Спосіб обробки рідкого металу
Номер патенту: 59393
Опубліковано: 15.09.2003
Автори: Зінченко Артем Валерійович, Мельцер Герман Давидович, Леус Надія Андріївна

Формула / Реферат
1. Спосіб обробки рідкого металу, при якому занурюють в розплав металевий стрижень та охолоджують його водою з наданням коливань для переводу кірки, що намерзає на стрижень, в розплав, який відрізняється тим, що коливанням стрижня надають зворотно-обертальної форми навколо його поздовжньої осі.
2. Спосіб обробки рідкого металу за п. 1, який відрізняється тим, що амплітуду коливань беруть в межах 5°-180°.
3. Спосіб обробки рідкого металу за п. 1 або 2, який відрізняється тим, що частоту коливань стрижня збільшують в міру зростання в'язкості металу.
Текст
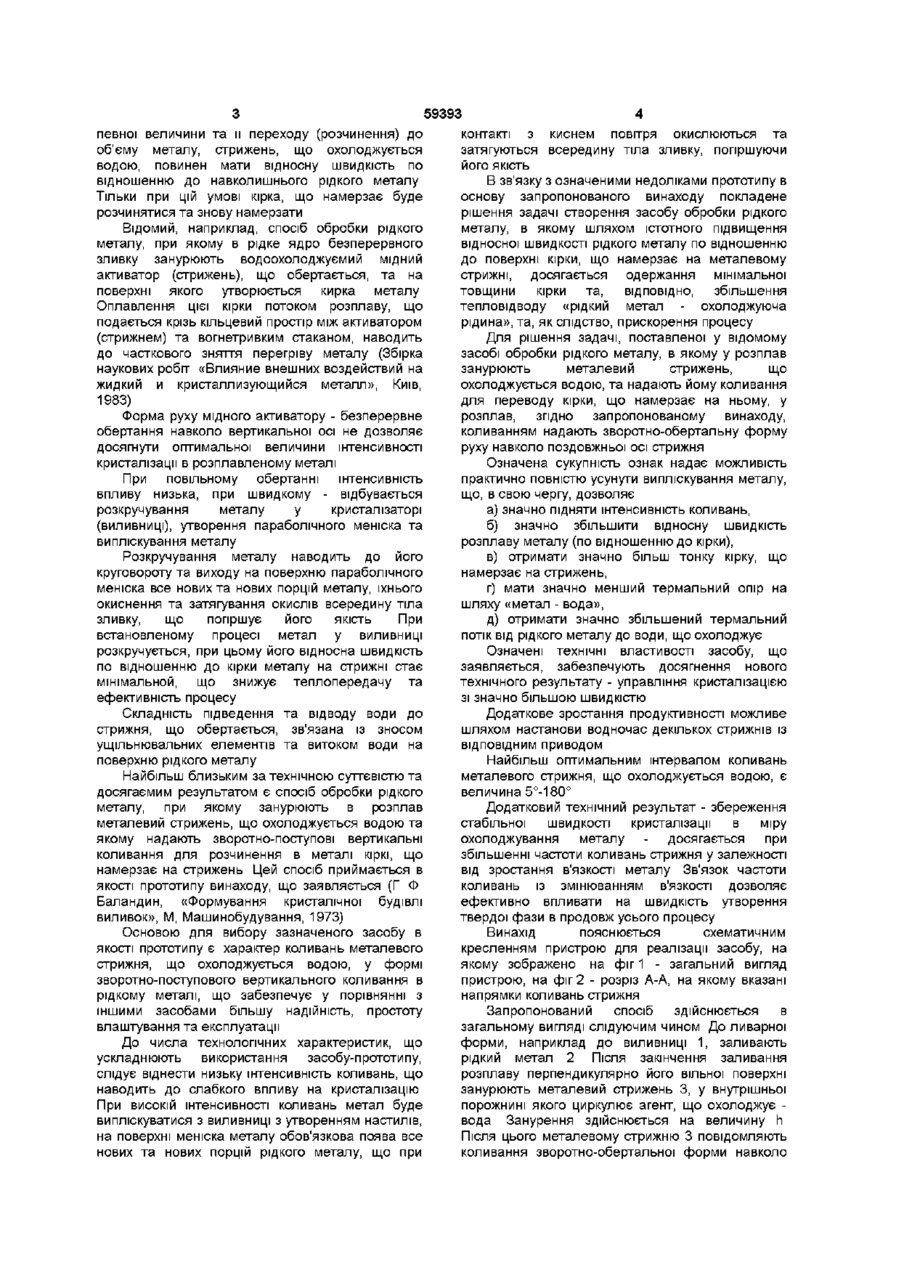
1 Спосіб обробки рідкого металу, при якому занурюють в розплав металевий стрижень та охолоджують його водою з наданням коливань для переводу кірки, що намерзає на стрижень, в розплав, який відрізняється тим, що коливанням стрижня надають зворотно-обертальної форми навколо його поздовжньої осі 2 Спосіб обробки рідкого металу за п 1, який відрізняється тим, що амплітуду коливань беруть в межах 5°-180° 3 Спосіб обробки рідкого металу за п 1 або 2, який відрізняється тим, що частоту коливань стрижня збільшують в міру зростання в'язкості металу Запропонований винахід стосується галузі металургії та може бути використаний для обробки рідкого металу в процесі його твердіння, наприклад, у виливниці Розробка високопродуктивних процесів виливання з забезпеченням високої якості зливків та виливок є однією з актуальних задач в металургії чорних та кольорових металів Один з прогресивних напрямків в рішенні цієї задачі створення технологій обробки розплаву металу для управління кристалізацією зливків та виливок Відомий, наприклад, спосіб вібраційній обробки рідкого металу, при якому в метал, залитий в виливницю, занурюють порожній металевий стрижень з заповненням 0 2-0 4 обсягу внутрішньої порожнини його за рахунок того, що порожнина з'єднана з атмосферою Після означеного обсягу внутрішню заповнення від'єднують від атмосфери та порожнину обробку рідкого металу шляхом ЗДІЙСНЮЮТЬ вертикального руху зворотно-поступового у вертикальній площині порожнього стрижня стрижня забезпечують Коливальні рухи зливку, скорочення маси покращення якості металу, що обрізається та зменшення браку валків, виготовлених з даного зливку (авторське свідоцтво СРСР №1424946, 4B22D7/00, 27/08, 1988) Особливістю засобу є заповнення металом внутрішньої порожнини зануреного стрижня для підвищення інтенсивності перемішування рідкої фази зливку в процесі з во ротно-поступового вертикального руху металевого стрижня Обробка розплаву за цим засобом супроводжується захопленням навколишнього повітря турбулентним потоком розплаву, що перемішується Інтенсивна обробка ускладнена Означені недоліки відсутні в засобі одержання виливок та зливків, при якому робітничий орган занурюють в розплав на глибину 0 01-1 0 висоти прибутку та надають йому коливання у горизонтальному напрямку із частотою 0 1-20 коливань величини заданої траєкторії за 1 секунду (авторське свідоцтво №1764781, 5B22D7/00, 1992) Спосіб призначено для одержання зливків та виливок будь-який форми, в яких твердіння рідкого металу супроводжується живленням рідким розплавом з прибутку Відомий ряд засобів, основаних на впливі на зливок, що кристалізується шокуляторів (часток затверділого металу), що безперервно утворюються безпосередньо з металу, що розливається Ключовою ланкою цих засобів є металевий стрижень, що занурюється в розплав металу і охолоджується водою Для усіх цих засобів характерна наявність впливу на кристалізацію товщини кірки, що намерзає на металевому стрижні Для обмеження товщини цієї кірки, не більш О со о> со о> ю 59393 певної величини та и переходу (розчинення) до об'єму металу, стрижень, що охолоджується водою, повинен мати відносну швидкість по відношенню до навколишнього рідкого металу Тільки при цій умові кірка, що намерзає буде розчинятися та знову намерзати Відомий, наприклад, спосіб обробки рідкого металу, при якому в рідке ядро безперервного зливку занурюють водоохолоджуємий мідний активатор (стрижень), що обертається, та на поверхні якого утворюється кирка металу Оплавлення цієї кірки потоком розплаву, що подається крізь кільцевий простір між активатором (стрижнем) та вогнетривким стаканом, наводить до часткового зняття перегріву металу (Збірка наукових робіт «Влияние внешних воздействий на жидкий и кристаллизующийся металл», Київ, 1983) Форма руху мідного активатору - безперервне обертання навколо вертикальної осі не дозволяє досягнути оптимальної величини інтенсивності кристалізації в розплавленому металі При повільному обертанні інтенсивність впливу низька, при швидкому - відбувається розкручування металу у кристалізаторі (виливниці), утворення параболічного меніска та випліскування металу Розкручування металу наводить до його круговороту та виходу на поверхню параболічного меніска все нових та нових порцій металу, їхнього окиснення та затягування окислів всередину тіла зливку, що погіршує його якість При встановленому процесі метал у виливниці розкручується, при цьому його відносна швидкість по відношенню до кірки металу на стрижні стає мінімальной, що знижує теплопередачу та ефективність процесу Складність підведення та відводу води до стрижня, що обертається, зв'язана із зносом ущільнювальних елементів та витоком води на поверхню рідкого металу Найбільш близьким за технічною суттєвістю та досягаємим результатом є спосіб обробки рідкого металу, при якому занурюють в розплав металевий стрижень, що охолоджується водою та якому надають зворотно-поступові вертикальні коливання для розчинення в металі кіркі, що намерзає на стрижень Цей спосіб приймається в якості прототипу винаходу, що заявляється (Г Ф Баландин, «Формування кристалічної будівлі виливок», М, Машинобудування, 1973) Основою для вибору зазначеного засобу в якості прототипу є характер коливань металевого стрижня, що охолоджується водою, у формі з во ротно-поступового вертикального коливання в рідкому металі, що забезпечує у порівнянні з іншими засобами більшу надійність, простоту влаштування та експлуатації До числа технологічних характеристик, що ускладнюють використання засобу-прототипу, слідує віднести низьку інтенсивність коливань, що наводить до слабкого впливу на кристалізацію При високій інтенсивності коливань метал буде випліскуватися з виливниці з утворенням настилів, на поверхні меніска металу обов'язкова поява все нових та нових порцій рідкого металу, що при контакті з киснем повітря окислюються та затягуються всередину тіла зливку, погіршуючи ЙОГО ЯКІСТЬ В зв'язку з означеними недоліками прототипу в основу запропонованого винаходу покладене рішення задачі створення засобу обробки рідкого металу, в якому шляхом істотного підвищення відносної швидкості рідкого металу по відношенню до поверхні кірки, що намерзає на металевому стрижні, досягається одержання мінімальної товщини кірки та, ВІДПОВІДНО, збільшення тепловідводу «рідкий метал - охолоджуюча рідина», та, як слідство, прискорення процесу Для рішення задачі, поставленої у відомому засобі обробки рідкого металу, в якому у розплав занурюють металевий стрижень, що охолоджується водою, та надають йому коливання для переводу кірки, що намерзає на ньому, у розплав, згідно запропонованому винаходу, коливанням надають зворотно-обертальну форму руху навколо поздовжньої осі стрижня Означена сукупність ознак надає можливість практично повністю усунути випліскування металу, що, в свою чергу, дозволяє а) значно підняти інтенсивність коливань, б) значно збільшити відносну швидкість розплаву металу (по відношенню до кірки), в) отримати значно більш тонку кірку, що намерзає на стрижень, г) мати значно менший термальний опір на шляху «метал - вода», д) отримати значно збільшений термальний потік від рідкого металу до води, що охолоджує Означені технічні властивості засобу, що заявляється, забезпечують досягнення нового технічного результату - управління кристалізацією зі значно більшою швидкістю Додаткове зростання продуктивності можливе шляхом настанови водночас декількох стрижнів із ВІДПОВІДНИМ приводом Найбільш оптимальним інтервалом коливань металевого стрижня, що охолоджується водою, є величина 5°-180° Додатковий технічний результат - збереження стабільної швидкості кристалізації в міру охолоджування металу - досягається при збільшенні частоти коливань стрижня у залежності від зростання в'язкості металу Зв'язок частоти коливань із змінюванням в'язкості дозволяє ефективно впливати на швидкість утворення твердої фази в продовж усього процесу Винахід пояснюється схематичним кресленням пристрою для реалізації засобу, на якому зображено на фіг 1 - загальний вигляд пристрою, на фіг 2 - розріз А-А, на якому вказані напрямки коливань стрижня Запропонований спосіб здійснюється в загальному вигляді слідуючим чином До ливарної форми, наприклад до виливниці 1, заливають рідкий метал 2 Після закінчення заливання розплаву перпендикулярно його вільної поверхні занурюють металевий стрижень 3, у внутрішньої порожнині якого циркулює агент, що охолоджує вода Занурення здійснюється на величину h Після ЦЬОГО металевому стрижню 3 повідомляють коливання зворотно-обертальної форми навколо 59393 його поздовжньої осі 4 Амлітуда коливань, тобто поворот стрижня в одну чи іншу сторону відносно його поздовжньої осі 4 змінюється в межах 5°180° Частоту коливань збільшують в міру зростання в'язкості металу та змінюють в межах від 60 до ЗОООколив/хвил у залежності від марки металу, його перегріву та розміру ливарної форми При необхідності підвищення продуктивності процесу у ливарну форму (виливницю) можуть занурюватись два чи більше металевих стрижнів, що охолоджуються водою, із ВІДПОВІДНИМИ приводами Реалізація засобу здійснюється пристроєм, що має привод 5 зворотно-обертальних коливань металевого стрижня 3, що охолоджується водою, встановленого у підшипники 6, навколо вертикальної осі 4 Підведення агента, що охолоджує (води), здійснюється крізь гнучкі шланги 7, що не мають сальників Нижче наведено приклад конкретного виконання запропонованого засобу Виробляли залив у виливницю 1, рідкий метал - сталь Ст 3, маса металу - 7т Температура розплава 1530°С У розплав занурювали на глибину h=1000мм металевий стрижень, що охолоджується водою 3 діаметром D=150MM, якому приводом 5 надавали зворотно-обертальні коливання навколо поздовжньої осі 4 із амлітудою Ф=±30° та частотою коливань п=1500кол/хвил Середня відносна швидкість точки на поверхні кірки склала 4,7м/сек, а максимальна швидкість 7,0м/сек В міру збільшення в'язкості частоту коливань збільшували від 1500 до ЗОООкол/хвил Перед закінченням твердіння зливку металевий стрижень, що охолоджується водою, витягали з розплаву Проведені іспити показали більш високу швидкість кристалізації зливку у порівнянні з прототипом та істотне підвищення продуктивності процесу При цьому механічні властивості зливку значно зростають Фіг 2 Комп'ютерна верстка О Воробей Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for processing liquid metal
Автори англійськоюMeltser Herman Davydovych, Zinchenko Artem Valeriiovych
Назва патенту російськоюСпособ обработки жидкого металла
Автори російськоюМельцер Герман Давидович, Зинченко Артем Валерьевич
МПК / Мітки
МПК: B22D 27/08, B22D 7/00
Мітки: спосіб, обробки, металу, рідкого
Код посилання
<a href="https://ua.patents.su/3-59393-sposib-obrobki-ridkogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки рідкого металу</a>
Спосіб обробки рідкого металу
Номер патенту: 44410
Опубліковано: 15.02.2002
Автори: Тупчиєнко Віталій Іванович, Пушкаренко Олена Вікторовна, Чащін Іван Миколайович, Мандрік Євген Андрійович
МПК: B22D 27/20
Мітки: обробки, рідкого, металу, спосіб
Формула / Реферат:
Спосіб обробки рідкого металу у ливарній формі, наприклад, за принципом внутрішньоформеного модифікування, який відрізняється тим, що порошок модифікатора у заданій кількості вводять у розплав за допомогою піномоделі, яка у вигляді циліндра або патрона розміщується у стояку ливникової системи над зумпфом.
Спосіб обробки рідкого металу в процесі кристалізації при безперервному розливанні
Номер патенту: 55858
Опубліковано: 15.04.2003
Автори: Троцан Анатолій Іванович, Кашира Геннадій Олександрович, Бродецький Ігор Леонідович, Бєлов Борис Федорович, Харлашин Петро Степанович, Карлікова Яна Петрівна, Крейденко Фіра Семенівна, Бєлоусов Вячеслав Володимирович, Александров Валерій Димитрович, Дрьомов Володимир Володимирович
МПК: C22B 4/00
Мітки: розливанні, спосіб, обробки, рідкого, процесі, кристалізації, металу, безперервному
Формула / Реферат:
Спосіб обробки рідкого металу в процесі кристалізації при безперервному розливанні, що включає підведення електричного струму до рідкого металу, який відрізняється тим, що з'єднання металу з позитивним полюсом здійснюють із зовнішньої сторони безперервнолитого злитка, який кристалізується, на рівні дна рідкої лунки, а з негативним - через прошарок шлаку на основі силікатів кальцію, причому силу струму встановлюють у такій відповідності, щоб...
Спосіб обробки рідкого металу та такого, що твердне, поздовжніми хвилями стиснення
Номер патенту: 34714
Опубліковано: 15.03.2001
Автори: Слажнєв Микола Андрійович, Погорський Віктор Костянтинович, Фікссен Владислав Миколайович, Дубодєлов Віктор Іванович, Горшков Андрій Олегович
Мітки: поздовжніми, стиснення, металу, хвилями, твердне, спосіб, такого, рідкого, обробки
Формула / Реферат:
1. Спосіб обробки рідкого металу та такого, що твердне, поздовжніми хвилями стиснення, створюваними в металі електромагнітними силами при накладанні на нього схрещених електричного і магнітного полів, який відрізняється тим, що обробку рідкого металу та такого, що твердне, здійснюють модульованими коливаннями електромагнітної сили, для чого на електромагнітні системи електротехнологічних установок подають модульовані напруги.2. Спосіб...
Вузол з вогнетривких елементів, вогнетривкий елемент, установка для переливання рідкого металу, спосіб регулювання подачі інертного газу в установку для переливання рідкого металу
Номер патенту: 54465
Опубліковано: 17.03.2003
Автор: РІШАР Франсуа-Нюель
МПК: B22D 37/00, B22D 41/22, B22D 41/50
Мітки: елемент, вузол, установка, вогнетривких, переливання, елементів, подачі, спосіб, інертного, вогнетривкий, газу, рідкого, металу, установку, регулювання
Формула / Реферат:
1. Вузол з вогнетривких елементів, який включає принаймні два вогнетривкі елементи, який може використовуватися між розташованим вище за течією резервуаром та розташованим нижче за течією резервуаром установки для переливання рідкого металу, зокрема сталі, який включає випускну трубу, через яку метал перетікає з розташованого вище за течією резервуара до розташованого нижче за течією резервуара, причому кожен вогнетривкий елемент випускної...
Занурений стакан для пропускання рідкого металу і спосіб пропускання рідкого металу через нього
Номер патенту: 51734
Опубліковано: 16.12.2002
Автори: ДОРРІКОТТ Джеймс Дерек, ХІСЛІП Лоуренс Джон
МПК: B22D 41/50
Мітки: металу, занурений, пропускання, нього, стакан, спосіб, рідкого
Формула / Реферат:
1. Занурений стакан для пропускання через нього рідкого металу, який містить видовжений канал, центральну вісь, принаймні одне впускне вікно та принаймні одне випускне вікно, причому канал має збільшену частину з площею її поперечного перерізу, яка більша поблизу центральної осі, ніж поблизу країв каналу, і збільшена частина має принаймні дві поворотні грані, кожна з яких проходить від точки на площині, що проходить практично паралельно до...
Попередній патент: Пристрій для обробки поверхні матеріалу зануренням та спосіб обробки поверхні матеріалу
Наступний патент: Настойка гірка “бренді “золоте”
Випадковий патент: Спосіб визначення пошкодженості клопом черепашкою зерна злакових культур