газу встановлюють оптимальне значення витрати гідроабразивної суспензії, шляхом зміни відстані між вихідним перерізом газового сопла і вихідним перерізом торця голки для подачі гідроабразивної суспензії в зону її розпилення.
Текст
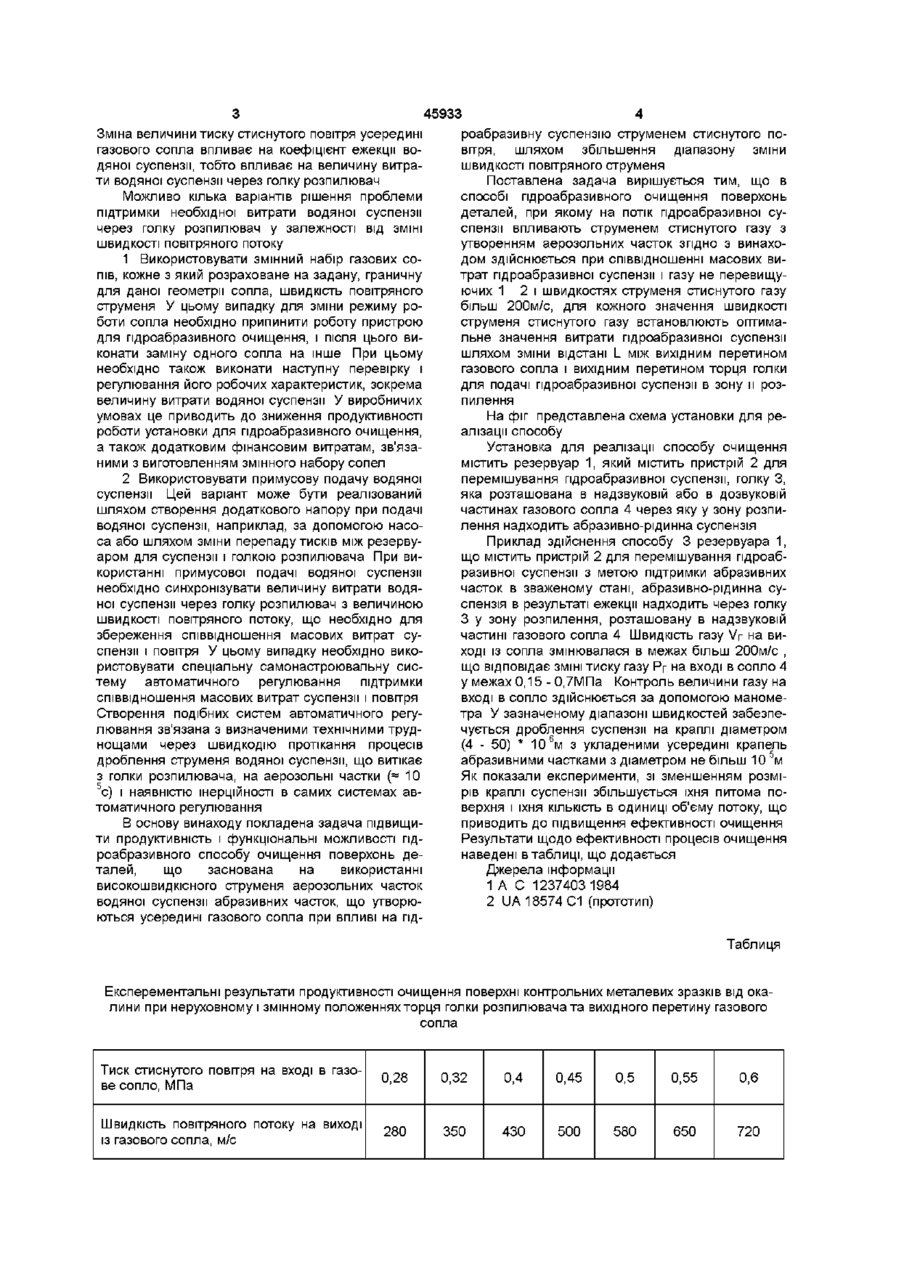
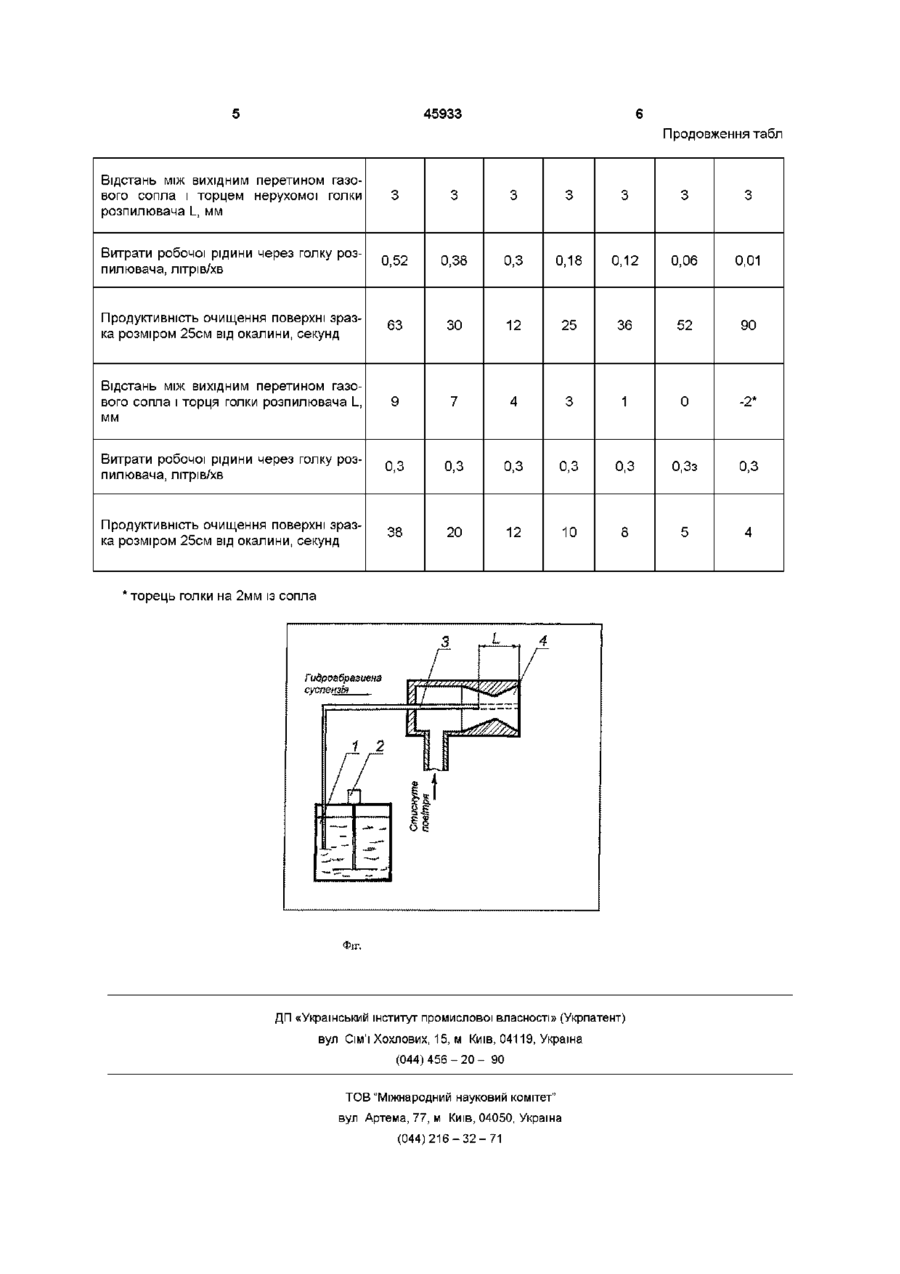
Спосіб пдроабразивного очищення поверхонь деталей, при якому на потік пдроабразивної сус пензії впливають струменем стиснутого газу з утворенням аерозольних часток, який відрізняється тим, що співвідношення масових витрат пдроабразивної суспензії і газу не перевищує 1 2 при швидкостях струменя стиснутого газу більш 200 м/с, і для кожного значення швидкості струменя стиснутого газу встановлюють оптимальне значення витрати пдроабразивної суспензії, шляхом зміни відстані між вихідним перерізом газового сопла і вихідним перерізом торця голки для подачі пдроабразивної суспензії в зону и розпилення Винахід відноситься до галузі пдроабразивної обробки деталей, а саме до пдроабразивного способу очищення і фінішної обробки поверхонь деталей, а також до дезактивацій поверхонь від радіоактивних забруднень Відомий спосіб пдроабразивного очищення поверхонь деталей, що передбачає утворення пдроабразивної аерозолі з абразивних часток, рідини і повітря і подачу цієї аерозолі на оброблювану поверхню [1] У відомому способі аерозоль утворюють з рідини шляхом подачі в неї стиснутого повітря, а потім у цю аерозоль додають абразивні частки Отриману в такий спосіб пдроабразивну аерозоль подають на оброблювану поверхню для очищення останньої Розміри часток аерозолі й абразивних часток при цьому знаходяться в співвідношенні від 0,5 до 1 При такому способі пдроабразивного очищення не досягається високий ступінь розпилення абразивних часток і, отже, необхідна ступінь очищення поверхонь Можливо також, унаслідок зазначеного співвідношення часток аерозолі і абразиву, небажаний вплив цих часток на геометрію деталей, наприклад, інструмента, що ріже Відомий також, вибраний як прототип, спосіб пдроабразивного очищення поверхонь деталей [2], що передбачає утворення пдроабразивної аерозолі у вигляді водяної суспензії, шляхом попереднього змішування абразивних часток з рідиною, і наступним впливом на отриману суспензію струменем стиснутого повітря зі швидкістю від 200 до 500 м/с При цьому співвідношення масових витрат суспензії і стиснутого повітря не перевищує 1 10 Недоліком зазначеного способу є зниження ефективності обробки поверхонь деталей при швидкостях впливу струменя стиснутого повітря з водяною суспензією більш 500м/с Обмеження граничних значень швидкості повітряного струменя завбільшки 500м/с приводить до зниження енергії взаємодії аерозольних часток суспензії з оброблюваною поверхнею і, отже, не дозволяє підвищити продуктивність даного способу очищення Відсутність позитивного ефекту очищення при значеннях швидкостей газового потоку більш 500м/с зв'язана з особливостями газодинамічних плинів усередині газового сопла і їхнім впливом на коефіцієнти ежекції водяної суспензії через голку розпилювач Так, для фіксованих значень геометричних параметрів газового сопла і голки розпилювача, підвищення швидкості повітряного потоку вище розрахункової приводить до нерозрахованого режиму плину стиснутого повітря усередині каналу сопла Так, наприклад, для геометричних параметрів сопла, приведених в описовій частині патенту UA18574C1, розрахунковому режиму витікання повітряного струменя із сопла відповідає значення швидкості рівної = 450м/с При збільшенні швидкості повітряного струменя вище розрахункової величини, відбувається перерозподіл величини тиску газу (яка є функцією від швидкості газу Рг = f(Vr) уздовж осі рухові газу усередині сопла CO го о> ю 45933 Зміна величини тиску стиснутого повітря усередині газового сопла впливає на коефіцієнт ежекції водяної суспензії, тобто впливає на величину витрати водяної суспензії через голку розпилювач Можливо кілька варіантів рішення проблеми підтримки необхідної витрати водяної суспензії через голку розпилювач у залежності від ЗМІНІ ШВИДКОСТІ повітряного потоку 1 Використовувати змінний набір газових сопів, кожне з який розраховане на задану, граничну для даної геометрії сопла, швидкість повітряного струменя У цьому випадку для зміни режиму роботи сопла необхідно припинити роботу пристрою для пдроабразивного очищення, і після цього виконати заміну одного сопла на інше При цьому необхідно також виконати наступну перевірку і регулювання його робочих характеристик, зокрема величину витрати водяної суспензії У виробничих умовах це приводить до зниження продуктивності роботи установки для пдроабразивного очищення, а також додатковим фінансовим витратам, зв'язаними з виготовленням змінного набору сопел 2 Використовувати примусову подачу водяної суспензії Цей варіант може бути реалізований шляхом створення додаткового напору при подачі водяної суспензії, наприклад, за допомогою насоса або шляхом зміни перепаду тисків між резервуаром для суспензії і голкою розпилювача При використанні примусової подачі водяної суспензії необхідно синхронізувати величину витрати водяної суспензії через голку розпилювач з величиною швидкості повітряного потоку, що необхідно для збереження співвідношення масових витрат суспензії і повітря У цьому випадку необхідно використовувати спеціальну самонастроювальну систему автоматичного регулювання підтримки співвідношення масових витрат суспензії і повітря Створення подібних систем автоматичного регулювання зв'язана з визначеними технічними труднощами через швидкодію протікання процесів дроблення струменя водяної суспензії, що витікає з голки розпилювача, на аерозольні частки (=10 5 с) і наявністю інерційності в самих системах автоматичного регулювання В основу винаходу покладена задача підвищити продуктивність і функціональні можливості пдроабразивного способу очищення поверхонь деталей, що заснована на використанні високошвидкісного струменя аерозольних часток водяної суспензії абразивних часток, що утворюються усередині газового сопла при впливі на пд роабразивну суспензію струменем стиснутого повітря, шляхом збільшення діапазону зміни швидкості повітряного струменя Поставлена задача вирішується тим, що в способі пдроабразивного очищення поверхонь деталей, при якому на потік пдроабразивної суспензії впливають струменем стиснутого газу з утворенням аерозольних часток згідно з винаходом здійснюється при співвідношенні масових витрат пдроабразивної суспензії і газу не перевищуючих 1 2 і швидкостях струменя стиснутого газу більш 200м/с, для кожного значення швидкості струменя стиснутого газу встановлюють оптимальне значення витрати пдроабразивної суспензії шляхом зміни відстані L між вихідним перетином газового сопла і вихідним перетином торця голки для подачі пдроабразивної суспензії в зону и розпилення На фіг представлена схема установки для реалізації способу Установка для реалізації способу очищення містить резервуар 1, який містить пристрій 2 для перемішування пдроабразивної суспензії, голку З, яка розташована в надзвуковій або в дозвуковій частинах газового сопла 4 через яку у зону розпилення надходить абразивно-рідинна суспензія Приклад здійснення способу 3 резервуара 1, що містить пристрій 2 для перемішування пдроабразивної суспензії з метою підтримки абразивних часток в зваженому стані, абразивно-рідинна суспензія в результаті ежекції надходить через голку З у зону розпилення, розташовану в надзвуковій частині газового сопла 4 Швидкість газу Vr на виході із сопла змінювалася в межах більш 200м/с , що відповідає ЗМІНІ тиску газу Рг на вході в сопло 4 у межах 0,15 - 0,7МПа Контроль величини газу на вході в сопло здійснюється за допомогою манометра У зазначеному діапазоні швидкостей забезпечується дроблення суспензії на краплі діаметром (4 - 50) * 10 6 м з укладеними усередині крапель абразивними частками з діаметром не більш 10 5м Як показали експерименти, зі зменшенням розмірів краплі суспензії збільшується їхня питома поверхня і їхня КІЛЬКІСТЬ в одиниці об'єму потоку, що приводить до підвищення ефективності очищення Результати щодо ефективності процесів очищення наведені в таблиці, що додається Джерела інформації 1 А С 1237403 1984 2 UA 18574 С1 (прототип) Таблиця Експерементальні результати продуктивності очищення поверхні контрольних металевих зразків від окалини при неруховному і змінному положеннях торця голки розпилювача та вихідного перетину газового сопла Тиск стиснутого повітря на вході в газове сопло, МПа 0,28 0,32 0,4 0,45 0,5 0,55 0,6 Швидкість повітряного потоку на виході із газового сопла, м/с 280 350 430 500 580 650 720 45933 Продовження табл Відстань між вихідним перетином газового сопла і торцем нерухомої голки розпилювача L, мм 3 3 3 3 3 3 3 Витрати робочої рідини через голку розпилювача, літрів/хв 0,52 0,38 0,3 0,18 0,12 0,06 0,01 Продуктивність очищення поверхні зразка розміром 25см від окалини, секунд 63 ЗО 12 25 36 52 90 Відстань між вихідним перетином газового сопла і торця голки розпилювача L, мм 9 7 4 3 1 0 _2* Витрати робочої рідини через голку розпилювача, літрів/хв 0,3 0,3 0,3 0,3 0,3 0,Зз 0,3 Продуктивність очищення поверхні зразка розміром 25см від окалини, секунд 38 20 12 10 8 5 4 торець голки на 2мм із сопла Гидроабразивна суспензія 1 2 п. І * ц ФІГ. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюSavchenko Viktor Ivanovych
Автори російськоюСавченко Виктор Иванович
МПК / Мітки
МПК: B24C 1/00
Мітки: обробки, гідроабразивної, спосіб, поверхонь, деталей
Код посилання
<a href="https://ua.patents.su/3-45933-sposib-gidroabrazivno-obrobki-poverkhon-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб гідроабразивної обробки поверхонь деталей</a>
Спосіб гідроабразивної обробки деталей
Номер патенту: 1582
Опубліковано: 25.10.1994
Автори: Пилипенко Віктор Васильович, Дрозд Віталій Антонович, Іванов Володимир Іванович
МПК: B24C 1/00
Мітки: деталей, гідроабразивної, обробки, спосіб
Формула / Реферат:
Способ гидроабразивной обработки деталей, включающий подачу жидкости под высоким давлением из сопла, а абразивных частиц под низким давлением, отличающийся тем, что, с целью повышения производительности обработки путем равномерного распределения абразивных частиц в жидкости, из последней формируют плоскую струю и охватывают ее потоком абразивных частиц, при этом скорость истечения жидкости и давление в потоке абразивных частиц выбирают из...
Спосіб обробки різанням плоских поверхонь деталей
Номер патенту: 29929
Опубліковано: 15.11.2000
Автори: Покинтелиця Микола Іванович, Кривобоков Владислав Анатолійович, Зарубицький Євген Улянович
МПК: B23D 23/00
Мітки: поверхонь, спосіб, різанням, плоских, обробки, деталей
Формула / Реферат:
Спосіб обробки різанням плоских поверхонь деталей, в якому зрізання стружки здійснюють різальним диском, який відрізняється тим, що торцеву поверхню диска встановлюють під кутом 3...5° до площини оброблюваної поверхні.
Спосіб обробки металевих поверхонь деталей машин
Номер патенту: 17782
Опубліковано: 20.05.1997
Автори: Хом'як Йосип Васильович, Тесленко Анатолій Григорович, Пістун Ігор Павлович, Березовецький Андрій Петрович
МПК: B21D 26/06
Мітки: спосіб, машин, деталей, обробки, поверхонь, металевих
Формула / Реферат:
Спосіб обробки металічних поверхонь деталей машин шляхом механічного впливу на них енергії ударної хвилі, який відрізняється тим, що з метою усунення сульфідної, крихкості, деталі попередньо піддаються хімічній обробці мастильним концентратом з емульсола на основі лужних відходів нафтопродуктів і мил органічних кислот на протязі 1-2 хвилин.
Безцентровошліфувальний верстат для обробки зовнішніх поверхонь циліндричних деталей
Номер патенту: 20238
Опубліковано: 15.07.1997
Автори: Корбут Микола Антонович, Логовський Євген Іванович, Шишиць Микола Пилипович
МПК: B24B 5/00
Мітки: поверхонь, безцентровошліфувальний, деталей, циліндричних, зовнішніх, обробки, верстат
Формула / Реферат:
Бесцентрошлифовальный станок для обработки наружных поверхностей цилиндрических деталей, содержащих загрузочное устройство и имеющее параллельные оси вращения шлифовальный круг и ведущий барабан, а также установленный под зазором между шлифовальным кругом и ведущим барабаном поддерживающий нож, отличающийся тем, что станок дополнительно снабжен размещенным оппозитно поддерживающему ножу над регулируемым зазором между шлифовальным кругом...
Спосіб гідроабразивного очищення поверхонь деталей
Номер патенту: 18574
Опубліковано: 25.12.1997
Автори: Амирханов Дамир Ракипович, Франчук Григорій Михайлович, Савченко Віктор Іванович
МПК: B24C 1/00
Мітки: деталей, поверхонь, спосіб, очищення, гідроабразивного
Формула / Реферат:
Способ гидроабразивной очистки поверхностей деталей, при котором на поток гидроабразивной суспензии воздействуют струей сжатого газа с образованием аэрозольных частиц, отличающийся тем, что отношение массовых расходов гидроабразивной суспензии и газа выбирают не более 1 : 10, при этом скорость струи сжатого газа составляет 200 - 500м/с.
Попередній патент: Протизапальний засіб
Наступний патент: Кульовий вузол з’єднання шарнірної тяги
Випадковий патент: Лист для ресори