Спосіб обробки рідкого металу
Номер патенту: 44410
Опубліковано: 15.02.2002
Автори: Мандрік Євген Андрійович, Пушкаренко Олена Вікторовна, Чащін Іван Миколайович, Тупчиєнко Віталій Іванович
Формула / Реферат
Спосіб обробки рідкого металу у ливарній формі, наприклад, за принципом внутрішньоформеного модифікування, який відрізняється тим, що порошок модифікатора у заданій кількості вводять у розплав за допомогою піномоделі, яка у вигляді циліндра або патрона розміщується у стояку ливникової системи над зумпфом.
Текст
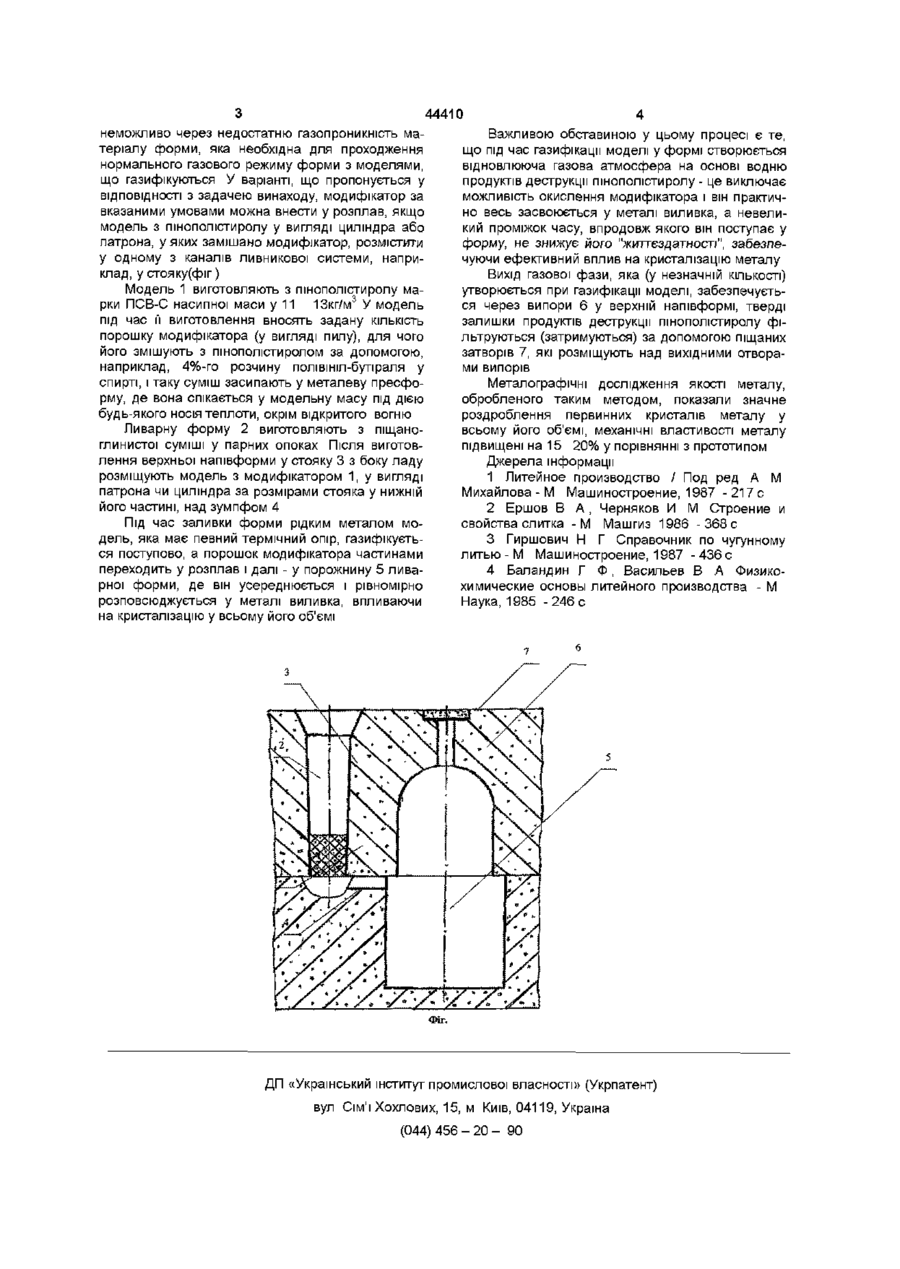
Спосіб обробки рідкого металу у ливарній формі, наприклад, за принципом внутрішньоформеного модифікування, який відрізняється тим, що порошок модифікатора у заданій КІЛЬКОСТІ вводять у розплав за допомогою пшомоделі, яка у вигляді циліндра або патрона розміщується у стояку ливникової системи над зумпфом Винахід відноситься до ливарного виробництва, а саме виготовлення якісних фасоних виливків з різних сплавів Розплавлений метал подають у ливарну форму, де він твердіє в умовах теплообміну з матеріалом форми, при цьому формується структура металу та властивості литої деталі Відомо багато способів управління формуванням структури металу, у тому числі і за допомогою модифікаторів - ХІМІЧНИХ елементів, які у невеликих кількостях вводять у розплавлений метал та які, не створюючи у металі нових структурних фаз, активізують кристалізацію та покращують якість литих деталей Модифікатори подають у розплав такими методами подають у ківш з рідким металом /1/, вводять у потік металу під час заливки його у ливарну форму або виливницю /2/, модифікують чавун у герметично закритому автоклаві /3/, вносять їх у ливарну форму через модель з пінополістиролу, що газифікується /4/та інше Поряд з перевагами, означені методи мають такі недоліки, як складність обладнання та оснастки, нерівномірність дії модифікаторів у об'ємі металу, низьке їх засвоєння у даних умовах лиття (15 25%) - модифікатор згорає при контакті з металом, обмежена "життєздатність" модифікатора (20 ЗОхв) у розплавленому металі Це приводить до низькій ефективності вживання модифікаторів (з точки зору технології і якості виливків) І значним витратам дефіцитних і дорогих матеріалів Найбільш повно цілям підвищення якості литого металу відповідає модифікування його за методом обробки модифікаторами всередині ливарної форми (внутрішньоформене модифікування) за допомогою реакційної камери - порожнини певних розмірів у ливарній формі на шляху потоку металу у каналі ливникової системи - ливниковому ході У цю порожнину розміщують розрахункову КІЛЬКІСТЬ модифікатора у вигляді порошку Під час заливки форми потік розплаву передає модифікатор до виливка, у об'ємі якого він і розповсюджується, впливаючи на процес кристалізації Проте в таких умовах, коли весь порошок майже одразу переноситься у порожнину форми, розповсюдження його у об'ємі виливка проходить нерівномірно, особливо у виливках складної конструкції та чітко вираженої різностінності При цьому поряд з певним впливом на формування структури металу, у об'ємі виливка фіксуються і лікваційні зони, які знижують якість металу і загалом - ефективність використання модифікатора В основу винаходу поставлена задача забезпечення рівномірного та повного засвоєння модифікатора у об'ємі виливка, а відтак - якісної однорідної структури металу, та зниження витрат на модифікуючи матеріали Поставлена задача досягається, якщо модифікатор у об'єм виливка подавати поступово, наприклад, за допомогою моделі з пінополістиролу, у яку при її виготовленні запікають задану КІЛЬКІСТЬ порошку модифікатора (варіант суспензійного лиття за моделями, що газифікуються) Під час заливки форми модель під дією теплоти розплаву поступово газифікується і частки модифікатора, також поступово, переходять у розплав, активізуючи процес кристалізації Реалізувати, проте, такий варіант процесу в умовах лиття у піщано-глинисті форми практично 44410 Важливою обставиною у цьому процесі є те, що під час газифікації моделі у формі створюється відновлююча газова атмосфера на основі водню продуктів деструкції пінополістиролу - це виключає можливість окислення модифікатора і він практично весь засвоюється у металі виливка, а невеликий проміжок часу, впродовж якого він поступає у форму, не знижує його "життєздатності", забезпечуючи ефективний вплив на кристалізацію металу Вихід газової фази, яка (у незначній КІЛЬКОСТІ) утворюється при газифікації моделі, забезпечується через випори 6 у верхній напівформі, тверді залишки продуктів деструкції пінополістиролу фільтруються (затримуються) за допомогою піщаних затворів 7, які розміщують над вихідними отворами випорів Металографічні дослідження якості металу, обробленого таким методом, показали значне роздроблення первинних кристалів металу у всьому його об'ємі, механічні властивості металу підвищені на 15 20% у порівнянні з прототипом Джерела інформації 1 Литейное производство / Под ред А М Михайлова-М Машиностроение, 1987 -217с 2 Ершов В А, Черняков И М Строение и свойства слитка -М Машгиз 1986 -368 с 3 Гиршович Н Г Справочник по чугунному литью - М Машиностроение, 1987 - 436 с 4 Баландин Г Ф , Васильев В А Физикохимические основы литейного производства - М Наука, 1985 -246 с неможливо через недостатню газопроникність матеріалу форми, яка необхідна для проходження нормального газового режиму форми з моделями, що газифікуються У варіанті, що пропонується у ВІДПОВІДНОСТІ з задачею винаходу, модифікатор за вказаними умовами можна внести у розплав, якщо модель з пінополістиролу у вигляді циліндра або патрона, у яких замішано модифікатор, розмістити у одному з каналів ливникової системи, наприклад, у стояку(фіг) Модель 1 виготовляють з пінополістиролу ма3 рки ПСВ-С насипної маси у 11 13кг/м У модель під час її виготовлення вносять задану КІЛЬКІСТЬ порошку модифікатора (у вигляді пилу), для чого його змішують з пінополістиролом за допомогою, наприклад, 4%-го розчину полівшіл-бутіраля у спирті, і таку суміш засипають у металеву пресформу, де вона спікається у модельну масу під дією будь-якого носія теплоти, окрім відкритого вогню Ливарну форму 2 виготовляють з піщаноглинистої суміші у парних опоках Після виготовлення верхньої напівформи у стояку 3 з боку ладу розміщують модель з модифікатором 1, у вигляді патрона чи циліндра за розмірами стояка у нижній його частині, над зумпфом 4 Під час заливки форми рідким металом модель, яка має певний термічний опір, газифікується поступово, а порошок модифікатора частинами переходить у розплав і далі - у порожнину 5 ливарної форми, де він усереднюється і рівномірно розповсюджується у металі виливка, впливаючи на кристалізацію у всьому його об'ємі Фіг. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90
ДивитисяДодаткова інформація
Автори англійськоюMandrik Yevhen Andriiovych, Tupchiienko Vitalii Ivanovych
Автори російськоюМандрик Евгений Андреевич, Тупчиенко Виталий Иванович
МПК / Мітки
МПК: B22D 27/20
Мітки: металу, рідкого, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/2-44410-sposib-obrobki-ridkogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки рідкого металу</a>
Спосіб обробки рідкого металу та такого, що твердне, поздовжніми хвилями стиснення
Номер патенту: 34714
Опубліковано: 15.03.2001
Автори: Слажнєв Микола Андрійович, Погорський Віктор Костянтинович, Дубодєлов Віктор Іванович, Горшков Андрій Олегович, Фікссен Владислав Миколайович
Мітки: поздовжніми, обробки, хвилями, спосіб, рідкого, металу, стиснення, твердне, такого
Формула / Реферат:
1. Спосіб обробки рідкого металу та такого, що твердне, поздовжніми хвилями стиснення, створюваними в металі електромагнітними силами при накладанні на нього схрещених електричного і магнітного полів, який відрізняється тим, що обробку рідкого металу та такого, що твердне, здійснюють модульованими коливаннями електромагнітної сили, для чого на електромагнітні системи електротехнологічних установок подають модульовані напруги.2. Спосіб...
Спосіб електромагнітної обробки струменя рідкого металу
Номер патенту: 24030
Опубліковано: 31.08.1998
Автори: Кучаєв Олександр Андрійович, Подольцев Олександр Дмитрович
МПК: C21C 7/04, C22B 21/00, H02K 17/04
Мітки: металу, спосіб, струменя, електромагнітної, рідкого, обробки
Формула / Реферат:
Способ электромагнитной обработки струи жидкого металла, включающий воздействие на нее неоднородным магнитным полем, отличающийся тем, что магнитное поле накладывают вдоль оси струи и воздействуют периодическими импульсами, уменьшая их длительность в направлении движения струи металла.
Спосіб позапічної обробки рідкого металу в ковші
Номер патенту: 8076
Опубліковано: 26.12.1995
Автори: Марощик Веслав, Шиш Юрій Іванович, Рашка Владислав, Лобачьов Владислав Тимофійович, Зражевський Олександр Данилович, Бродський Сергій Сергійович, Рубін Леонід Вікторович, Несвіт Володимир Васильович
Мітки: металу, рідкого, спосіб, ковші, позапічної, обробки
Текст:
...пульсационногоперемешиватов возрастает. Экспериментальноустановния, с помощью которой в металл вводят лено, что для применяемых на практике 35 кусковой силикокальций СК-30 (ГОСТ 4762реагентов их количество, обеспечивающее 71) фракцией 20 мм. Содержание кислорода протекание процесса рафинирования меи серы в металле соответственно 0,03 и талла в камере без образования на его стен0,040%, температура его в ковше перед наках...
Прилад для обробки потоку розплаву металу чи рідкого сплаву на основі алюмінія чи магнія
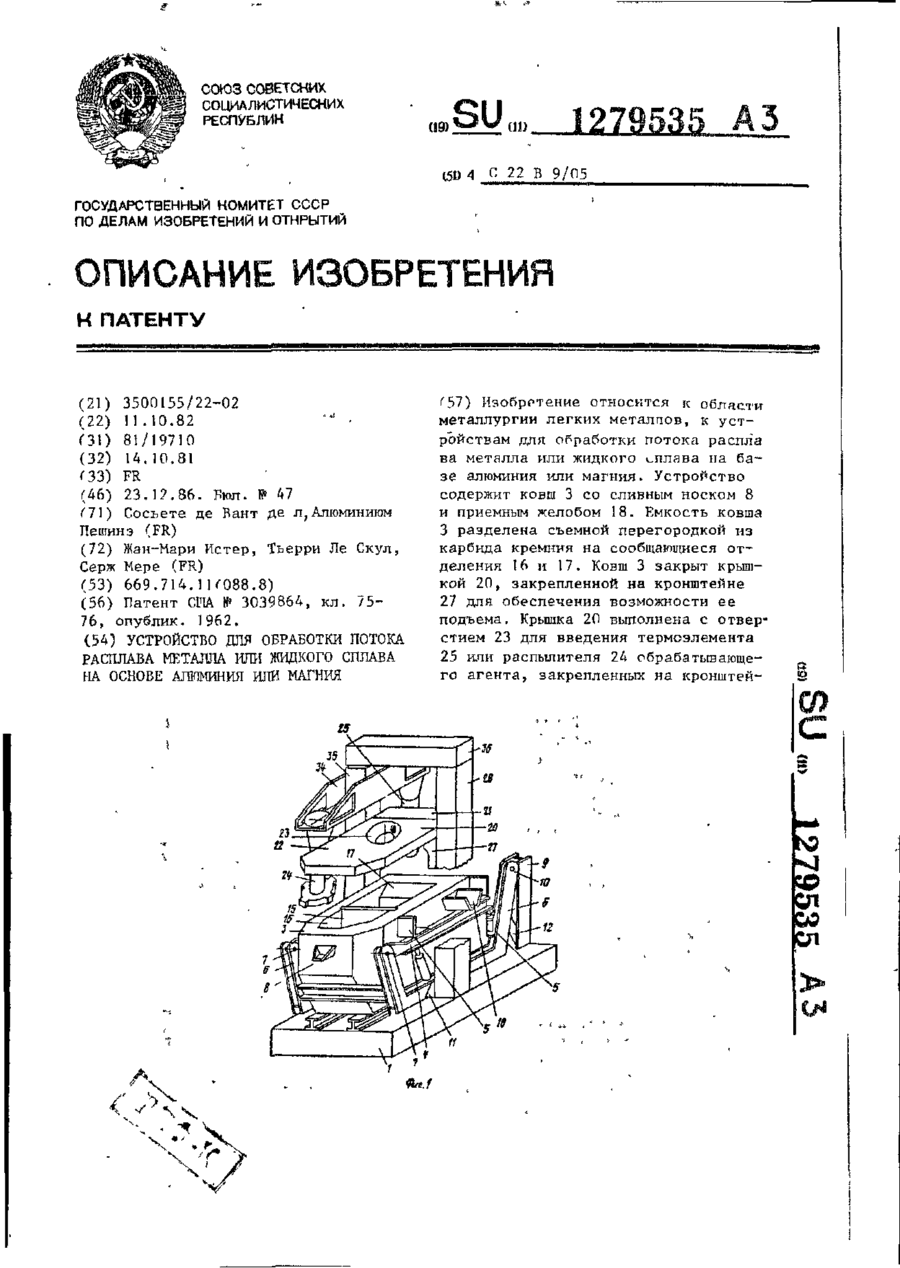
Номер патенту: 5552
Опубліковано: 28.12.1994
Автори: Серж Мере, Жан-Марі Істер, Тьєррі Ле Скул
МПК: C22B 9/05
Мітки: сплаву, обробки, потоку, розплаву, основі, металу, алюмінія, прилад, рідкого, магнія
Формула / Реферат:
1.Устройство для обработки потока расплава металла или жидкого сплава на основе алюминия или магния, содержащее ковш с металлическим кожухом и огнеупорной футеровкой, перегородкой, разделяющей ковш на два сообщающихся между собой отделения, одно из которых выполнено с желобом для подачи жидкого металла, а другое - с выпускным носком с осью, совпадающей с осью ковша, средство для нагрева жидкого металла, распылитель обрабатывающего агента и...
Спосіб обробки розплаву металу
Номер патенту: 40038
Опубліковано: 16.07.2001
Автори: Грабовий Валерій Михайлович, Тимошенко Георгій Павлович, Цуркін Володимир Миколайович, Арнаутов Олександр Савельович, Риндін Микола Георгіевич, Боева Антоніна Анатольівна
МПК: B22D 27/08
Мітки: металу, обробки, розплаву, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, який включає позапічну дегазацію та рафінування розплаву, за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стержнем при модулюванні параметрів дії, який відрізняється тим, що електрогідроімпульсну дію на розплав здійснюють числом імпульсів від 330 до 500.
Попередній патент: Пристрій для прибирання гною у тваринницьких приміщеннях
Наступний патент: Таль ручна
Випадковий патент: Застосування антагоністів рецептора св1 для виробництва композиції для лікування фіброзу печінки