Спосіб збирання обтиском першого елемента другим із забезпеченням заданого люфтового зазору
Номер патенту: 47558
Опубліковано: 10.02.2010
Автори: Чугуй Володимир Леонідович, Куликов Кирил Володимирович, Зеленський Анатолій Анатолійович

Формула / Реферат
Спосіб збирання вузла обтиском першого елемента другим із забезпеченням заданого люфтового зазору, у якому перший елемент вставляють у воронку другого елемента, а виступаючі границі воронки вштовхують у звужуючий отвір матриці, який відрізняється тим, що перший елемент, що обтискають, як і другий, що обтискає, елемент, розташовані кожний у своїй напрямній матриці, при цьому перший елемент, що обтискають, підпирають пружним елементом, розташованим у матриці, у результаті чого першим елементом, що обтискають, підтримують другий елемент, що обтискає, над торцевою поверхнею матриці і повзуном преса вштовхують виступаючий торець воронки другого, що обтискає, елемента до дотикання повзуна преса торцевої поверхні матриці.
Текст
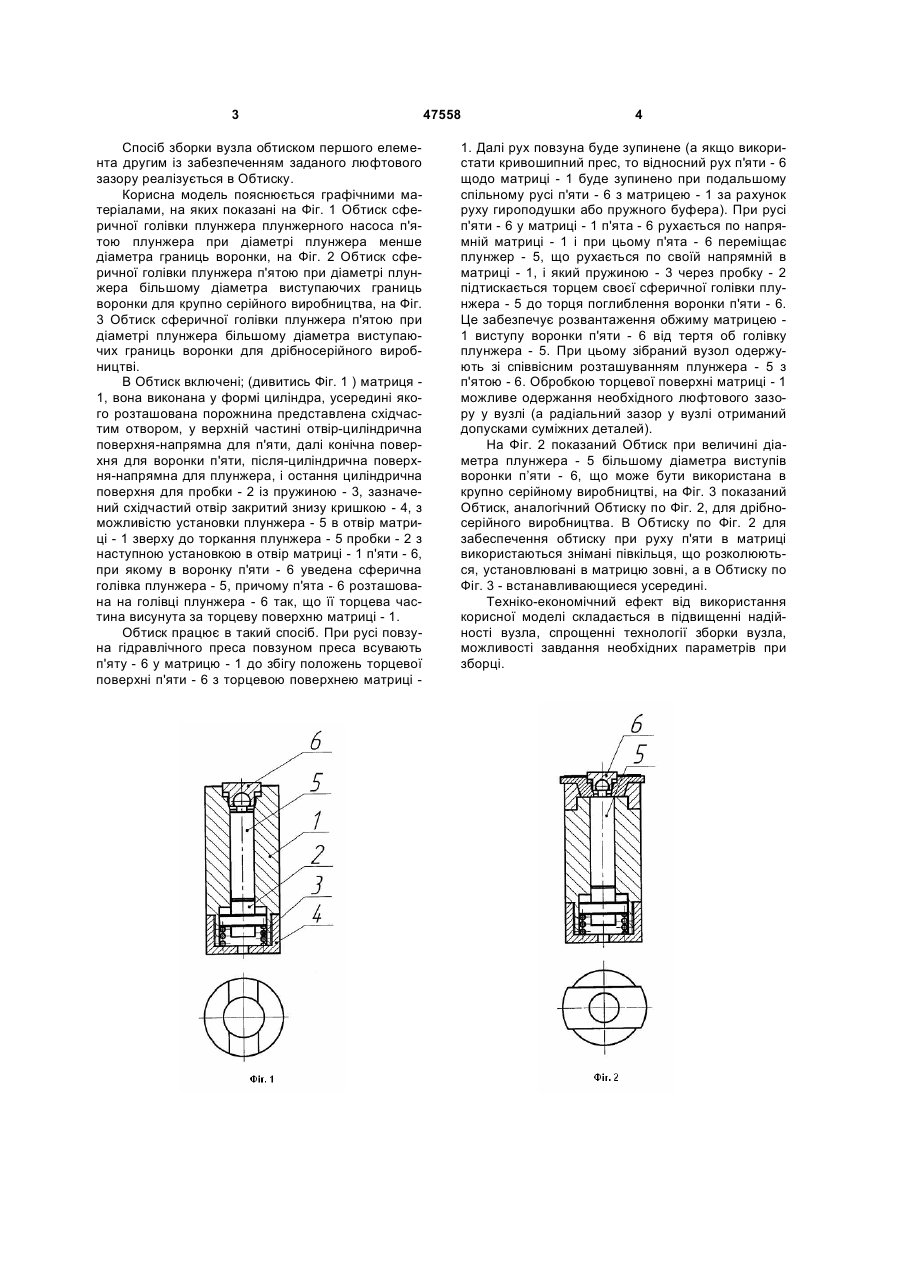
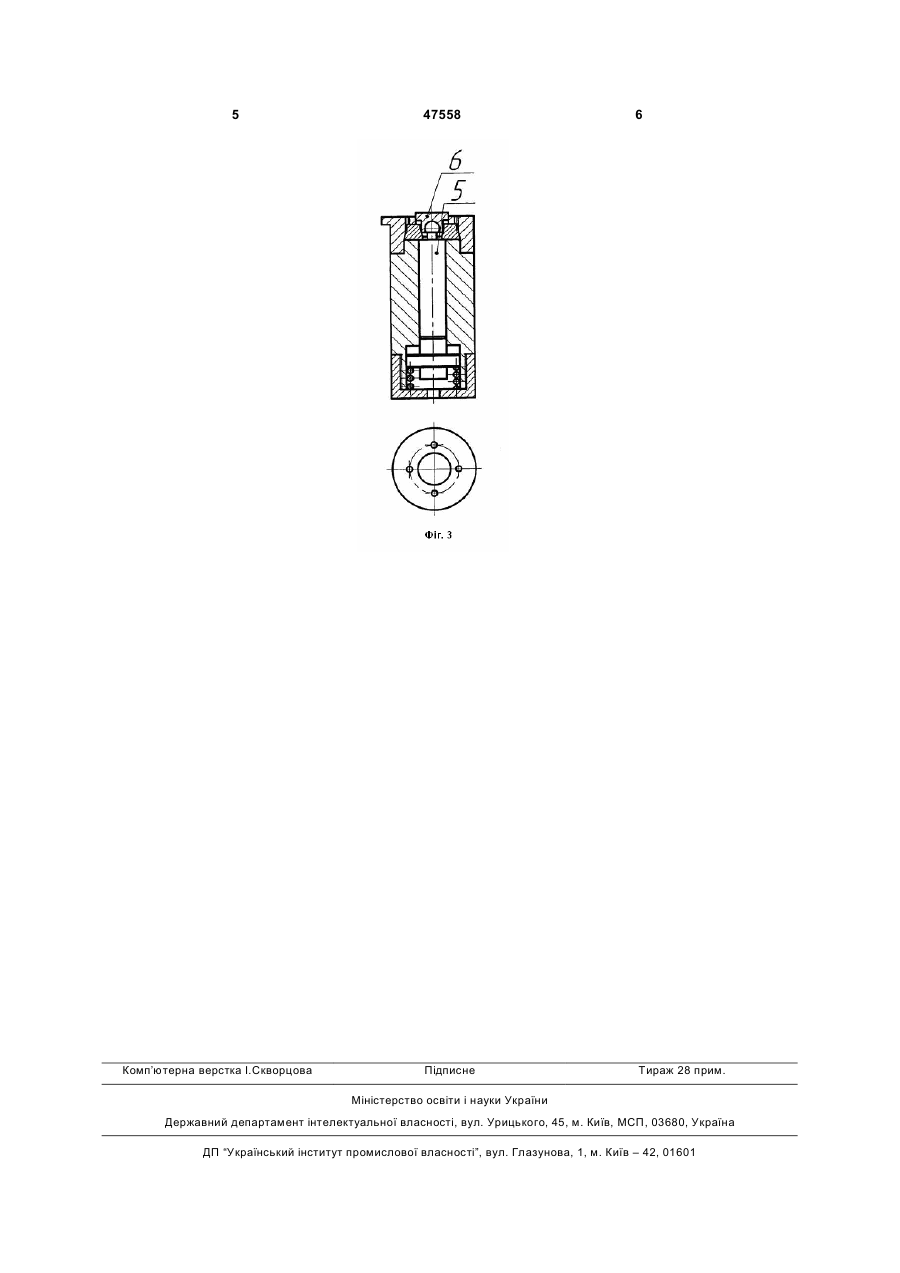
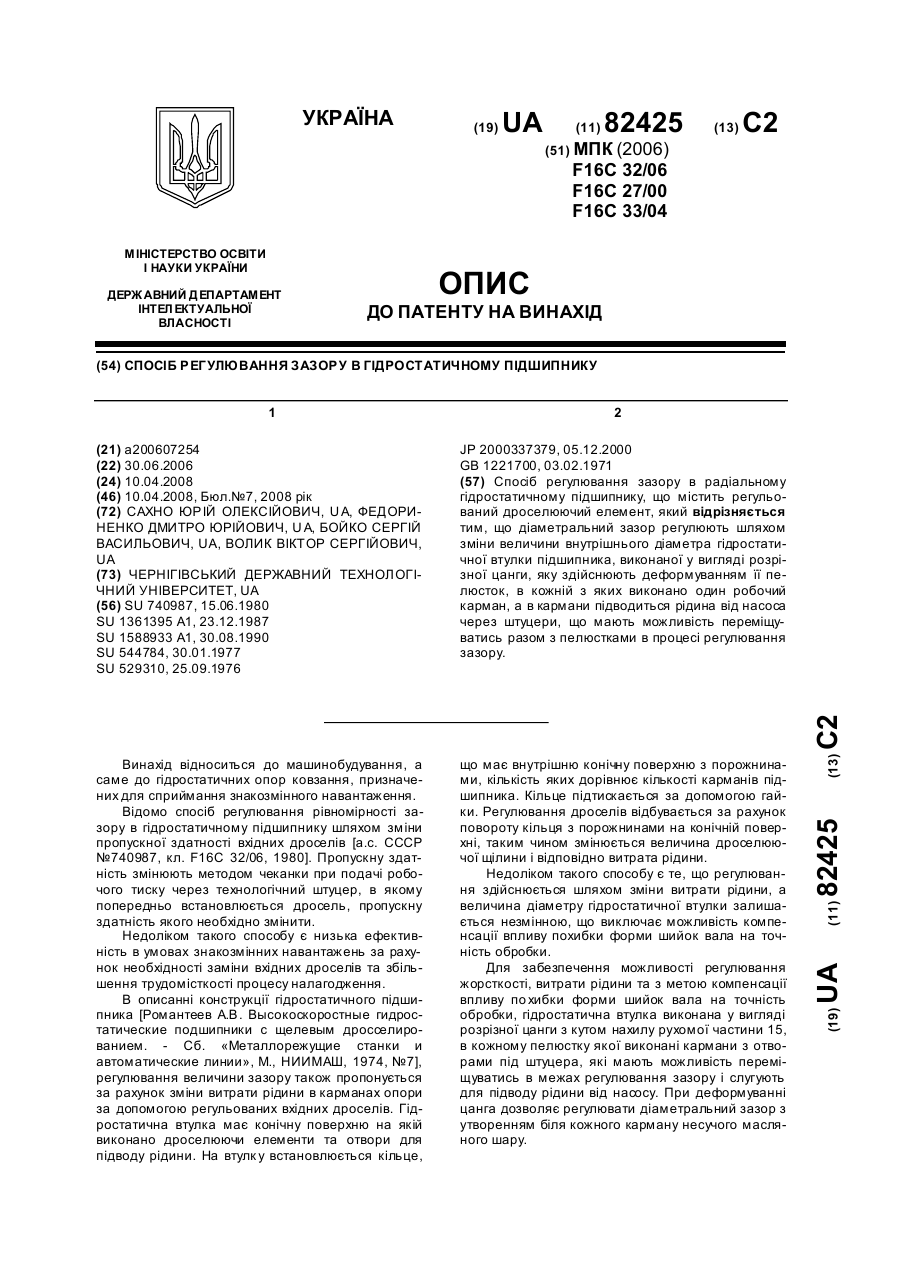
Спосіб збирання вузла обтиском першого елемента другим із забезпеченням заданого люфтового зазору, у якому перший елемент вставля 3 Спосіб зборки вузла обтиском першого елемента другим із забезпеченням заданого люфтового зазору реалізується в Обтиску. Корисна модель пояснюється графічними матеріалами, на яких показані на Фіг. 1 Обтиск сферичної голівки плунжера плунжерного насоса п'ятою плунжера при діаметрі плунжера менше діаметра границь воронки, на Фіг. 2 Обтиск сферичної голівки плунжера п'ятою при діаметрі плунжера більшому діаметра виступаючих границь воронки для крупно серійного виробництва, на Фіг. 3 Обтиск сферичної голівки плунжера п'ятою при діаметрі плунжера більшому діаметра виступаючих границь воронки для дрібносерійного виробництві. В Обтиск включені; (дивитись Фіг. 1 ) матриця 1, вона виконана у формі циліндра, усередині якого розташована порожнина представлена східчастим отвором, у верхній частині отвір-циліндрична поверхня-напрямна для п'яти, далі конічна поверхня для воронки п'яти, після-циліндрична поверхня-напрямна для плунжера, і остання циліндрична поверхня для пробки - 2 із пружиною - 3, зазначений східчастий отвір закритий знизу кришкою - 4, з можливістю установки плунжера - 5 в отвір матриці - 1 зверху до торкання плунжера - 5 пробки - 2 з наступною установкою в отвір матриці - 1 п'яти - 6, при якому в воронку п'яти - 6 уведена сферична голівка плунжера - 5, причому п'ята - 6 розташована на голівці плунжера - 6 так, що її торцева частина висунута за торцеву поверхню матриці - 1. Обтиск працює в такий спосіб. При русі повзуна гідравлічного преса повзуном преса всувають п'яту - 6 у матрицю - 1 до збігу положень торцевої поверхні п'яти - 6 з торцевою поверхнею матриці 47558 4 1. Далі рух повзуна буде зупинене (а якщо використати кривошипний прес, то відносний рух п'яти - 6 щодо матриці - 1 буде зупинено при подальшому спільному русі п'яти - 6 з матрицею - 1 за рахунок руху гироподушки або пружного буфера). При русі п'яти - 6 у матриці - 1 п'ята - 6 рухається по напрямній матриці - 1 і при цьому п'ята - 6 переміщає плунжер - 5, що рухається по своїй напрямній в матриці - 1, і який пружиною - 3 через пробку - 2 підтискається торцем своєї сферичної голівки плунжера - 5 до торця поглиблення воронки п'яти - 6. Це забезпечує розвантаження обжиму матрицею 1 виступу воронки п'яти - 6 від тертя об голівку плунжера - 5. При цьому зібраний вузол одержують зі співвісним розташуванням плунжера - 5 з п'ятою - 6. Обробкою торцевої поверхні матриці - 1 можливе одержання необхідного люфтового зазору у вузлі (а радіальний зазор у вузлі отриманий допусками суміжних деталей). На Фіг. 2 показаний Обтиск при величині діаметра плунжера - 5 більшому діаметра виступів воронки п’яти - 6, що може бути використана в крупно серійному виробництві, на Фіг. 3 показаний Обтиск, аналогічний Обтиску по Фіг. 2, для дрібносерійного виробництва. В Обтиску по Фіг. 2 для забеспечення обтиску при руху п'яти в матриці використаються знімані півкільця, що розколюються, установлювані в матрицю зовні, а в Обтиску по Фіг. 3 - встанавливающиеся усередині. Техніко-економічний ефект від використання корисної моделі складається в підвищенні надійності вузла, спрощенні технології зборки вузла, можливості завдання необхідних параметрів при зборці. 5 Комп’ютерна верстка І.Скворцова 47558 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of assembly by pressing first element by second one providing preset clearance
Автори англійськоюZelenskyi Anatolii Anatoliiovych, Kulykov Kyryl Volodymyrovych, Chuhui Volodymyr Leonidovych
Назва патенту російськоюСпособ сборки обжимкой первого элемента вторым с обеспечением заданного люфтового зазора
Автори російськоюЗеленский Анатолий Анатольевич, Куликов Кирилл Владимирович, Чугуй Владимир Леонидович
МПК / Мітки
МПК: B21D 41/00
Мітки: люфтового, забезпеченням, заданого, спосіб, елемента, другим, зазору, збирання, обтиском, першого
Код посилання
<a href="https://ua.patents.su/3-47558-sposib-zbirannya-obtiskom-pershogo-elementa-drugim-iz-zabezpechennyam-zadanogo-lyuftovogo-zazoru.html" target="_blank" rel="follow" title="База патентів України">Спосіб збирання обтиском першого елемента другим із забезпеченням заданого люфтового зазору</a>
Спосіб регулювання зазору в гідростатичному підшипнику
Номер патенту: 82425
Опубліковано: 10.04.2008
Автори: Федориненко Дмитро Юрійович, Волик Віктор Сергійович, Бойко Сергій Васильович, Сахно Юрій Олексійович
МПК: F16C 27/00, F16C 33/04, F16C 32/06
Мітки: гідростатичному, зазору, підшипнику, регулювання, спосіб
Формула / Реферат:
Спосіб регулювання зазору в радіальному гідростатичному підшипнику, що містить регульований дроселюючий елемент, який відрізняється тим, що діаметральний зазор регулюють шляхом зміни величини внутрішнього діаметра гідростатичної втулки підшипника, виконаної у вигляді розрізної цанги, яку здійснюють деформуванням її пелюсток, в кожній з яких виконано один робочий карман, а в кармани підводиться рідина від насоса через штуцери, що мають...
Пристрій для регулювання міжвалкового зазору по ширині штаби
Номер патенту: 46259
Опубліковано: 15.05.2002
Автори: Ніколаєв Віктор Олександрович, Андрусевич Дмитро Анатолійович
МПК: B21B 31/00
Мітки: ширини, штаби, зазору, регулювання, пристрій, міжвалкового
Формула / Реферат:
Пристрій для регулювання міжвалкового зазору по ширині штаби, що прокатують, включає в себе робочі й опорні валки з подушками, гідроциліндри для противигину робочих валків, встановлені в подушках нижнього робочого валка, систему подачі рідини високого тиску, який відрізняється тим, що торці опорних ділянок плунжерів виконані з площею поперечного перерізу меншою площі поперечного перерізу самого плунжера, а довжина опорної ділянки плунжера...
Вузол фіксації кабелю в отворі елемента конструкціїї
Номер патенту: 15058
Опубліковано: 15.06.2006
Автори: Бойко Григорий Григорович, Бублик Михайло Леонідович, Корміхін Роман Георгійович
МПК: E21C 35/00, E21F 17/06
Мітки: конструкції, кабелю, отворі, фіксації, елемента, вузол
Формула / Реферат:
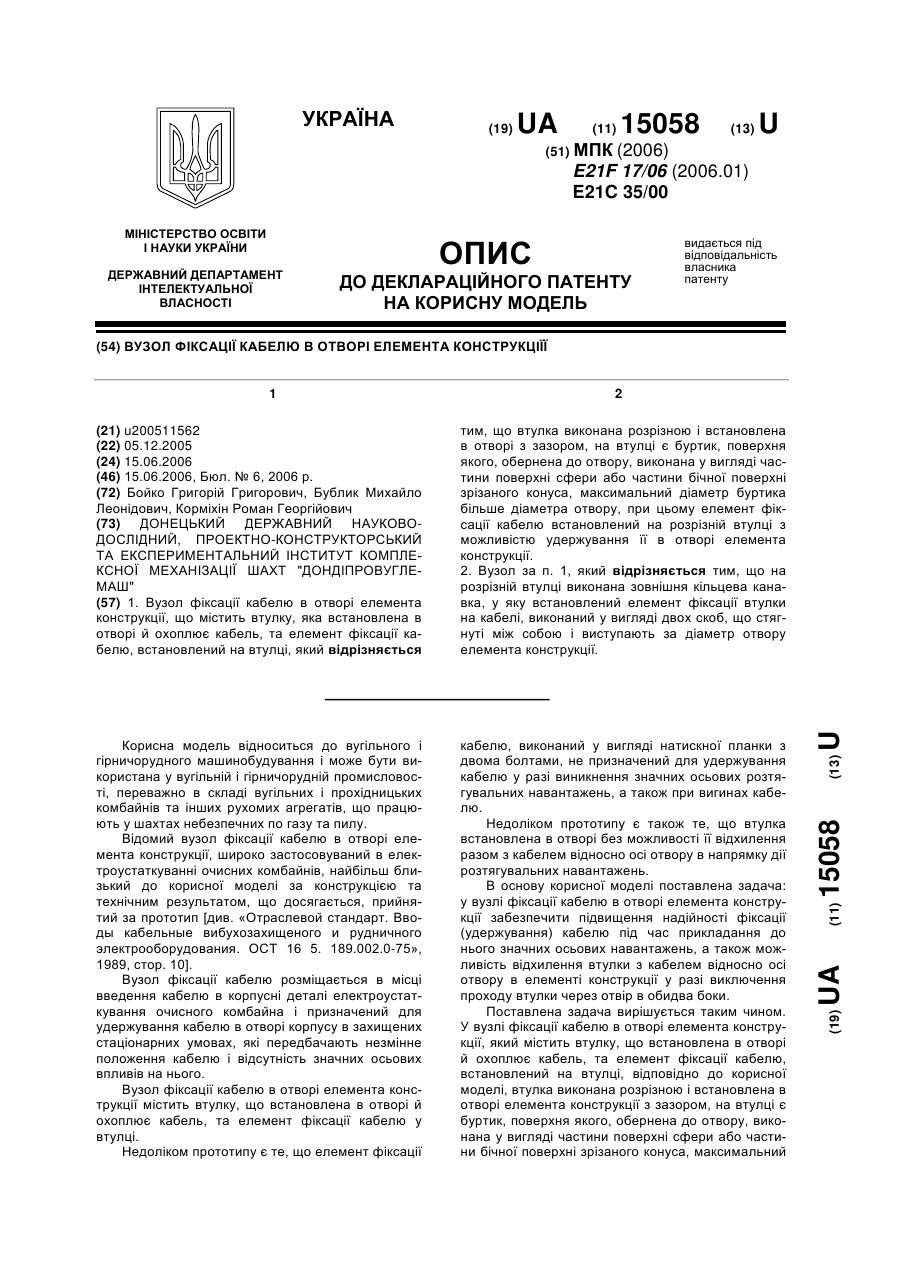
1. Вузол фіксації кабелю в отворі елемента конструкції, що містить втулку, яка встановлена в отворі й охоплює кабель, та елемент фіксації кабелю, встановлений на втулці, який відрізняється тим, що втулка виконана розрізною і встановлена в отворі з зазором, на втулці є буртик, поверхня якого, обернена до отвору, виконана у вигляді частини поверхні сфери або частини бічної поверхні зрізаного конуса, максимальний діаметр буртика більше діаметра...
Фіксатор з’єднувального елемента для вузлів з’єднань і карман з’єднувального елемента для фіксатора з’єднувального елемента
Номер патенту: 79438
Опубліковано: 25.06.2007
Автори: Тіллессен Уве, Дунке Клаус, Хессе Норберт, Клабіш Адам, Зіпенкорт Герхард
МПК: B65G 19/28
Мітки: вузлів, з'єднань, з'єднувального, фіксатор, фіксатора, карман, елемента
Формула / Реферат:
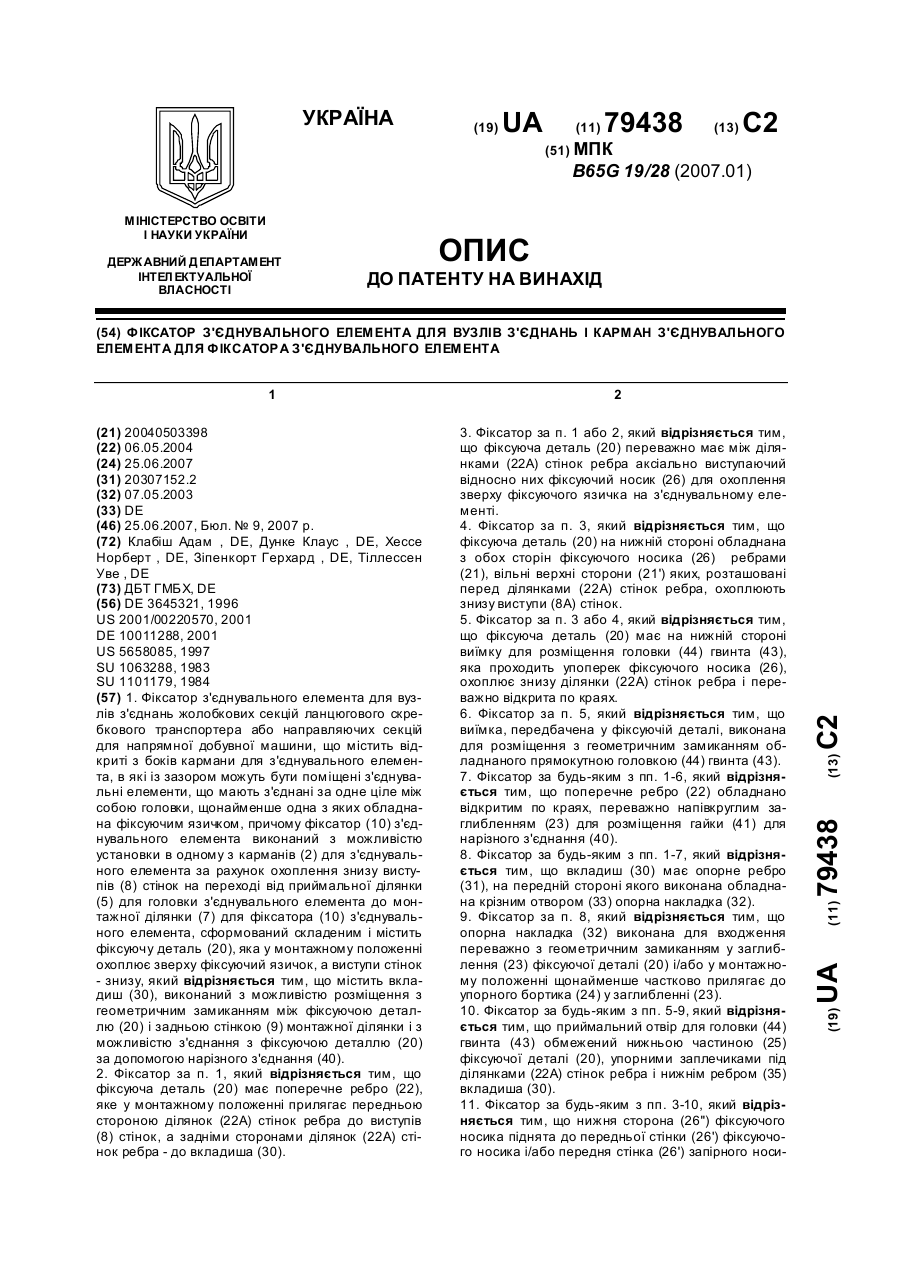
1. Фіксатор з'єднувального елемента для вузлів з'єднань жолобкових секцій ланцюгового скребкового транспортера або направляючих секцій для напрямної добувної машини, що містить відкриті з боків кармани для з'єднувального елемента, в які із зазором можуть бути поміщені з'єднувальні елементи, що мають з'єднані за одне ціле між собою головки, щонайменше одна з яких обладнана фіксуючим язичком, причому фіксатор (10) з'єднувального елемента...
Блок-схема сенсорного нейроподібного елемента
Номер патенту: 3636
Опубліковано: 15.12.2004
Автор: Івановський Олександр Володимирович
МПК: G06G 7/60
Мітки: нейроподібного, блок-схема, елемента, сенсорного
Формула / Реферат:
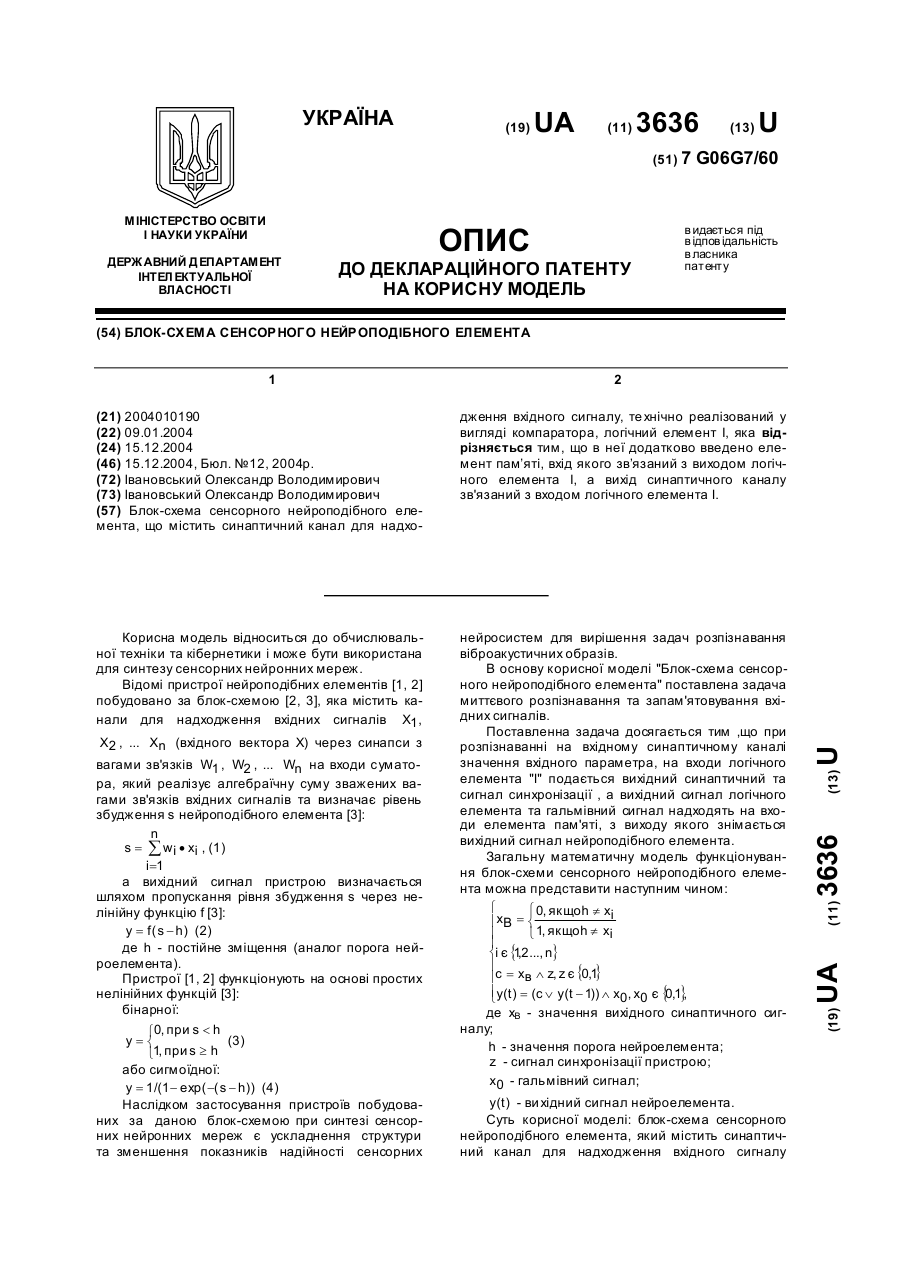
Блок-схема сенсорного нейроподібного елемента, що містить синаптичний канал для надходження вхідного сигналу, технічно реалізований у вигляді компаратора, логічний елемент І, яка відрізняється тим, що в неї додатково введено елемент пам’яті, вхід якого зв’язаний з виходом логічного елемента І, а вихід синаптичного каналу зв'язаний з входом логічного елемента І.
Попередній патент: Пристрій для виробництва штучного снігу
Наступний патент: Пускорегулюючий пристрій для люмінесцентних ламп
Випадковий патент: Застосування гідрохлориду амброксолу для лікування гострого фарингіту