Пристрій для регулювання міжвалкового зазору по ширині штаби
Номер патенту: 46259
Опубліковано: 15.05.2002
Автори: Ніколаєв Віктор Олександрович, Андрусевич Дмитро Анатолійович
Формула / Реферат
Пристрій для регулювання міжвалкового зазору по ширині штаби, що прокатують, включає в себе робочі й опорні валки з подушками, гідроциліндри для противигину робочих валків, встановлені в подушках нижнього робочого валка, систему подачі рідини високого тиску, який відрізняється тим, що торці опорних ділянок плунжерів виконані з площею поперечного перерізу меншою площі поперечного перерізу самого плунжера, а довжина опорної ділянки плунжера визначається виразом:
![]()
де m - довжина опорної ділянки плунжера,
d - діаметр поперечного перерізу плунжера.
Текст
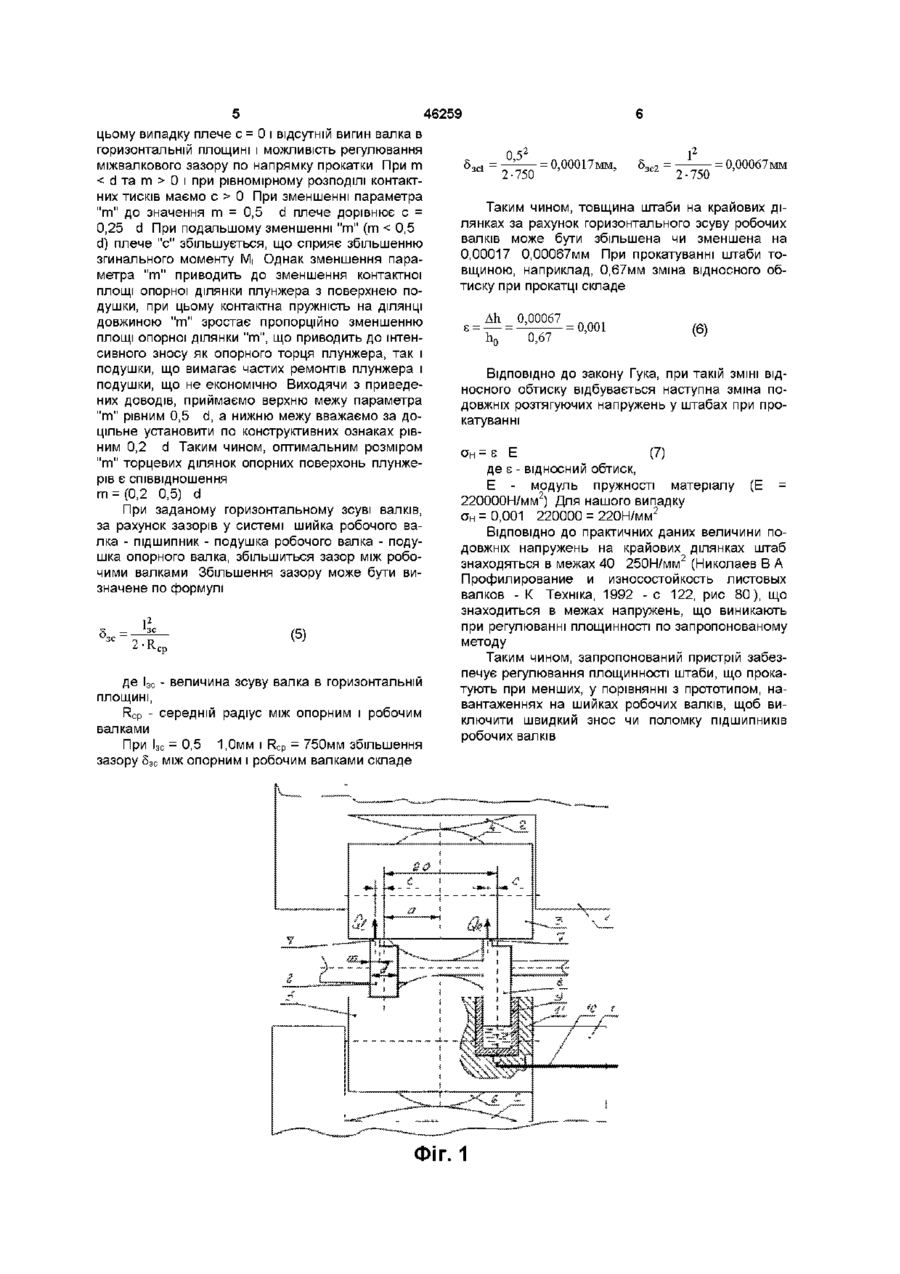
Пристрій для регулювання міжвалкового зазору по ширині штаби, що прокатують, включає в себе робочі й опорні валки з подушками, гідроциліндри для противигину робочих валків, встановлені в подушках нижнього робочого валка, систему подачі рідини високого тиску, який відрізняється тим, що торці опорних ділянок плунжерів виконані з площею поперечного перерізу меншою площі поперечного перерізу самого плунжера, а довжина опорної ділянки плунжера визначається виразом т = ф,2 0 , 5 ) 4 де m - довжина опорної ділянки плунжера, d - діаметр поперечного перерізу плунжера Винахід відноситься до листопрокатного виробництва, а саме до конструкцій пристроїв регулювання профілю штаби між робочими валками тонкоштабових чотирьохвалкових клітей при наявності натягу Відомий пристрій примусового вигину робочих валків містить у собі робочі й опорні валки, їх подушки, причому в подушки нижнього робочого валка установлені гідроциліндри з плунжерами для зрівноважування робочих валків відносно опорних валків, а в подушки опорних валків установлені гідродомкрати для додаткового вигину робочих валків, систему подачі рідини високого тиску (А П Грудев, Л Ф Машкин, М И Ханин Технология прокатного производства - М «Арт-Бизнес-Центр», Металлургия, 1994, с 482, рис 214) У цьому пристрої, для забезпечення регулювання подовжніх витягань по ширині штаби, що прокатують, і, отже, для запобігання витончення чи стовщення крайових ділянок штаби, що прокатують, між подушками робочих валків, прикладається розпираюче зусилля від гідроциліндрів, а також зусилля між подушками робочих та опорних валків для додаткового вигину робочих валків Цей пристрій має наступні недоліки наявність додаткових навантажень на шийки робочих валків, які не розраховані на велике радіальне навантаження, величина додаткових наван тажень противигину знаходиться в межах 5 7% від сили прокатки й обмежується МІЦНІСТЮ ПІДШИПНИКІВ робочих валків, при великих навантаженнях підшипники розбиваються чи швидко зношуються, пристрій передбачає вплив на робочі валки тільки у вертикальній площині, унаслідок того, що сила при регулюванні положень робочих валків від плунжерів гідросистеми знаходиться в межах 5 7% від сили прокатки, то при цьому величина сплющування валків незначна і це знижує інтервал регулювання площинності штаби, пристрій має складну конструкцію і вимагає великих матеріальних витрат для виготовлення Найбільш близьким по сукупності ознак до заявляемого пристрою є пристрій для регулювання профілю штаби між робочими валками, що містить у собі робочі та опорні валки, їх подушки, причому в подушки нижнього робочого валка установлені гідроциліндри з плунжерами для зрівноважування робочих валків відносно опорних валків, систему подачі рідини високого тиску (ВО Ніколаєв, В Л Мазур Технологія виробництва сортового прокату Підручник Запоріжжя ЗДІА, 2000 - с 203, рис 10 12) У цьому пристрої для запобігання витоньшення крайових ділянок штаби, що прокатують, ю (О 46259 між подушками робочих валків прикладається роззнаходиться робоча рідина 11 пираюче зусилля, від гідроциліндрів (противипн Пристрій працює таким чином при прокатуробочих валків) Цей пристрій має наступні недованні штаб в клеті відбувається прогин робочих ліки валків, у результаті чого, обтиснення крайових ділянок штаби виявляється більшим, ніж обтиснаявність додаткових навантажень на шийки нення середньої частини по ширині штаби При робочих валків, які не розраховані на велике радітакій деформації штаби по ширині на крайових альне навантаження, величина додаткових наванділянках виникає хвилястість, що згодом може тажень противигину знаходиться в межах 5 7% привести до збільшення відсортування штаб по від сили прокатки й обмежується МІЦНІСТЮ ПІДШИПдефекті неплощинність Для усунення неплощинНИКІВ робочих валків, ності (хвилястості) у гідроциліндри противигину під при великих навантаженнях підшипники розтиском подається робоча рідина, що переміщає биваються чи швидко зношуються, плунжери, по вертикальній осі Під дією плунжерів пристрій передбачає вплив на робочі валки верхній робочий валок так само рухається по вертільки у вертикальній площині, тикальній осі і забезпечує деяке сплющування кінунаслідок того, що сила при регулюванні поцевих ділянок бочок робочих і опорних валків, збіложень робочих валків від плунжерів гідросистеми льшуючи тим самим зазор на крайових ділянках знаходиться в межах 5 7% від сили прокатки, то штаби Одночасно з вертикальним переміщенням при цьому величинасплющування валків і зміна робочих валків від пристрою противигину відбувазазору між робочими валками незначні і це знижує ється горизонтальний зсув робочих валків відномежи регулювання площинності штаби сно один одного і щодо опорних валків За рахунок В основу винаходу поставлено завдання ствотого, що торці опорних ділянок гідроциліндрів вирення такого пристрою, в якому за рахунок викоконані з площею поперечного перерізу меншою нання плунжерів пдроврівноважування нової консплощі поперечного перерізу самого плунжера, рівтрукції забезпечується регулювання форми міжванодіюча сили противигину Q буде зміщена на велкової щілини в більш широких межах при менших личину навантаженнях на шийки робочих валків, щоб виключити швидкий знос чи поломку ПІДШИПНИКІВ робочих валків d-m (2) Для вирішення поставленого завдання в пристрої для регулювання міжвалкового зазору по ширині штаби, що прокатують, який включає в Тоді моменти, що врівноважують верхній росебе робочі й опорні валки з подушками, гідроцибочий валок, у первісний період, праворуч і ліволіндри для противигину робочих валків, встановруч будуть не рівні, тому що не будуть рівні плечі лені в подушках нижніх робочих валків, систему сил Q подачі рідини високого тиску, ВІДПОВІДНО ДО винаходу торці опорних ділянок плунжерів виконані з Qi = Qr, площею поперечного перерізу меншою площі по= Qi (a + c), Mr=Qr (а-с), (3) перечного перерізу самого плунжера, а довжина Мі > Mr (4) опорної ділянки плунжера визначається виразом т = ( 0 , 2 0,5) d (1) де т - довжина опорної ділянки плунжера, d - діаметр поперечного перерізу плунжера Виконання опорних поверхонь плунжерів із площею поперечного переріза менше площі поперечного переріза самого плунжера дозволить підвищити межі регулювання площинності штаб, що прокатують за рахунок вигину робочих валків у горизонтальній площині, а так само зменшити навантаження на шийки робочих валків і, отже, збільшити ЗНОСОСТІЙКІСТЬ І ДОВГОВІЧНІСТЬ ПІДШИПНИКІВ На фіг 1 зображена схема пристрою для регулювання міжвалкового зазору по ширині штаби, на фіг 2 - схема до визначення величин зсуву кінцевих ділянок верхнього робочого валка Пристрій, що заявляється, містить подушки 1 опорних валків 2, у яких установлені верхня подушка робочого валка 3 з верхнім робочим валком 4 і симетрично встановлені нижня подушка робочого валка 5 з нижнім робочим валком 6 У подушку 5 змонтовано врівноважуючий гідравлічний пристрій з циліндричними торцями 7 плунжерів 8, що стикаються своїми робочими поверхнями з подушкою верхнього робочого валка 3 Гідроциліндри 9 підключені до трубопроводу 10, у якому під тиском Де Qi, Qr - тиск плунжера на подушку, а - відстань від осі валків до осі плунжера, с - плече моменту, Мі, Мг - моменти вигину шийки валка Величина зсуву Ізс, по горизонтальній осі, обумовлена величиною монтажних зазорів у системі шийка робочого валка - підшипник - подушка робочого валка - подушка опорного валка і знаходиться в межах 0,5 1,0мм При необхідності ці зазори можна збільшити Виконання запропонованого пристрою зі зміщеними опорними поверхнями подушок робочих валків забезпечує, у процесі роботи стану горизонтальний зсув шийок й кінцевих ділянок робочих валків, відносно вертикальної осі опорних валків, що дозволить при цьому збільшити чи зменшити розтин між робочими валками на крайових ділянках Застосування горизонтального зсуву кінцевих ділянок робочих валків, таким чином, розширює діапазон регулювання товщини крайових ділянок штаби і знижує силу, що діє на шийки робочих валків Останнє забезпечує підвищення ДОВГОВІЧНОСТІ роботи ПІДШИПНИКІВ робочих валків Оптимальні ЛІНІЙНІ параметри " т " встановлені таким чином У межах m = d та т = 0 відбувається повне контактування торцевих поверхонь плунжерів з подушками верхнього робочого валка У 5 46259 цьому випадку плече с = 0 і відсутній вигин валка в горизонтальній площині і можливість регулювання і 0,5' X міжвалкового зазору по напрямку прокатки При m = 0,00017мм, = 0,00067мм 2-750 2-750 0 і при рівномірному розподілі контактних тисків маємо с > 0 При зменшенні параметра Таким чином, товщина штаби на крайових ді"т" до значення т = 0,5 d плече дорівнює с = лянках за рахунок горизонтального зсуву робочих 0,25 d При подальшому зменшенні " т " ( т < 0,5 валків може бути збільшена чи зменшена на d) плече "с" збільшується, що сприяє збільшенню 0,00017 0,00067мм При прокатуванні штаби тозгинального моменту Мі Однак зменшення паравщиною, наприклад, 0,67мм зміна відносного обметра " т " приводить до зменшення контактної тиску при прокатці складе площі опорної ділянки плунжера з поверхнею подушки, при цьому контактна пружність на ДІЛЯНЦІ довжиною " т " зростає пропорційно зменшенню Ah 0,00067 = 0,001 (6) площі опорної ділянки "т", що приводить до інтен0,67 сивного зносу як опорного торця плунжера, так і подушки, що вимагає частих ремонтів плунжера і ВІДПОВІДНО ДО закону Гука, при такій ЗМІНІ ВІДподушки, що не економічно Виходячи з приведеНОСНОГО обтиску відбувається наступна зміна поних доводів, приймаємо верхню межу параметра довжніх розтягуючих напружень у штабах при про"т" рівним 0,5 d, а нижню межу вважаємо за докатуванні цільне установити по конструктивних ознаках рівним 0,2 d Таким чином, оптимальним розміром = s E (7) "т" торцевих ділянок опорних поверхонь плунжеде s - відносний обтиск, рів є співвідношення m = (0,2 0,5) d Е - модуль пружності матеріалу (Е = модуль При заданому горизонтальному зсуві валків, за рахунок зазорів у системі шийка робочого валка - підшипник - подушка робочого валка - подушка опорного валка, збільшиться зазор між робочими валками Збільшення зазору може бути визначене по формулі 5„„ = 1 2-R ер (5) де і3( - величина зсуву валка в горизонтальній ПЛОЩИНІ, Rcp - середній радіус між опорним і робочим валками При Ізс - 0,5 1,0мм і Rcp = 750мм збільшення зазору 5ЗС між опорним і робочим валками складе 220000Н/мм2) Для нашого випадку Z он = 0,001 220000 = 220H/MM ВІДПОВІДНО ДО практичних даних величини подовжніх напружень на крайових ділянках штаб знаходяться в межах 40 250Н/мм2 (Николаев В А Профилирование и износостойкость листовых валков - К Техніка, 1992 - с 122, рис 80), що знаходиться в межах напружень, що виникають при регулюванні площинності по запропонованому методу Таким чином, запропонований пристрій забезпечує регулювання площинності штаби, що прокатують при менших, у порівнянні з прототипом, навантаженнях на шийках робочих валків, щоб виключити швидкий знос чи поломку ПІДШИПНИКІВ робочих валків ФІГ. 1 46259 Фіг. 2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюNikolaiev Viktor Oleksandrovych
Автори російськоюНиколаев Виктор Александрович
МПК / Мітки
МПК: B21B 31/00
Мітки: штаби, регулювання, пристрій, зазору, ширини, міжвалкового
Код посилання
<a href="https://ua.patents.su/4-46259-pristrijj-dlya-regulyuvannya-mizhvalkovogo-zazoru-po-shirini-shtabi.html" target="_blank" rel="follow" title="База патентів України">Пристрій для регулювання міжвалкового зазору по ширині штаби</a>
Пристрій для регулювання міжвалкового зазору кліті прокатного стану
Номер патенту: 12859
Опубліковано: 28.02.1997
Автори: Мєханік Владімір Пєтровіч, Єпішевіч Аркадій Давидовіч, Любімов Юрій Валентинович, Топалєр Сєргєй Міхайловіч, Яланський Вячеслав Петрович, Домікеєв Валентин Васильович, Классєн Едгар Яковлєвіч, Ліфшин Леонід Аркадійович
МПК: B21B 37/58
Мітки: регулювання, прокатного, пристрій, зазору, міжвалкового, кліті, стану
Формула / Реферат:
(57) 1. Устройство для регулирования меж валкового зазора клети прокатного стана, содержащее гидроцилиндры распора клети, установленные между подушками прокатных валков, регулируемый источник давления, со единенный магистралью с гидроцилиндрами распора клети, датчик наличия листа, блок задания начальной длины листа, блок задания длин участков листа, блок задания давлений, пороговые элементы, отличающееся тем, что оно снабжено датчиком...
Пристрій для регулювання зазору в валкових машинах
Номер патенту: 13060
Опубліковано: 28.02.1997
Автори: Кравченко Вілен Васильович, Маляренко Микола Іванович, Позняк Григорій Іванович, Музиченко Олег Олександрович, Толочко Олександр Васильович
МПК: B29C 43/24, B30B 3/00, B21B 31/16
Мітки: пристрій, зазору, машинах, регулювання, валкових
Формула / Реферат:
(57) Устройство для регулирования зазора в валковых машинах, включающее пары клиньев с наклоном рабочих поверхностей в направлении, перпендикулярном оси валков, установленные в направляющих на корпусах подшипников валков, при этом один из клиньев каждой пары смонтирован с возможностью перемещения посредством приводного ходового винта в направлении наклона клиньев, отличающееся тем, что клинья выполнены с дополнительным наклоном рабочих...
Спосіб стабілізації форми штаби на стані кварто
Номер патенту: 34180
Опубліковано: 15.02.2001
Автори: Путнокі Олександр Юліусович, Тилик Василь Трохимович, Солтан Андрій Станіславович, Коваль Сергій Миколайович, Яланський Вячеслав Петрович, Піховкін Микола Миколайович, Трофімов Віталій Олександрович
МПК: B21B 37/28
Мітки: кварто, форми, штаби, стабілізації, спосіб, стані
Текст:
...підшипник знаходиться під навантаженням. Затверджуваний спосіб дає можливість скоротити сумарний час прикладання зусилля QB гідровигину, тому що, згідно винаходу, в момент виходу штаби з валків зусилля QB знімають, а в момент захвату валками слідуючої штаби відновлюють його задане значення, тобто у час пауз у прокатці штабів зусилля гідровигину відсутнє. QB = 0 і, як походить з (1), QP = QЗ. Скоротивши таким чином тривалість прикладання...
Спосіб стабілізації форми штаби на стані кварто
Номер патенту: 33722
Опубліковано: 15.02.2001
Автори: Тилик Василь Трохимович, Яланський Вячеслав Петрович, Трофімов Віталій Олександрович, Солтан Андрій Станіславович, Путнокі Олександр Юліусович, Коваль Сергій Миколайович, Піховкін Микола Миколайович
МПК: B21B 37/28
Мітки: стабілізації, форми, кварто, стані, спосіб, штаби
Текст:
...знімають і відновлюють його першопочаткове значення у момент виходу штаби з валків. У тому випадку, якщо у відсутності штаби у кліті зазор між валками перебудовують з додатного на від'ємний, то, згідно з винаходом, зусилля гідрозрівноважування знімають і відновлюють його при зміні зазору з від ємного на додатний. Тобто у останньому випадку, якщо опісля виходу чергової штаби з валків зазор між валками залишається від'ємним, то...
Спосіб регулювання зазору між електродами запальної свічки двигуна
Номер патенту: 15748
Опубліковано: 30.06.1997
Автор: Фомин Леонід Устинович
МПК: F02P 17/00
Мітки: електродами, спосіб, регулювання, зазору, свічки, двигуна, запальної
Формула / Реферат:
(57) 1. Способ регулирования зазора между электродами запальной свечи двигателя, заключающийся в том, что электроды свечи включают в электрическую цепь, содержащую источник питания, параллельно электродам измерительного прибора, отличающийся тем, что устанавливают электроды измерительного прибора в положение, при котором зазор между ними равен эталонной величине, и фиксируют их в этом положении, а электроды свечи устанавливают в положение,...
Попередній патент: Спосіб дослідження сперми в мазку
Наступний патент: Спосіб передпосівної обробки насіння озимої пшениці
Випадковий патент: Спосіб підвищення завадостійкості акустико-емісійних вимірювань